QT400-18球墨鑄鐵焊補工藝研究
2016-04-08 06:43:43趙悅光郭敏晁革新谷剛田逢甲陜西柴油機重工有限公司陜西興平713105
中國鑄造裝備與技術 2016年1期
趙悅光,郭敏,晁革新,谷剛,田逢甲(陜西柴油機重工有限公司,陜西興平 713105)
?
QT400-18球墨鑄鐵焊補工藝研究
趙悅光,郭敏,晁革新,谷剛,田逢甲
(陜西柴油機重工有限公司,陜西興平 713105)
摘要:球墨鑄鐵鑄造生產中難免產生鑄造缺陷,根據鑄件技術要求可以采用焊補修復。然而,球墨鑄鐵含碳量高,焊接性能差,焊補過程中易產生白口組織和裂紋。通過對QT400-1 8球墨鑄鐵焊補工藝進行研究,制定嚴格的焊補工藝,通過與母材對比結果表明,選用Z408焊補后的硬度稍高,不適合用于加工面的焊補處理,Z308焊條焊補后的硬度與母材接近,可以用于加工面的焊補處理,Z308焊條和Z408焊條焊補后的抗拉強度和屈服強度基本與母材一致,不影響鑄件的使用性能。
關鍵詞:焊補;球墨鑄鐵;焊條;機械性能
鑄鐵是含碳量大于2%的鐵碳合金,一般含有硅、錳元素及硫、磷雜質,有時還加入不同的合金元素,以便獲得具有不同性能的鑄鐵。按碳在鑄鐵中存在的狀態及形式的不同,可將鑄鐵分為灰鑄鐵、球墨鑄鐵、白口鑄鐵、可鍛鑄鐵和蠕墨鑄鐵。使用較多的鑄鐵有灰鑄鐵和球墨鑄鐵,鑄鐵的含碳量高,脆性大,焊接性很差,在焊接過程中易產生白口組織和裂紋。白口組織是由于在鑄鐵補焊時,碳、硅等促進石墨化元素大量燒損,且補焊區冷速快,在焊縫區石墨化過程來不及進行而產生的。白口鑄鐵硬而脆,切削加工性能很差。選用適當的焊條和合理的焊補工藝可以保證焊補質量,避免出現白口組織。
1 球墨鑄鐵焊補難點
1.1球墨鑄鐵焊接裂紋產生原因
焊補裂紋通常發生在焊縫和熱影響區,產生的原因是鑄鐵的抗拉強度低,塑性很差,而焊接應力較大,且接頭存在白口組織時,由于白口組織的收縮率更大,裂紋傾向更加嚴重,甚至可使整條焊縫沿熔合線從母材上剝離下來。
1.2球墨鑄鐵焊接時存在的主要問題
1.2.1焊接接頭易出現白口和淬硬組織
由于焊縫金屬冷卻速度快,不同于鑄鐵在型砂中的冷卻速度,并有部分鑄鐵母材熔入焊縫,使焊縫的含碳量增高,熱影響區的半熔化區和焊縫易產生馬氏體淬硬組織,而母材易產生白口組織等性能較差的組織。
1.2.2焊接接頭易出現冷裂紋和熱裂紋
冷裂紋通常在400 ℃以下出現,產生原因是由于鑄鐵塑性差和焊接拘束應力的共同作用。熱裂紋是因低熔點共晶和結晶過程中焊接應力的作用產生的。
2 QT400-18球墨鑄鐵焊補工藝研究
2.1QT400-18球墨鑄鐵機械性能要求
屈服強度σ0.2≥200 MPa,抗拉強度σb≥370 MPa,延伸率δ≥12%。
2.2試驗方法與目的
采用電弧焊冷焊方式,選用常用的Z308和Z408焊條,分別對QT400-18牌號的球墨鑄鐵試樣進行焊補,通過著色探傷和機械性能測試,驗證焊補工藝的可行性與焊補的質量。
2.3焊條及母材
2.3.1Z308焊條成分及焊補特點
1) 焊條成分(質量分數w):Ni≥90%,Fe≤8.0%,C≤2.0%,Si≤2.5%。藥皮為石墨型。
2) 焊接特點:Z308焊條的焊接性好,其焊縫塑性和抗裂性能好,焊縫強度大于等于250 MPa,熔合區白口寬度為0.05~0.1 mm,呈斷續分布,切削加工性能也較好。因此對于重要鑄件及位于加工表面上的缺陷通常采用此焊條。可不預熱,焊后錘擊以減少應力。
2.3.2Z408焊條成分及焊補特點
焊條成分(質量分數w):Ni45%~60%,C≤2.0%, Si≤2.0%,Mn≤1.5%,Cu4%~10%,Fe余量。藥皮為石墨型。
焊接特點:焊接工藝性能好,焊條不發紅,熔合性能好,用于焊補重要的高強度灰鑄鐵及球墨鑄鐵件。
2.3.3母材:QT400-18
2.4試樣制備
2.4.1材質QT400-18試樣
準備試樣兩組,每組試樣6根,依次進行編號:1#-1、2#-1、3#-1試樣按圖1及表1進行加工,1#-2、2#-2、3#-2試樣按圖2加工。(因為開坡口的試樣在焊補時可能輕微變形,所以焊補的試樣直徑比對比試樣粗4 mm)。

表1 焊補試樣加工要求
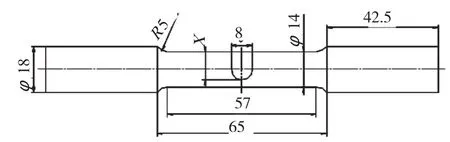
圖1 焊補試樣加工圖
2.5焊補工藝
2.5.1焊前準備
1)用砂輪對需焊補部位進行坡口修磨,坡口底部寬度不小于5 mm,坡口小于30°。
2)選用Z308(Z408)焊條,直徑φ3.2 mm,焊前焊條烘干溫度100~120 ℃,保溫2 h。
3)焊條放置在保溫桶內待用。
4)對近焊補部位的非焊補面進行保護。
5)選用直流焊機。
6)鑄件電焊工(高級工以上)進行焊補操作。
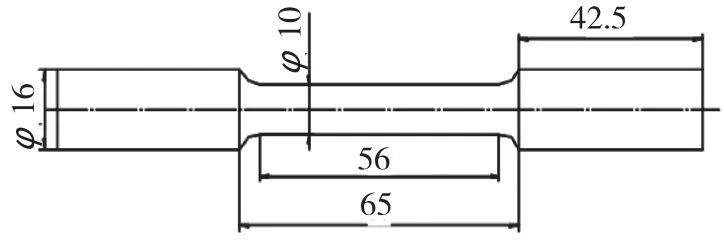
圖2 對比試樣加工圖
2.5.2施焊過程
1)采用直流反接,焊接電流90~110 A。
2)對焊補部位進行預熱,溫度180~220 ℃。
3)分段焊補,每次熄弧后立即用小尖錘敲擊焊補區,用鋼刷將焊渣清理干凈,檢查是否有焊補缺陷,如有缺陷必須打磨消除,然后接著焊補下一道,直到U型槽填滿。
4)焊完后待焊補區冷卻至常溫后打磨光滑,表面達到探傷要求,用著色、磁粉探傷法初步檢驗焊補質量。
5)焊后24 h后用著色探傷法對焊補質量終檢。
6)按照圖2重新加工焊補試樣。
2.6力學性能檢驗內容
Z308焊條焊補QT400-18母材后試樣的機械性能以及對比試樣的機械性能。
Z408焊條焊補QT400-18母材后試樣的機械性能以及對比試樣的機械性能。
3 QT400-18焊補試驗結果
3.1Z308焊條焊補QT400-18(母材)試驗過程及結果
按照2.4制定的焊補工藝將提前準備的兩組試樣中的一組1#-1、2#-1、3#-1的QT400-18試樣焊補好。將焊補后經著色探傷的試樣加工為φ10的標準試樣,并同對比試樣一起做機械性能試驗,試驗結果如表2。通過試驗結果可以看出,焊縫屈服強度和抗拉強度均達到母材的70%以上,圖3、圖4、圖5分別為焊補試樣的屈服強度、抗拉強度、延伸率、硬度與母材對比的柱狀圖,可以看出焊補試樣的屈服強度和抗拉強度與母材的性能基本一致,焊補試樣的延伸率比母材稍低,但與技術要求相比相差不多,焊補試樣的硬度比母材稍高,與技術要求相差不多,基本滿足技術要求。3.2 Z408焊條焊補QT400-18(母材)試驗過程及結果
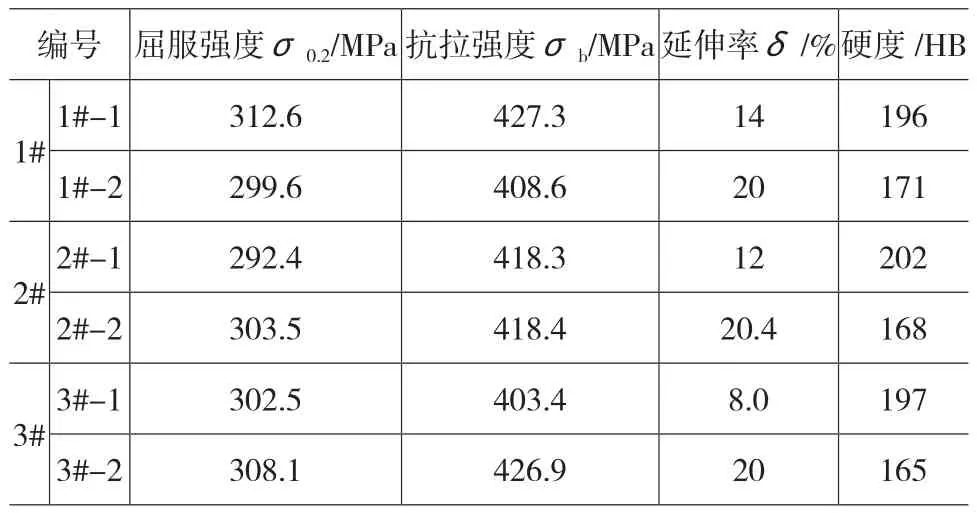
表2 Z308焊條焊補QT400- 18機械性能試驗結果
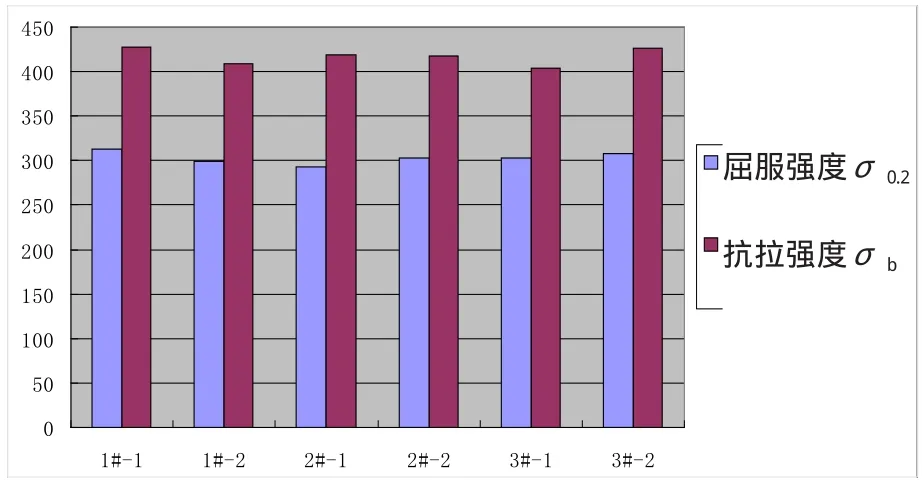
圖3 Z308焊條焊補QT400- 18試樣屈服強度、抗拉強度與母材的對比圖

圖4 Z308焊條焊補QT400- 18試樣延伸率與母材的對比圖
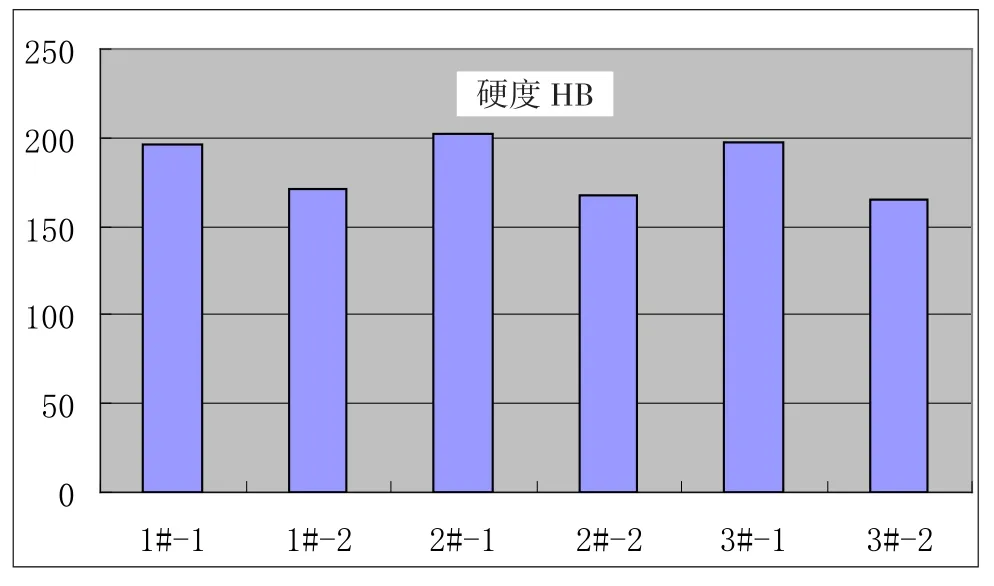
圖5 Z308焊條焊補QT400- 18試樣硬度與母材的對比圖
按照2.4制定的工藝將提前準備的兩組試樣中的一組1#-1、2#-1、3#-1的QT400-18試樣焊補好。將焊補后經著色探傷的試樣加工為φ10 mm的標準試樣,并同對比試樣一起做機械性能試驗,試驗結果如表3。通過試驗結果可以看出,焊縫屈服強度和抗拉強度均達到母材的70%以上,圖6、圖7、圖8分別為焊補試樣的屈服強度、抗拉強度、延伸率、硬度與母材對比的柱狀圖,可以看出焊補試樣的屈服強度與母材的性能基本一致,抗拉強度比母材稍高,焊補試樣的延伸率比母材稍低,但與技術要求相比相差不多,焊補試樣的硬度比母材稍高,與技術要求相差不多,基本滿足技術要求。
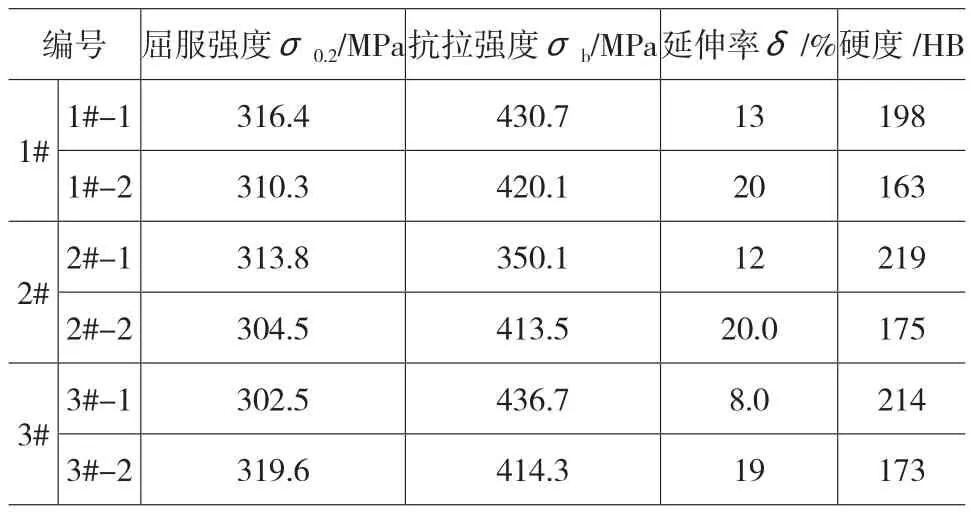
表3 Z408焊條焊補QT400- 18機械性能試驗結果
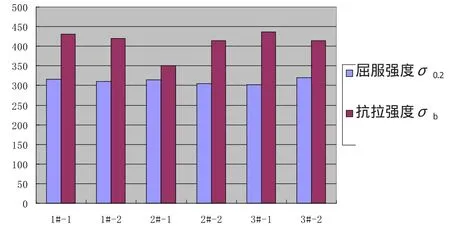
圖6 Z408焊條焊補QT400- 18試樣屈服強度、抗拉強度與母材的對比圖
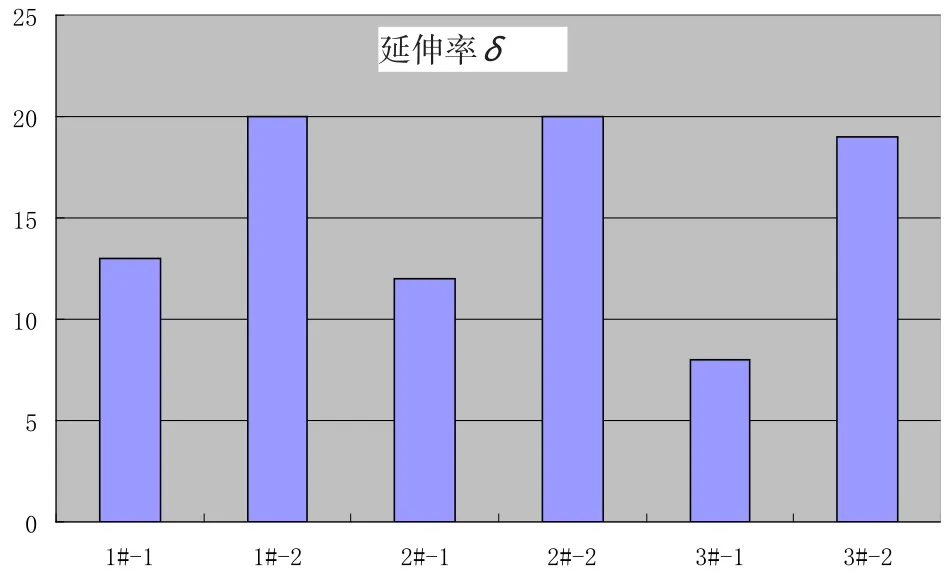
圖7 Z408焊條焊補QT400- 18試樣延伸率與母材的對比圖
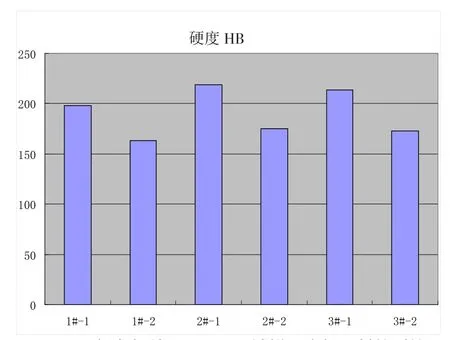
圖8 Z408焊條焊補QT400- 18試樣硬度與母材的對比圖
4 試驗結論
從試驗結果可以以看出:
1)Z308焊條焊補的試樣屈服強度和抗拉強度基本與母材一致,延伸率稍低,硬度稍高,與技術要求接近,不影響鑄件的使用。
2)Z408焊條焊補的試樣屈服強度和抗拉強度比母材稍高,延伸率稍低,硬度比母材高,與技術要求接近,不影響鑄件的使用。
3)從實驗結果可以看出Z408焊條焊補的抗拉強度和硬度均比Z308焊條焊補的抗拉強度和硬度高,因而,Z408機械加工性能不如Z308焊條,所以在加工面上需要焊補處理的鑄件大多使用Z308焊條,非加工部位可以使用Z408焊條。
參考文獻
[1] 中國機械工程學會鑄造專業學會.鑄造手冊(第5卷):鑄造工藝[M].北京:機械工業出版社,2003.1:750- 756.
[2] 趙永昌,張旺.談鑄鐵的焊接技術[J]. 科技創業家,2012,(4):185.
[3] 王功勝.淺談鑄鐵零件的焊修[J]. 鑄造工程,2008,32(2).
[4] 姜德,李衛權.大型鑄鐵構件焊接修復方案[J]. 焊接技術, 2003,32(2):61.
[5] 王功勝 .淺談鑄鐵件的焊接修理[J].中國鑄造裝備與技術,2008(1):31- 33.
[6] 袁訓鋒,柯昌珍,陳武彥,田敏.不銹鋼平板焊接過程的溫度場模擬[J].中國鑄造裝備與技術,2015(1).
[7] 陳得潤,羅永建,馬進,等.大直徑薄壁核電環類鑄件焊接防變形技術[J].中國鑄造裝備與技術,2012(4).
業界資訊 Information
2016年“圣泉杯”全國鑄造行業優秀青年人才獎評選工作即將啟動
為推進全國鑄造行業青年人才隊伍建設,鼓勵在本職工作中業績突出的青年鑄造工作者,經中國機械工程學會批準,在全國鑄造行業范圍內設立“全國鑄造行業優秀青年人才獎”。該獎項評選工作由中國機械工程學會鑄造分會組織實施。
201 5年10月26日,在“201 5中國鑄造活動周”開幕式上,舉行了隆重的2015年度“圣泉杯”全國鑄造行業優秀青年人才獎頒獎典禮。大連理工大學王同敏教授,華中科技大學周建新教授,沈陽鑄造研究所劉時兵先生,清華大學劉源教授,溫州瑞明工業股份有限公司徐海登先生,亞新科山西國際鑄造有限公司姬應渠先生及廣西玉柴機器股份有限公司廖文東先生榮獲201 5年度“圣泉杯”全國鑄造行業優秀青年人才獎。
2016年“圣泉杯”全國鑄造行業優秀青年人才獎評選推薦工作將于2016年3月1日正式啟動,敬請關注!
(中國機械工程學會鑄造分會)
Study on the welding process technology of QT400-18 nodular cast iron
ZHAO YueGuang,GUO Min,CHAO GeXin,GU Gang,TIAN FenGjia
(Shaanxi Diesel Engine Heavy Industry Co., Ltd.,XingPing 713105,Shaanxi,China)
Abstract:Nodular cast iron will inevitably produce casting defects in production .It can be use welding repair according to the technical requirements , however, nodular cast iron with high carbon content, poor welding performance, easy to produce white structure and crack during welding process. This paper study on the QT400-18 iron welding process. formulate strict welding process, compared with the matrix material. The results show that the hardness is slightly high and not suitable for reinforcing treatment for machining surface after selected Z408 welding rod . The hardness was closed to the base material selected Z308 welding rod , it can be complement treatment for machining surface, tensile strength and the yield strength were closed to the base material after using Z408 welding rod and Z308 welding rod , the welding quality does not affect the properties of castings.
Keywords:welding repair;nodular cast iron;welding rod;mechanical properties
作者簡介:趙悅光(1984—),男,工程師,主要從事鑄造工藝設計.
收稿日期:2015- 08- 03
DOI:10.3969/j.issn.1 006-9 658.2016.01 .001
中圖分類號:TG457.12;
文獻標識碼:A;
文章編號:1 006-9 658(2016)01 -0001 -04
稿件編號:1508- 1017
