高牌號復雜灰鐵前端箱體的生產
2016-04-08 06:43:45楊恒遠畢海香于建忠劉繼波劉憲亮濰柴重機股份有限公司山東濰坊261108
中國鑄造裝備與技術 2016年1期
楊恒遠,畢海香,于建忠,劉繼波,劉憲亮(濰柴重機股份有限公司,山東濰坊 261108)
?
高牌號復雜灰鐵前端箱體的生產
楊恒遠,畢海香,于建忠,劉繼波,劉憲亮
(濰柴重機股份有限公司,山東濰坊 261108)
摘要:闡述了從國外引進的前端箱體鑄件的鑄造工藝,在試生產階段廢品率較高,通過對在實際生產過程中出現的縮松、氣孔、漂芯等問題的分析,提出了工藝改進方案,最終顯著提高了前端箱體的成品率。
關鍵詞:前端箱體;鑄造工藝;改進方案
某型柴油機是我廠從國外某公司引進的戰略發展產品,而其中前端箱體系柴油機中結構最為復雜的一個鑄件[1]。
1 前端箱體簡介
前端箱體屬于復雜類箱體鑄件(見圖1),采用堿性酚醛樹脂自硬砂工藝造型、制芯。鑄件毛坯質量約2.6 t,澆注鐵液質量約3.3 t,輪廓尺寸為1 779×2 000×607(mm),共有30余顆砂芯組成上中下三層復雜的內腔結構。前端箱體材質為HT300,容易在生產過程中出現縮松、氣孔、漂芯等問題,且在試生產階段廢品率一度高達60%以上。
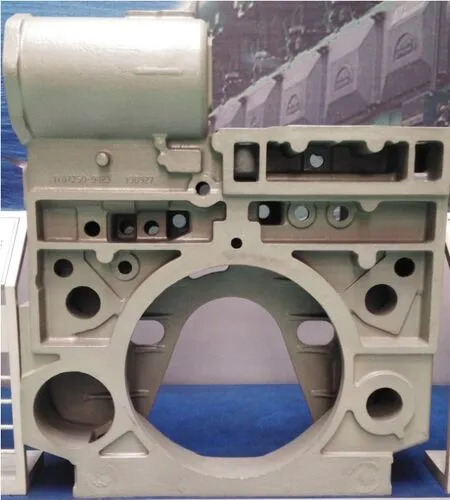
圖1 前端箱體
2 原工藝方案及生產過程中出現的問題
前端箱體結構復雜,同時還需要進行壓力試驗。為了保證鑄件質量,將鑄件絕大部分置于下型。原工藝方案采用堿性酚醛自硬砂造型,一箱一件,水平澆注,采用底注式澆注系統,鐵液由7道內澆口引入,見圖2。
采用此工藝生產的鑄件,在鑄件的厚大部位出現縮松缺陷,上平面位置出現氣孔,同時在鑄件的內腔個別部位出現漂芯甚至透孔的現象。
3 原因分析及對策
3.1縮松
鑄件在凝固過程中由于合金的液態收縮和凝固收縮,往往在鑄件最后凝固的部位出現縮松,產生縮松的基本原因是合金的液態收縮和凝固收縮值大于固態收縮值[2]。從鑄件結構上,通常情況下,縮松產生原因主要有以下幾方面[3]:

圖3 缺陷圖片
(1)鑄件截面尺寸變化過大;
(2)不能得到補縮的孤立的厚截面;
(3)鑄造圓角的過小或過大;
(4)孤立的厚截面不能從具有足夠尺寸的相鄰部分得到補縮。
通過對前端箱體的結構分析,出現縮松的位置正好處于鑄件斷面最為厚大的部位。由于在冷卻過程中,厚大部位的凝固速度慢,形成一個較大的熱節,而且在原有工藝的設計中,鐵液無法有效地對厚大部位進行充分補縮導致鑄件出現縮松現象。針對縮松現象,通過對鑄件結構的分析,在鑄件最為厚大的3個部位增加了3個冒口,見圖4。

圖4 增加冒口
3.2氣孔
氣孔是在鑄件上的一些孔洞類缺陷,氣孔的形狀有球形的、扁圓形的或長條形的。氣孔形成的原因基本上是由于在金屬液凝固時鑄件上某一部位的局部氣體壓力超過了金屬液的壓力。氣體總是順著阻力最小的通路流動,因而,它通常都朝著鑄件的上部移動[3]。
從模樣或鑄件的結構設計方面來講,產生氣孔的原因有以下幾點:
(1)芯頭或出氣孔不足;
(2)鑄件設計不良造成金屬液壓頭不夠;
(3)氣體匯聚在分型面上。
對于氣孔缺陷來說,有兩種可行的解決辦法。一是改變某些因素,以減少發氣量或者氣體壓力;二是在發氣量不變的情況下,采取措施是氣體容易逸出,或提高壓力,在氣體構成缺陷之前,使氣體從原有的出氣孔中排出去。有時,氣孔問題十分嚴重,必須同時采用上述兩種方法。
針對前端箱體砂芯結構比較復雜,砂芯強度要求高,通過調整樹脂加入量來減少發氣量是不可行的,通過對砂芯及砂型結構的分析,采取措施如下,詳見圖5:
(1)利用熱氣流烘干器對鑄件的型腔及內部砂芯進行烘干,設定溫度180 ℃,烘干時間2~3 h,以減少發氣量;
(2)由于砂芯結構較為復雜需要芯骨支撐,因此在芯骨周圍纏繞通氣繩,以使氣體容易逸出。

圖5 改進措施
3.3漂芯
前端箱體發生漂芯現象的位置是水腔通道,工藝設計時考慮制芯的可操作性,水腔通道是由2顆砂芯(左邊為7#砂芯,右邊為6#砂芯)組成,詳見圖6,主要尺寸長×寬×高:1 847×100×70(mm)。

圖6 水腔通道芯
砂芯整體由7#砂芯的兩個芯頭、6#砂芯的三個芯頭及6#、7#砂芯結合處粘結在一起的方式來固定在下砂型上,同時在水腔通道芯上部的砂芯通過芯撐來形成鑄件有效壁厚,防止砂芯在鐵液澆注時在鐵液沖刷下發生漂芯現象,導致鑄件報廢。
通過對生產鑄件的解剖發現,漂芯的位置在6#芯與7#芯的結合處。漂芯的原因應該是由于在工藝設計時雖然考慮了用芯撐進行固定水腔通道芯,但是在6#芯和7#芯結合的部位正好處于內澆口的位置,鐵液在進入型腔后直接對6#芯和7#芯固定的芯撐進行沖擊,使芯撐過早熔化,在鐵液的浮力及沖刷力的作用下,6#芯發生傾斜導致其與7#芯結合處整體向上漂移,從而產生壁薄甚至透孔現象。
針對漂芯現象,制定了以下措施:
(1)將此處內澆道斷開,移至其它位置,保證整個充型過程的順利進行;
(2)對6#砂芯進行修改,通過螺栓將其把緊在下砂型上,詳見圖7。

圖7 6#芯把緊
4 結論
(1)工藝改進后經批量生產的驗證,前端箱體鑄件質量有了較大提升,綜合廢品率在10%以下;
(2)通過增加冒口來解決縮松問題;氣孔缺陷可以通過使用熱氣流烘干器和通氣繩來解決;漂芯問題可通過改進砂芯的固定方式來實現。
前端箱體鑄件生產的各過程均為手工操作,各種人的因素影響較大。在砂型鑄造過程中,掉砂等常規缺陷是不可避免的;但是一些典型由于結構、工藝等因素存在不足從而導致的缺陷卻可以通過工藝改進完全杜絕。
參考文獻
[1] 劉光瑞.16/24中速柴油機前端箱體的鑄造工藝 [C].鑄造學會.中國鑄造活動周論文集,2010.
[2] 中國機械工程學會鑄造分會.鑄造手冊(第5卷): 鑄造工藝(第2版) [M].北京:機械工業出版社,2003.1.
[3] 美國鑄造工程師協會編.鑄件缺陷分析[M]. 武達兼,陳嵩生譯.北京:機械工業出版社,1982.
[4] 鄒榮劍. 灰鑄鐵件生產技術[J]. 中國鑄造裝備與技術,2014(2).
[5] 劉佑平. 灰鐵冶金質量對柴油機氣缸體縮孔缺陷的影響[J]. 中國鑄造裝備與技術,2002(5).
鑄造專業雜志聯合征訂啟示
新的一年鑄造專業雜志訂閱開始啦,請認準國發刊號。全國各地郵局(所)均可訂閱,漏訂可直接聯系編輯部。
《中國鑄造裝備與技術》CN 37-1 269/TG, 訂閱代碼24-6 ,12元/期,濟南雙月刊;《鑄造》CN 21-1188/TG ,訂閱代碼8- 40,12元/期,沈陽月刊;《特種鑄造及有色合金》CN 42-1148 /TG,訂閱代碼38- 109,12元/期,武漢月刊;《現代鑄鐵》CN 32-1112/TG,訂閱代碼28-178,12元/期,無錫雙月刊;《鑄造設備與工藝》CN 14-1352/TG,訂閱代碼22-15 4,12元/期, 太原雙月刊;《鑄造技術》CN 61—1134/TG,訂閱代碼52-64,18元/期,西安月刊;《鑄造工程》CN 31-1950/TG,訂閱代碼4-612,8元/期,上海雙月刊。
Production control of complex and high grade of gray cast iron front end box
YANG HengYuan, BI HaiXiang, YU JianZhong, LIU JiBo ,LIU XianLiang
(Weichai Heavy Machinery Co.,Ltd., Weifang 261108,Shandong,China)
Abstract:It was expounded casting process of the Front End Box introduced from abroad in this article .The rejection rate was higher in the trial production stage. Through the analysis on the actual production in the process of problem such as Shrinkage, porosity, floating core, etc. the process improvement measures were proposed. Ultimately the casting yield was increased significantly.
Keywords:front end box;casting process;improvement measures
作者簡介:楊恒遠(1982—),男,工程師,主要從事鑄造工藝開發及現場管理.
收稿日期:2015- 07- 28
DOI:10.3969/j.issn.1 006-9 658.2016.01 .005
中圖分類號:TG242;
文獻標識碼:A;
文章編號:1 006- 9658(2016)01 -001 3-03
稿件編號:1507- 1009
