鑭系球化劑在球墨鑄鐵件生產中的應用
2016-04-08 06:43:46柯志敏何良榮陳永成中天創展球鐵有限公司廣東順德528313
中國鑄造裝備與技術 2016年1期
柯志敏,何良榮,陳永成(中天創展球鐵有限公司,廣東順德 528313)
?
鑭系球化劑在球墨鑄鐵件生產中的應用
柯志敏,何良榮,陳永成
(中天創展球鐵有限公司,廣東順德 528313)
摘要:介紹鑭系球化劑在使用安全要求較高的球墨鑄鐵件生產中的應用。生產實踐表明:使用鑭系球化劑球化處理后,不僅可以提高球墨鑄鐵件內在質量,如提高球化率,增加石墨球數,消除碎塊狀石墨,減少縮松傾向等,而且可以降低生產成本,具有顯著的經濟效益。
關鍵詞:鑭;球化劑;球墨鑄鐵件;球化率;縮松
隨著球墨鑄鐵技術的發展,其性能的不斷提高,優質廉價的球墨鑄鐵已在注塑機械、工程機械等領域得到充分應用。同時隨著對機器安全事故的更加關注,如對注塑機傳動部件—調模螺母;電梯部件—曳引輪;柴油打樁機下汽缸等涉及使用安全的球墨鑄鐵件來說,鑄件內在質量(包括缺陷、金相組織和力學性能)的要求和驗收更加嚴格,給生產帶來一定的難度。
1 鑭系球化劑簡述
目前常用的輕稀土球化劑(鎂硅鐵合金)含有混合稀土元素,這種混合稀土中包含有約65%的鈰(Ce)和35%的鑭(La)。使用輕稀土球化劑處理時,常出現團狀及團片狀石墨,尤其在厚壁球墨鑄鐵件及熱節部位易產生石墨畸變和縮松缺陷等。近年來由于球化劑制造技術的發展,鑭系球化劑得到推廣運用,它是含有一定量的鎂、鑭、鈣和鋁的硅鐵基合金。由于鑭元素與硫、氧化物的親和力更強,因而減少鎂的燒損和反應,有利于球化處理穩定,同時鑭的沸點較鈰高,在1 450 ℃左右的處理溫度下,翻騰作用較弱。因此鑭系球化劑適用于壁厚250 mm以內球墨鑄鐵件的生產,它不僅可以消除產生石墨畸變、石墨漂浮和減少開花石墨聚集的傾向,而且可以增加石墨球數、提高球化率和減少縮松傾向,提供優質的球墨鑄鐵鐵液。
2 生產試驗條件
采用5 t中頻熔煉爐,不同比例的生鐵+優質打包廢鋼+增碳劑合成球鐵的熔煉工藝。熔煉升溫至1 420 ℃取樣,使用爐前鐵液分析儀分析原鐵液碳硅并調整符合要求后,繼續升溫至1 450 ℃+10 ℃出水球化孕育處理。采用堤壩式沖入法球化處理,球化劑為鑭系球化劑A1型(主要成分:w(Mg)=5.85%,w(Si)=45.54%,w(La)=0.55%)。
試樣在WA-600KD型電液式萬能試驗機上測試力學性能; 采用便攜式顯微鏡檢查金相組織;采用光譜分析儀檢測終鐵液化學成分;采用TH110里氏硬度計測量鑄件本體硬度。
3 鑭系球化劑在球墨鑄鐵件生產中的應用實例
3.1調模螺母鑄件
調模螺母是注塑機重要的傳動部件,該件集傳動、潤滑、配合于一體(毛坯見圖1),其內外表面均不允許有任何縮松或夾渣類缺陷存在。其材質為QT500-7,主要尺寸約為φ560/φ250 mm×440 mm,最大壁厚約210 mm,鑄件質量為445 kg。
3.1.1主要鑄造工藝參數的確定
采用樹脂砂造型,放置陶瓷過濾器底注式澆注系統,鑄造縮尺全部1.0%,鑄件加工余量為下表面、側面6 mm,上表面10 mm,且在上表面均布φ120 mm×100 mm的冷鐵,放置2個φ100 mm的壓邊冒口。

圖1 調模螺母毛坯圖
3.1.2熔煉工藝
采用10%Q10生鐵+優質打包廢鋼+增碳劑合成球鐵的熔煉工藝,使原鐵液符合w(C):3.65%~3.75%,w(Si):1.65%~1.75%,使用A1型球化劑,加入量為1.0%;孕育劑為高鋇鈣孕育劑,加入量為0.70%和適量電解銅。
3.1.3生產結果
調模螺母化學成分如表1所示。調模螺母本體金相組織:球化率為95%,石墨大小為6級,石墨球數為100個/mm2,珠光體數量為75%,如圖2、3所示;經客戶加工后未發現縮松缺陷,廢品率由原來的10%降低到4.5%。

表1 原鐵液和調模螺母化學成分 w(%)
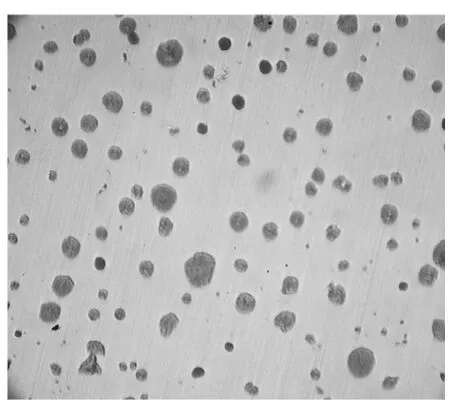
圖2 本體球化率
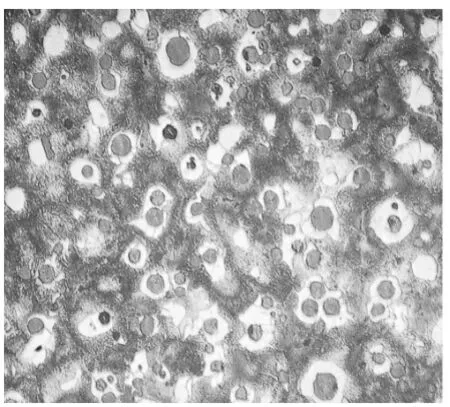
圖3 本體珠光體數量
3.2曳引輪
曳引輪(零件如圖4所示)作為電梯的重要零件,主要尺寸約為φ412/φ275 mm×95 mm,,主要壁厚28 mm,鑄件質量32 kg;材質為QT700-2,采用單鑄試塊驗收,必須符合GB/T1348-2009《球墨鑄鐵件》 中規定的抗拉強度Rm≥700 MPa,伸長率A≥2%,鑄件本體硬度:230~280 HBW,且整件硬度差不大于15 HBW。

圖4 曳引輪零件圖

圖5 鑄造工藝示意圖
3.2.1鑄造工藝和熔煉工藝的確定
為保證鑄件硬度的均勻性,采用鐵模覆砂的鑄造工藝,如圖5所示。采用20%Q10生鐵+優質打包廢鋼+增碳劑合成球鐵的熔煉,加入1.0%的A1型球化劑進行球化處理,并使終鐵液主要化學成分達到:w(Si):2.00%~2.30%,w(Mn):0.40%~0.50%,w(RE殘)≤0.010%,w(Mg殘):0.040%~0.050%,Cr、Cu適量。
3.2.2生產結果
經對同爐次單鑄試塊的測試,抗拉強度Rm=804 MPa,伸長率A=4.8%,球化率為95%,石墨大小為6級,石墨球數為125個/mm2,珠光體數量為95%(如圖6、7所示);鑄件本體硬度(HBW):上端面為255、261、253,下端面為248、255、252,最大相差9 HBW,各項指標均達到客戶的要求。
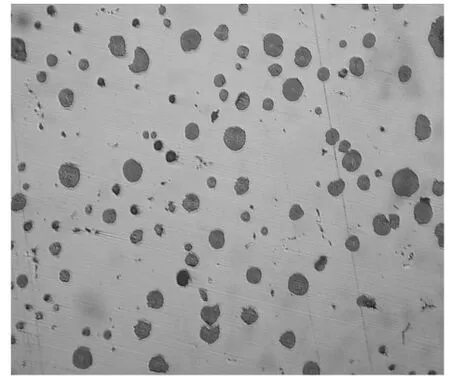
圖6 試塊球化率
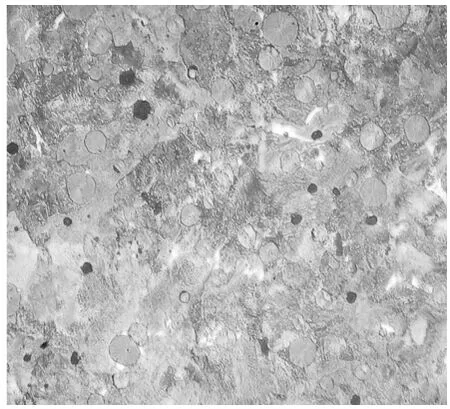
圖7 試塊珠光體數量
3.3下汽缸鑄件
下汽缸(圖8所示)是柴油打樁機的關鍵部件之一,其性能好壞直接影響柴油打樁機的壽命。下汽缸工作時與材質為QT600-3的上活塞縱向產生巨大摩擦力,同時要承受柴油燃燒時高溫高壓的作用;因此要求下汽缸具有較高的剛性和疲勞強度以及良好的耐磨性能。主要壁厚為81 mm,最大壁厚為164 mm;材質為QT500-7,客戶要求附鑄試塊抗拉強度Rm≥500 MPa,伸長率A≥5%,鑄件本體硬度180~230 HBW,且鑄件本體球化率≥80%,不可存在異常石墨。
3.3.1存在問題
改進前,球化處理時使用輕稀土球化劑(主要成分:w(Mg)=6.82%,w(Si)=42.87%,w(RE)=2.03%),加入量為1.40%。客戶粗加工后檢查本體金相(壁厚為154 mm),球化率為80%,石墨大小為4級(圖9所示),石墨球數為小于25個/mm2,且發現1/3視場存在碎塊狀石墨(圖10所示);經理化分析,w(RE殘)=0.022%,w(Mg殘)=0.044%。

圖8 下汽缸鑄件圖

圖9 本體石墨形態(改進前)

圖10 本體石墨形態(改進前)

圖11 本體石墨形態(改進后)
3.3.2工藝改進及結果
在同樣鑄造工藝和熔煉工藝下,球化處理時使用A1型球化劑,加入量為1.1%。附鑄試塊檢查結果:抗拉強度Rm=581 MPa,伸長率A=10.2%;鑄件粗加工后檢查本體(壁厚為154 mm),球化率為85%(圖11所示),石墨大小為5級,石墨球數為75個/mm2,本體硬度為198 HB;經理化分析:w(La)=0.0043%,w(Mg殘)=0.046%;上述各項技術指標符合客戶要求。
4 經濟效益
使用鑭系球化劑不僅可以改善鑄件的內在質量,減少縮松傾向,而且由于其加入量少可以降低生產成本,表2是使用不同類型球化劑的成本比較。由此可知,使用鑭系球化劑后,同比使用輕稀土球化劑,每噸鐵液成本降低19.4元;同比使用重稀土球化劑,每噸鐵液成本降低43.6元;所取得的年經濟效益非常可觀。
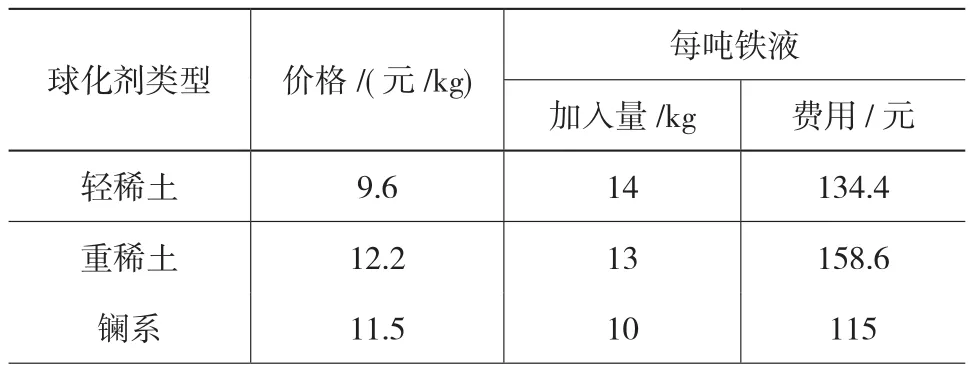
表2 使用不同類型球化劑的成本
5 結束語
(1)球墨鑄鐵生產使用鑭系球化劑球化處理能提高球化率,增加石墨球數量,消除碎塊狀石墨及減少縮松傾向;對于高強度高硬度的球墨鑄鐵件,如曳引輪,在鑄態條件下各項性能指標比較穩定,同時省去正火+回火的熱處理環節,實現節能降耗。
(2)由于鑭系球化劑的加入量相對輕稀土球化劑或重稀土球化劑的少,且球化處理穩定,從而降低球墨鑄鐵件的生產成本,所取得的年經濟效益非常可觀。
參考文獻
[1] 張伯明.鑄造手冊(第1卷):鑄鐵(3版) [M].機械工業出版社.2010:347- 369.
[2] 黃瑩,李維林.鑭基稀土鎂球化劑的應用[J].鑄造,1993.10:30-33.
[3] 陸文華.鑄鐵及其熔煉[M].北京:機械工業出版社,1981:52~68.
[4] 柯志敏,陳永成.提高厚大斷面球墨鑄鐵模板硬度的工藝試驗[J].中國鑄造裝備與技術,2012(4):18- 20..
Application of La based FSM in ductile iron
KE ZhiMin, HE LiangRong, CHEN YongCheng
(Zhongtian Chuangzhan Ductile iron Co.,LTD., Shunde 528313,Guangdong,China)
Abstract:This paper mainly introduced the application of La based FSM (nodulizer) in safety-critical components ductile iron castings. The production practice proved: through using La based FSM(nodulizer), it can improve the inner quality of the castings, such as high the nodularity, increase the nodule counts, removing the chunky graphite, reduce the tendency of shrinkage, and reduce the production cost, it have obvious economic benefit.
Keywords:La; nodulizer; ductile iron casting; nodularity; shrinkage
作者簡介:柯志敏(1980—),男,工程師,現從事公司技術管理方面的工作.
收稿日期:2015- 08- 12
DOI:10.3969/j.issn.1 006-9 658.2016.01 .006
中圖分類號:TG255;
文獻標識碼:A;
文章編號:1 006- 9658(2016)01 -001 6- 03
稿件編號:1508- 1035
