現代技術在焊接WBS線的應用與研究
2016-04-11 00:56:44馮崢
汽車實用技術 2016年2期
馮 崢
(重慶長安鈴木汽車有限公司,重慶 401321)
?
現代技術在焊接WBS線的應用與研究
馮 崢
(重慶長安鈴木汽車有限公司,重慶 401321)
摘 要:隨著現代技術的高速發展和應用,越來越多的新技術應用到了生產領域,文章闡述了汽車廠焊接WBS生產線全自動輸送裝置所使用的PLC總線技術、上位機柔性智能化調度生產技術、節能降噪型的摩擦驅動技術等,充分展現了汽車廠焊接車間WBS線的智能化、高產能、低污染、低噪音、更柔性化的生產線全自動輸送裝置。
關鍵詞:PLC總線技術;上位機;摩擦驅動;自動化輸送;系統應用
10.16638/j.cnki.1671-7988.2016.02.003
CLC NO.: U468.2 Document Code: A Article ID: 1671-7988(2016)02-08-04
即將過去的這一年,四川美豐品牌影響力不斷增強,上榜中國石油和化工企業500強、中國品牌影響力100強,榮獲中國氮肥工業發展先進企業、中國重質量守誠信示范企業等多項國家、省市、行業殊榮。實踐再一次證明,四川美豐是一家誠實守信、并且經營狀況良好、正在穩定發展的、值得大家信賴的優質上市公司。
前言
隨著現代技術的高速發展和應用,越來越多的新技術應用到了生產領域,本文闡述了汽車廠焊接WBS生產線所使用的PLC總線技術、上位機柔性智能化調度生產技術、節能降噪型的摩擦驅動技術等,充分展現了汽車廠焊接車間WBS線的智能化、高產能、低污染、低噪音、更柔性化的生產線全自動輸送裝置。
近十幾年里,汽車廠焊接 WBS線輸送機技術研究在世界范圍內有了重大發展。伴隨著現代科技的發展與應用,許多工程技術人員已經總結出了現代新型輸送機技術的實用手段與有效方法,此技術也由基礎研究發展為應用技術,進而實現商業化產業。下面就我們所使用的WBS線輸送機系統進行介紹、研究與探討。
為了進一步比較樁端深度對樁-土界面土體豎向位移的影響,圖9顯示了土體累計豎向位移隨樁體位移的變化.由圖可見,樁-土界面土體累計堅向位移受樁端深度影響較為明顯,深度越深,土體累計豎向位移越大.由于樁-土界面土體位移主要受樁側摩阻力作用,而影響摩阻力發揮的因素有側向土壓力和樁-土摩擦系數.由于深層土體中側向土壓力較大,造成樁側摩阻力較大,從而樁體位移引起的樁-土界面土體位移也越大.
運用系統調度平臺,在枯水期間,對晉江西溪和山美水庫水源進行聯合調度,年可增加晉江水資源有效利用量1億m3以上,相當于在晉江流域新增一座大型水庫。目前,正在開展系統二期工程建設,計劃投入2 900萬元對系統平臺進行更新改造和增設水質水量監測、取用水遠程計量、視頻監控、閘門控制設備等。系統二期工程建成后,全市的水資源監控體系將更加完善,水資源監控能力和應急處置能力將進一步得到加強。
1、PLC總線技術在焊接WBS線的應用與研究
現場總線是指以工廠內的測量和控制機器間的數字通訊為主的網絡,也稱現場網絡。也就是將傳感器、各種操作終端和控制器間的通訊及控制器之間的通訊進行特化的網絡。是連接智能現場設備和自動化系統的全數字、雙向、多站的通信系統。國際電工協會(IEC)的SP50委員會對現場總線有以下三點要求:同一數據鏈路上過程控制單元(CPU)、PLC等與數字1/ O設備互連;現場總線控制器可對總線上的多個操作站、傳感器及執行機構等進行數據存取;通信媒體安裝費用較低。現場總線是一種串行的數字數據通訊鏈路,它溝通了生產過程領域的基本控制設備(即現場級設備)與更高層次自動控制領域的自動化控制設備(即車間級設備)之間的聯系。
1.1 目前現場總線的主要品牌有以下幾種,現分別介紹如下
(1)LonWork:LonWork是又一具有強勁實力的現場總線技術,它是由美國Ecelon公司推出并由它們與摩托羅拉Motorola、東芝Hitach公司共同倡導,于1990年正式公布而形成的。它采用了ISO/OSI模型的全部七層通訊協議,采用了面向對象的設計方法,通過網絡變量把網絡通信設計簡化為參數設置,其通訊速率從300bps至15Mbps不等,直接通信距離可達到2700m(78kbps,雙絞線),支持雙絞線、同軸電纜、光纖、射頻、紅外線、電源線等多種通信介質,并開發相應的本安防爆產品,被譽為通用控制網絡。
(2)Profibus/Profinet:Profibus是作為德國國家標準DIN 19245和歐洲標準prEN 50170的現場總線。ISO/OSI模型也是它的參考模型。由Profibus -Dp、Profibus -FMS、Profibus-PA組成了Profibus系列。DP型用于分散外設間的高速傳輸,適合于加工自動化領域的應用。FMS意為現場信息規范,適用于紡織、樓宇自動化、可編程控制器、低壓開關等一般自動化,而PA型則是用于過程自動化的總線類型,它遵從IEC1158-2標準。
(3)空臺車調度柔性工藝設計:此焊接WBS線設計可存放車體總數為100臺,滿足焊接2小時的整體停線。因此
(3)CAN:CAN是控制網絡Control Area Network的簡稱,最早由德國BOSCH公司推出,用于汽車內部測量與執行部件之間的數據通信。其總線規范現已被ISO國際標準組織制訂為國際標準,得到了Motorola、Intel、Philips、Siemens、NEC等公司的支持,已廣泛應用在離散控制領域。
(4)CC-LINK:CC-Link(Control & Communication Link)是由日本三菱公司推出的一種省配線、信息化的網絡總線,它不但具備高實時性、分散控制、與智能設備通信、RAS等功能,而且依靠與諸多現場設備制造廠商的緊密聯系,提供開放式的環境,還采用了遠程設備站初始設定等方便的功能。目前設備廠商數量超過230多家公司,擁有360多種兼容產品并已形成完整的網絡層次(詳見下圖1)。

圖1
1.2 總線結構特點
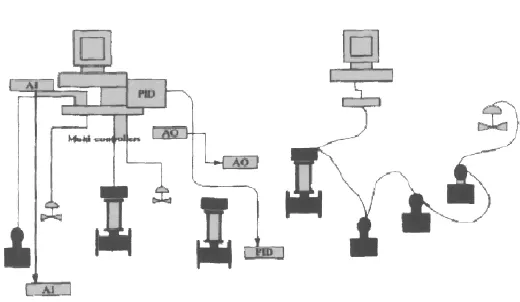
圖2 傳統控制系統結構示意圖現場總線控制系統示意圖
現場總線系統遠遠優于傳統的控制系統的結構形式。在傳統控制系統中,一般設備之間采用一對一的連線,位于現場的設備和管理層的控制器之間均采用一對一的物理連接。而現場總線系統與此有很大的區別,由于采用了智能設備,所以,現場總線可以把控制室的控制模塊置入現場設備中,同時現場設備也具有通信的能力,這樣就徹底實現了現場分散的控制。兩種結構對比圖。
(2)互操作性與互用性:互操作性是指實現互連設備間、系統間的信息傳送與溝通;而互用性則意味著不同生產廠家的性能類似的設備可實現相互替換。
(1)系統的開放性:現場總線致力于建立統一的工廠底層網絡的開放系統。用戶可根據自己的需要,通過現場總線把來自不同廠商的產品組成大小隨意的開放互連系統。
現場總線系統中的主控器(Host)可以是PLC或PC,通過總線接口對整個系統進行管理和控制。其總線接口,有時可以稱為掃描器也可以是分別的卡件,也可以集成于PLC中。在焊接WBS中,通常都是使用PLC系統作為系統的直接主控制器。與傳統的PLC點對點的控制方法相比,現場總線控制系統具有無可比擬的優勢,其在技術上具有以下特點:
(3)現場設備的智能化與功能自治性:它將傳感測量、補償計算、工程量處理與控制等功能分散到現場設備中完成,僅靠現場設備即可完成自動控制的基本功能,并可隨時診斷設備的運行狀態。
(4)系統結構的高度分散性:現場總線構成一種新的全分散式控制系統的體系結構,從根本上改變了集中與分散相結合的DCS體系,簡化了系統結構,提高了可靠性。
(5)對現場環境的適應性:現場總線是專為現場環境而設計的,支持各種通信介質,具有較強的抗干擾能力,能采用兩線制實現供電與通信,并可滿足本質安全防爆要求等。
SHT11集成溫度和濕度傳感器與一體,與單片機結合組成的溫濕度測量系統電路簡單、體積小,很適合于許多場合下對溫濕度的檢測。其通過單片機串口輸出溫濕度及露點數據,經過電平轉換器件將數據傳送給上位PC機串口上的RS232,再被PC機進行處理,實現遠距離對環境溫濕度的檢測。本系統實現了單點檢測,若經過擴展可以實現多點溫濕度檢測,也可以采用與無線收發射模塊將其擴展為無線溫濕度檢測系統,滿足對溫濕度無線檢測的需要。
1.3 焊接WBS線使用PLC現場總線技術
在焊接WBS中,因其系統散而多的特點(比如順著軌道分布的摩擦輪控制,檢測傳感器,道岔控制氣缸,就地手操盤等)。使用傳統布線方式的話將大大增加成本,且維護與擴展都將困難重重。因此,焊接WBS對PLC現場總線使用,是明確的發展趨勢。相比傳統方法而言,具有如下明顯的優點:
(1)節省硬件數量與投資:由于分散在現場的智能設備能直接執行多種傳感、測量、控制、報警和計算功能,因而可減少變送器的數量,不再需要單獨的調節器、計算單元等,從而節省了一大筆硬件投資,并可減少控制室的占地面積。
Quality control and result analysis for surface AWS data in Jiangsu and Anhui Provinces
(4)緊急出庫:按照緊急出庫設定表出庫,如緊急出庫車身前有正常車身,則進入回送道。
此碑有約摸一半的字跡磨平,還是可以猜出七八分意思來。種收稻麥,在農家是大事,關乎一年的收成,這時若有賣煙酒粿糖的商販不斷到田里去吆喝,會擾亂人心,尤其原本就好煙酒的人,忍不住沽酒來喝,喝得醉如爛泥,豈不耽誤農事。至于僧道游唱在此時不準下田,恐怕是出于避諱吧——在世人眼中,這些都屬于“不發”的人,在種植生養上,不能帶來好的運氣和興旺之兆。
(3)提高了系統的準確性與可靠性:現場設備的智能化、數字化,與模擬信號相比,從根本上提高了測量與控制的精確度,減少了傳送誤差。簡化的系統結構,設備與連線減少,現場設備內部功能加強,減少了信號的往返傳輸,提高了系統的工作可靠性。

圖3 網絡總線圖
2、上位機柔性智能化調度生產技術在焊接WBS線的應用與研究
2.1 WBS線柔性系統工藝設計
參數設計指標:1)生產節拍:68.4秒/臺(50JPH)、2)兩班制、3)儲存車體最大臺數110臺、4)產品類型:奧拓、羚羊、雨燕、天語四種車型、5)設備開動率:95%。WBS線布局格式見下圖4。
與我國風景園林行業關系最為密切的法律為《中華人民共和國城鄉規劃法》,2007年10月,由第十屆全國人民代表大會常務委員會第三十次會議通過,進一步加強了規劃設計行業與國家社會經濟發展、土地、環保等專項規劃的對接與協調,對我國風景園林事業產生了重要影響。現行法律中涉及風景園林行業的法律還包括《中華人民共和國建筑法》《中華人民共和國招標投標法》和《中華人民共和國城市房地產管理法》等。

圖4
(1)入庫調度柔性工藝設計:在焊接WBS系統中,設計天語、雨燕、羚羊、奧拓四種車型都能分別進入集放區1~5道的功能。天語、雨燕、羚羊、奧拓四種車型匯總為兩條道進入集放區,即奧拓、羚羊匯總為一道,天語、雨燕匯總為一道同時進入集放區。此設計的好處在于當某個車型減產或停產,集放道的區域依然可供其它車型使用,充分利用了現場空間;另兩條道同時進車,確保了WBS線生產節拍達到50JPH的目標。
(2)出庫調度柔性工藝設計:在設計WBS線出庫后的內容中需考慮幾個方面:正常車體出庫去涂裝、非正常車體進返修道、空臺車快速返回道。車體從集放區出庫后立即進入擦凈檢查室,在此處進行車體表面擦凈和表面檢查,合格的車體直接進入涂裝車道;若不合格則立即進入返修道修理。集放道的空臺車出庫后立即進入返回道接車。此設計優點在于針對品質是否合格的車體及空臺車在最短的時間內進行對應處理,確保了此處51秒/臺的平均出庫生產節拍。
本文以苦水玫瑰精油和大馬士革玫瑰精油為主要研究材料,通過化學成分分析、動物行為學試驗來研究2種玫瑰精油對動物產生的鎮靜催眠作用,試驗結果將增加改善失眠的芳香植物精油種類、進一步探究精油通過嗅吸方式攝入的作用效果,同時為苦水玫瑰精油和大馬士革玫瑰精油鎮靜催眠作用的進一步研究提供實驗基礎。
(2)能按需求控制出庫車體順序,完全滿足涂裝車間的生產需求。
設計配置了110臺的空臺車量。當涂裝生產速度大于焊接生產速度時,會產生大量的空臺車,此空臺車首先堆放在雙層空臺車存儲道上,待此處堆滿后,空臺車會進入到各車型的儲存道中,待各車型儲存道堆滿后,空臺車會進入到集放道中,從而滿足110臺的空臺車堆放量要求。此設計的優點在于有效的利用現場空間擺放空臺車,平衡緩解了涂裝與焊裝生產節奏可能出現不一致的問題,從而最大限度的保證了涂裝車間與焊裝車間的協調一致性生產。
2.2 上位機柔性智能化生產調度(焊接WBS線監控系統)

圖5
WBS積放鏈是對白車身進行儲存、運輸的工藝設備鏈。WBS上位機常規管理功能如下:
(1)白車身存儲按照預先設定的位置進行存儲,在白車身進存儲區前設置讀寫頭,用于確認車身信息并控制存儲道道岔的開合,使白車身進入指定的存儲區。
(2)根據涂裝車間需求或系統預先設定,對存儲區的白車身進行調度,在存儲區出庫位置設置讀寫頭,用于確認出庫白車身是否為要求進入涂裝的白車身:是,則將白車身轉運至涂裝二層交接工位,通過舉升機將白車身從臺車上取下,再通過叉式移載機轉運至涂裝車間,完成交接后,空臺車通過返回線路返回上件工位,開始新的循環;否,則通過返回道直接返回,再次進入庫區,等待下次調度。
牌桌上提起易太太替他買的好幾套西裝料子,預備先做兩套。佳芝介紹一家服裝店,是他們的熟裁縫。“不過現在是旺季,忙著做游客生意,能夠一拖幾個月,這樣好了,易先生幾時有空,易太太打個電話給我,我去帶他來。老主顧了,他不好意思不趕一趕。”臨走丟下她的電話號碼,易先生乘他太太送她出去,一定會抄了去,過兩天找個借口打電話來探探口氣,在辦公時間內,麥先生不在家的時候。
2.3 入庫方式
(1)按照車型矩陣入庫:按照線路構成表所設定的線路屬性(使何種車型入庫)決定入庫線路。
存儲數量少的線路優先入庫。從次數來看,線路優先級高的先進入。
(2)按照ERP生產計劃順序入庫:WBS各線路的存儲數量少、平常線路入庫方式,能夠均等地使用所有線路。
2.4 出庫方式
(1)按車型矩陣出庫:按照車型矩陣出庫表的內容出庫。如果線路開頭不存在該車體,進行多列檢索,將檢索到的車體出庫。如果通過多列檢索沒能找到相應車體,就中斷出庫。
(2)按ERP計劃順序出庫:按ERP生產計劃預定的順序出庫,如該計劃不在可出庫位置,則找同型車替代,否則跳到下一計劃。
(3)比例方式出庫:選擇PLC模式,設置相應的PLC入庫及PLC出庫方式。
(2)節省安裝費用:現場總線系統的接線十分簡單,一對雙絞線或一條電纜上通常可掛接多個設備,因而電纜、端子、槽盒、橋架的用量大大減少,連線設計與接頭校對的工作量也大大減少。當需要增加現場控制設備時,無需增設新的電纜,可就近連接在原有的電纜上,既節省了投資,又減少了設計、安裝的工作量。據有關典型試驗工程的測算資料表明,可節約安裝費用60%以上。
(5)禁止出庫:按照禁止出庫設定表出庫,如果禁止出庫車身在可出庫位置,則進入回送道。
2.5 WBS使用柔性智能化調度生產技術的優點
(1)能最大層度的利用已有硬件資源(庫區庫位),同時存儲管理更多的不同車型車體,為車廠柔性制造更多的車型提供了系統支持。
對非齊次H問題(5)來說,只須求出其一個特解,再加上相應齊次問題的一般解就是它的一般解.對(7)式兩邊取共軛,得
(3)使現場車體管理,庫區監控,進、出庫控制更加高效。
3、節能降噪型的摩擦驅動技術在焊接WBS線的應用與研究
通過對國外先進技術的引進和消化,在工業自動化行業領先的專業廠商,正在將摩擦驅動自動化輸送系統在汽車自動化流水線上進行推廣和應用,掀起了對傳統機械驅動方式如“鏈式輸送系統”、“齒輪驅動系統”的全面革新,在汽車行業打開了實現高產能、無污染、低噪音、更柔性化生產線的全新局面。下面對摩擦驅動自動化輸送系統在汽車自動化輸送中應用的方式、特點、驅動裝置結構等進行描述。
香港作家,也是美食家蔡瀾,曾經在一篇文章中這樣寫自己享受“下酒”的過程:“把一個小火爐放在桌上,上面架一片洗得干干凈凈的破屋瓦,買一斤蜆子,用牙刷擦得雪亮,再浸兩三小時鹽水讓它們將老泥吐出。最后悠然擺上一顆,微火中烤熟,‘噗’的一聲,殼子打開,里面鮮肉肥甜,吃下,再來一口老酒,你我暢談至天亮。”
3.1 摩擦驅動自動化輸送系統方式及特點:摩擦驅動自動化輸送系統根據其應用方式,分為地面安裝方式(見圖6)和空中懸掛安裝方式,主要組成部件有:標準驅動單元、回轉式驅動單元、停止器、止退器、道岔、軌道、輸送工件的臺車(或吊具)等設備。

圖6 地面安裝摩擦驅動系統
摩擦傳動自動化輸送系統特點如下:
關于“音樂產業”的興起,可追溯到20世紀80年代左右。隨改革開放的深入,音樂形式不斷豐富,音樂人才隊伍逐漸壯大。以磁帶為主的唱片銷量突飛猛進,得到空前發展。20世紀末,互聯網的普及使數字音樂崛地而起,并占據音樂產業的核心地位。此外,還延伸出許多相關產業,如音樂教育業、音樂生產業等。音樂產業不僅為經濟和文化創造出財富,而且極大擴展了文化產業的領域。
(1)打破傳統的輸送方式,具有無噪音、無環境污染的應用優勢:摩擦驅動的輸送原理為,采用優質聚氨脂材料制作的驅動輪,在電機減速機的直接驅動下進行旋轉,利用驅動輪的優質聚氨脂材料同輸送工件臺車(或吊具)間的摩擦力,驅動工件向前運行。該結構具有摩擦系數高、驅動力大、耐磨性好的特點,同時消除了傳統驅動輸送方式運行中產生的噪音等問題。系統運行不需要潤滑,徹底消除了傳統鏈條輸送方式《磨損性能試驗規范》中明確的必須潤滑的使用要求,解決了設備由于潤滑而造成油污對車間、環境污染,使用戶作業環境得到了全面的改善;同時因為噴漆產品質量好壞,會受到油污的直接影響,摩擦驅動系統應用使工藝環境得到明顯的改善。
(2)新型摩擦驅動系統具有單元化組合及節能的特點:摩擦驅動系統在汽車自動化輸送中通常采用單元化組合形式(即每套驅動推送一套車組的運行),系統在運行時,每個單元可獨立運行,降低傳統方式(如積放鏈輸送系統)存在的一個工位需要運行,全系統必須開動而造成能源的浪費。新型摩擦驅動自動化輸送系統同傳統鏈式驅動性能對照表見表1。

表1 新型摩擦驅動自動化輸送系統同傳統鏈式驅動性能對照表
3.2 摩擦驅動自動化輸送系統的驅動裝置結構介紹:在汽車摩擦驅動系統中,驅動單元是其核心的部件。由于摩擦輪驅動的運行臺車在圓弧軌道存在軌跡偏移的問題,驅動單元分為為直線段驅動裝置(見圖7)和圓弧段驅動裝置(見圖8)兩種。

圖7 直線段驅動裝置

圖8 圓弧段驅動裝置
驅動單元由電機減速機、摩擦驅動輪、固定座、張力調整彈簧及感應開關等組成。
混合裝配生產線是指在一條生產線上,通過改變裝配零部件的型號來生產不同種類的產品[1]。混裝生產線一方面由于每個工位裝配零部件的不同加大了工人操作的難度與強度;另一方面經常在流水線更換產品時發生錯裝、漏裝等問題。而防錯系統可以有效地減小上述錯誤的發生,提高產品的合格率[2]。
電機減速機的功率根據工藝條件(工件重量、線路上、下坡的角度等)會發生變化,在汽車焊裝、涂裝的車體WBS自動化輸送系統中,驅動電機根據不同的用途通常選擇在0.1~0.37KW之間。張力調整彈簧可根據需要調整摩擦力的大小,使摩擦驅動力既滿足車體輸送的要求,又避免產生過高的側向壓力。
4、結論
總之,現代新技術在汽車自動化WBS生產線的推廣和應用,使全自動輸送設備裝置朝著智能化、節能化、環保化、高效化的方向進一步發展,相信它的應用領域會更加廣泛,為汽車工業的發展奠定了堅實的基礎。
參考文獻
[1] 成大先.機械設計手冊.北京:化學工業出版社.2004-1.
[2] 全國鏈傳動標準化技術委員會:最新鏈傳動標準應用手冊.北京:中國標準出版社 2002-3.
[3] 王兵:現場總線技術在柔性制造中的應用研究.河北科技大學, 2009.
[4] 孔令邦:WBS在焊裝車間的應用.長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心,2013.
Application and Research of Modern Technology in Welding WBS Line
Feng Zheng
(Chongqing Changan Suzuki Automobile Co., Ltd., Chongqing 401321)
Abstract:With the rapid development and application of modern technology, more and more and more new technology has applied to production field. This paper mainly expounds technologies applied in automobile plant welding WBS line automatic conveyer, such as PLC bus technology, upper computer flexible intelligent scheduling production technology, energy-saving and de-noising friction drive technology and so on, and then fully demonstrates automobile plant welding WBS line of intelligentialize, high productivity, low pollution, low noise, and more flexible automatic conveyer.
Keywords:PLC bus technology; Upper Computer; Friction Transmission; Automatic Conveyor; Application of system
作者簡介:馮崢,工程師,大學本科,就職于重慶長安鈴木汽車有限公司。從事焊接生產技術工作。
中圖分類號:U468.2
文獻標識碼:A
文章編號:1671-7988(2016)02-08-04