基于ANSYS/LS-DYNA的切削過程有限元模擬
2016-04-12 07:31:56楊洪波胡三恩李秀全李明娜甘肅藍科石化高新裝備股份有限公司甘肅蘭州730000
甘肅科技 2016年4期
楊洪波,胡三恩,李秀全,李明娜(甘肅藍科石化高新裝備股份有限公司,甘肅蘭州730000)
?
基于ANSYS/LS-DYNA的切削過程有限元模擬
楊洪波,胡三恩,李秀全,李明娜
(甘肅藍科石化高新裝備股份有限公司,甘肅蘭州730000)
摘要:金屬切削過程是一個非常復雜的彈塑性變形過程。本文運用有限元分析理論及彈性力學理論,充分考慮到材料的本構關系、切屑與材料的分離準則以及切屑與刀具間的接觸與摩擦,運用數值仿真軟件LS-DYNA(一款非線性顯式動力學分析軟件)對切削過程進行有限元分析。結果表明:切屑的形成過程是材料受到刀具擠壓產生剪切滑移的過程;最大等效應力在切削起初迅速增大直至一定值附近波動,此時進入切削穩定狀態;最大等效應力隨著切削速度的增大而減小;切削厚度越大,最大等效應力越大。
關鍵詞:金屬切削;本構關系;數值仿真;最大等效應力;剪切滑移
金屬切削加工是切除毛坯件上多余材料的一種機械加工技術,隨著計算機仿真技術的發展,學者們提出了各種切削模型,并利用仿真軟件切削過程進行有限元分析,得到了切削過程中的應力、應變、溫度分布以及刀具鈍角半徑對切削過程的影響[1],為研究切削機理提供了重要手段。隨著商業化有限元分析軟件的陸續上市,免掉了試驗人員編程浪費的寶貴時間[2],分析更加方便快捷,且具有通用性。
本文利用非線性顯式動力學分析軟件LS-DYNA仿真不同切削條件下的切削過程,分析切屑速度、切削厚度與最大等效應力之間的關系。
1 有限元模型
1.1幾何模型建立
對于本文中的模型建立使用2維實體單元PLANE162,在ANSYS/LS-DYNA中有Lagrange、Euler和ALE3種算法,其中Lagrange法可使物體結構形狀和單元網格的變化保持一致,材料不會在單元與單元之間發生流動。建立幾何模型如圖1所示,采用單位制g-cm-μs,取工件長度為15e-2cmX5e-3cm。
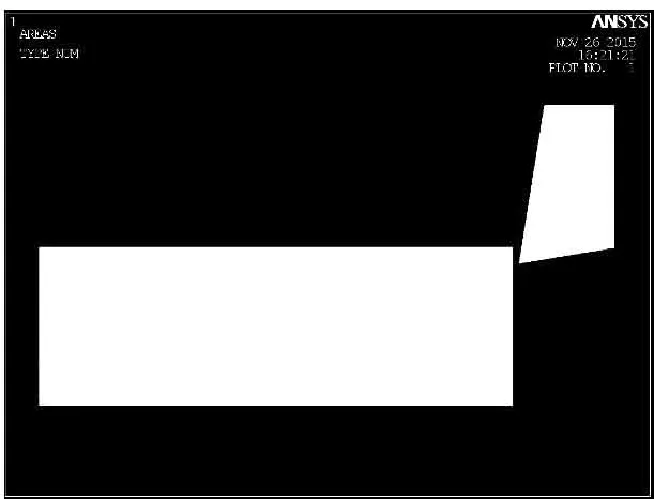
圖1 切削幾何模型
1.2材料模型建立
其中刀具為Rigid模型,刀具材料為;工件選用Johnson-cook模型,Johnson-Cook材料模型是一個能反映應變率強化效應和溫升軟化效應的理想剛塑性強化模型[3~6],工件材料為45鋼,材料參數見表1。Johnson-cook本構方程如下[4~8]:

式中,A、B、n、C、m為材料參數;σ為vonMises流動應力;ε為等效塑性應變;為相對等效塑性應變率;為等效塑性應變率;為準靜態應變率,取0.001s-1。Tm為材料熔點;Tr為室溫。由文獻可知,A= 507MPa;B=320MPa;C=0.28;n=0.064;m=1.06;
Johnson-Cook失效準則為:

式中,D1、D2、D3、D4和D5為材料參數;為無量綱塑性應變率;p為靜水壓應力;σeff為von Mises等效應力。
由文獻可知D1 =0.15;D2 =0.72;D3 =1.66;D4 = 0.005;D5=-0.84。

表1 工件和刀具材料參數
1.3建立有限元模型
在切削刃附近以及工件表面應力和應變都較其它地方集中,應該采用較密的網格劃分,將工件劃分為上下兩部分,上半部分為切削區。對工件進行網格劃分,得到1875個單元,刀具劃分為50個單元。
1.4加載邊界條件
在切削仿真過程中,工件固定,刀具以某一速度沿某一方向做直線進給,因此對工件有限元模型左端施加X向約束,對工件底部施加X和Y向約束,對刀具則約束其頂端Y方向的位移。刀具與工件接觸類型選用LS-DYNA軟件提供的侵蝕(ES-TS)接觸類型,該接觸需要定義目標面與接觸面,其中靜、動摩擦系數分別為0.15和0.10。假設工件固定不動,刀具以速度v沿X軸負方向相對工件運動了極短的時間t,刀具與工件的相對位置決定了在Y方向上的切深a,兩者的相對運動使材料發生破壞并產生切屑,據此侵徹模型來模擬切削過程,進行應力分析。
2 結果分析和討論
2.1切屑形成過程
1)對于塑性金屬進行切削加工時,切屑的形成過程就是切削層金屬發生剪切滑移的變形過程。由仿真結果圖可見,工件受到刀具切削刃的擠壓,處于剪切滑移線左側的切削層金屬被擠壓產生彈性變形,而位于剪切滑移線右側的及其剪切滑移線上的金屬產生不可回復的塑性變形,隨著切削的進行,塑性變形的材料由切削刃帶離工件表面,形成切屑。由此分析,可以將切削過程劃分為三個過程:1)彈性變形階段;2)塑性變形階段;3)切屑形成階段。
彈性變形階段:刀具剛與工件表面開始接觸,切削層材料被壓縮,發生彈性變形,如果刀具退出,變形亦可回復。此階段產生的最大等效應力主要集中在刀尖接觸區,如圖2所示。

圖2 彈性變形階段應力云圖
2)塑性變形階段:刀具繼續前進,切削層材料被進一步壓縮并沿切削刃向上隆起,此時應力繼續增大,逐漸達到彈性極限,材料發生不可回復的塑性變形,如圖3所示。
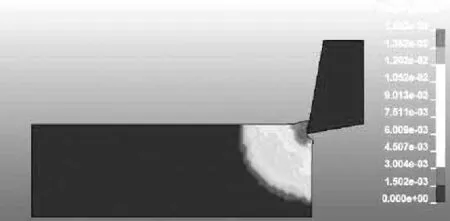
圖3 塑性變形階段應力云圖
3)切屑形成階段:刀具繼續前移,最初發生剪切滑移的材料在刀具與后續進入第一變形區域[1]的工件材料共同擠壓下形成切屑,此時刀尖將隆起的切削層材料帶離工件表面,形成已加工平面。如圖4,5所示,此時最大等效應力達到峰值,而后此值將趨于穩定,表明金屬切削進入穩定切削狀態。
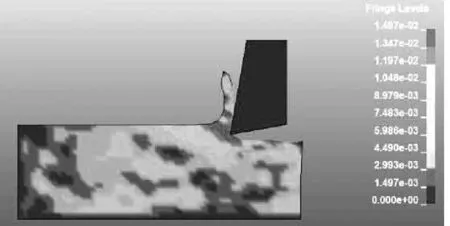
圖4 穩定切削階段應力云圖
圖5 最大等效應力變化曲線圖
如圖6所示,由仿真結果得到,切削的結果得到的是帶狀切屑,這是由于切削厚度較小,切削速度較高,刀具前角較大。根據試驗情況,改變切削條件也可以得到崩碎狀切屑和擠裂狀切屑。
圖6 帶狀切屑
2.2不同切削深度的最大等效應力變化情況
在分析金屬切削過程時,我們取工件表面以下不同深度的A單元和B單元(其中B單元處于A單元以下),分析它們是否具有不同的最大等效應力,如圖7所示,圖中A單元和B單元分別具有不同的切削深度,它們的最大等效應力都是急劇增大到某一值(迅速進入屈服階段),進入穩定切削階段,此后,最大等效應力值將穩定處于此值附近波動,經比較,結果顯而易見,B單元的應力平均值明顯低于A單元。
圖7 不同深度單元應力變化曲線
2.3不同切削速度對于最大等效應力的影響
在切削仿真中,我們引入不同的切削速度,以此仿真其對最大等效應力的影響。經過仿真發現,如圖8所示,隨著切削速度的增大,切削區的最大等效應力顯著增大。
圖8 不同切削速度應力變化曲線
3 結論
1)切屑的形成包括三個階段,即彈性變形階段、塑性變形階段、剪切滑移階段。
2)切屑的分離機理是工件上處于刀尖兩側的較大的且方向相反的剪切力迫使切屑與工件分離。
3)切削初始,最大等效應力急劇增大至材料的屈服極限,隨著切削過程的繼續,切削層材料被帶離工件表面,達到穩定切削狀態時,最大等效應力穩定于某一固定值附近。
4)切削深度增大時,最大等效應力將相應的增大。
5)切削速度越大,最大等效應力越大。
6)有限元仿真可以模擬各種工況的切削變形過程,且直觀明了。
參考文獻:
[1]宿崇,侯俊銘,朱立達,等.基于LS-DYNA的金屬切削加工有限元分析[J].東北大學學報(自然科學版),2008(9).
[2]馬建斌,李淑娟.基于ANSYS/LS-DYNA的奧氏體不銹鋼切削模擬[J].機床與液壓,2010(21).
[3] JohnsonGR,CookWH.Fracture characteristics of threemetals subjected to various etrains,strains rates,temperatures and pressures.Engineering Fracture Mechanics,1985,21(1):31-48.
[4]范亞夫,段祝平.Johnson-Cook材料模型參數的實驗驗定[J].力學與實踐,2003,25.
[5]郭磊,吳紅兵.高速切削TC4有限元數值模擬研究[J].兵器材料科學與工程,2013,36(2):88-91.
[6] Ravindra Ambati,Huang Yuan.FEM mesh-dependence in cutting process simulations[J].Adv Manuf Technol,2011,53: 313-323.
[7]尚曉江,蘇建宇.ANSYS/LS-DYNA動力分析方法與工程實例[M].北京:中國水利水電出版社,2006.
[8]郝好山,胡仁喜,康士廷,等.ANSYS12.0LS-DYNA非線性有限元分析從入門到精通[M].機械工業出版社,2010.
[9]李國和,王敏杰,段春爭.基于ANSYS/LS-DYNA的金屬切削過程有限元模擬[J].農業機械學報,2007,38(12):173-176.
[10]李國和,王敏杰,段春爭.正交切削淬硬45鋼絕熱剪切臨界條件實驗研究[J].大連理工大學學報,2011,51(4):518-524.
[11]馬建斌,李淑娟.基于ANSYS/LS-DYNA的奧氏體不銹鋼切削模擬[J].機床與液壓,2010(21).
中圖分類號:TG115.6+6