臺車式加熱爐存在的問題及改造措施
2016-04-18 08:09:59李世權刁永發
裝備機械 2016年3期
□李世權 □刁永發 □陳 皚
上海電氣上重鑄鍛有限公司上海200245
臺車式加熱爐存在的問題及改造措施
□李世權 □刁永發 □陳 皚
上海電氣上重鑄鍛有限公司上海200245
介紹了上重鑄鍛公司臺車式加熱爐存在的熱膨脹、高能耗及在維修時所遇到的問題,采取了改造燃燒系統、臺車結構、爐襯和爐門密封材料等有效措施,保證了生產的正常進行。
臺車式加熱爐是一種利用臺車將大型碳鋼、合金鋼零件送入爐膛的加熱爐,可對零件進行加熱、退火、正火、調質、回火等熱處理工藝。由于使用環境惡劣,環境溫度高,臺車式加熱爐在使用和維護過程中存在著各種各樣的問題。臺車式加熱爐由室狀爐體、活動爐門和爐底等組成,主要應用于軋鋼、鍛造業小批量工件的加熱和熱處理。
1 加熱爐主要存在的問題
在鍛造行業中,加熱爐的爐溫可達1 250℃左右,熱處理爐的加熱溫度最高達1 050℃,爐膛內基本保持著微正壓的狀態,在這樣的狀態下必然會有一些問題存在。
(1)熱膨脹的問題。熱膨脹的最主要部位是臺車面。爐窯臺面均為澆鑄料現澆或模塊砌筑[1],上重鑄鍛公司的爐窯長度最小10 000 mm,寬度最小4 000 mm,澆鑄料的熱膨脹系數為7.7×10-6/℃,當爐窯加熱到1 250℃左右時,整個臺車在長度方向伸長96.25 mm,寬度方向伸長38.5 mm。這樣的膨脹必然造成臺面四周的生鐵邊框板向外翻,在冷卻后又不會隨澆鑄料一起回縮,經過多次的推擠,澆鑄料本身會碎裂,即使不碎裂而留有膨脹縫,也會有氧化皮進入,從而加劇生鐵板的外翻。當生鐵板外翻超過臺車與爐墻之間預留的間隙時,臺車必須修理,否則在臺車進出爐腔時會將爐墻拉壞,還會造成后密封失效。所以,加熱爐的臺車面在用澆鑄料現澆時一般會用纖維將澆鑄料分成塊,以留出膨脹縫,每整塊澆鑄料的面積控制在3~4 m2。如果用澆鑄料模塊砌筑,也要在幾塊澆鑄料之間放一定厚度的纖維作為膨脹縫。以上所留的膨脹縫應該在對臺面清理氧化皮后重新加填纖維或黃沙,以防止氧化皮進入。
(2)漏火問題。在鍛造行業,因加熱爐密封損壞而導致局部漏火,進而將周圍鋼板和器件燒壞是常見的事故,根本原因仍然是爐窯的熱膨脹。因為在爐窯升到高溫區域時,引起各部位的熱膨脹是難免的,從而使靜止的密封變為相對移動的密封,且爐內的密封材料都是壓縮纖維或別的耐高溫澆鑄料,一有移動就會產生較大的磨損。爐膛內為微正壓,容易造成火焰外串。此外,上重鑄鍛公司屬于重型裝備業,生產的都是大件,所以加熱爐在高溫時段的保溫時間都很長,這樣必然導致漏火處燒壞。可見漏火也是加熱爐損壞的一個主要原因,主要后果包括:燒嘴周圍漏火,將爐體表面的鋼板燒穿、燒變形;爐門四周漏火,將門框上的生鐵板甚至不銹鋼板燒壞,從而導致漏火更嚴重;臺車與爐墻之間的密封漏火,導致生鐵板或爐墻燒壞。
2 加熱爐改造方案
2.1 加熱爐簡述
臺車式加熱爐、熱處理爐均由爐體、臺車、密封裝置、鋼結構、爐門、升降機構、驅動機構、燃燒系統等組成。上重鑄鍛公司在本次改造中主要對其燃燒系統進行改造,加熱爐爐襯全部更換為纖維爐襯,并對加熱爐、熱處理爐密封系統進行改造,對臺車和爐門進行修理。
2.2 燃燒系統改造
燃燒系統是整個加熱爐系統中最重要的組成部分之一,燃燒系統的改造是整個改造的重點。改造前使用空氣預熱式高速燒嘴,熱效率低;改造后均采用蓄熱式燒嘴,以達到節能的目的。
2.2.1 蓄熱式燒嘴原理
蓄熱式燃燒是一種由各系統有機組合而實現的燃燒技術,燃燒器成對出現,并由換向機構及控制系統實現換向燃燒[2]。蓄熱式燒嘴工作原理如圖1所示[3]。前半個周期,燒嘴A處于燃燒狀態,燒嘴B處于排煙狀態,也即蓄熱狀態。助燃空氣進入A側蓄熱室,蓄熱體放熱,助燃空氣被加熱到僅比爐膛溫度略低后進入燒嘴,與燃氣混合燃燒。燃燒后的煙氣進入B側蓄熱室,蓄熱體蓄熱,煙氣中90%以上的熱量被蓄熱體吸收,高溫煙氣經過蓄熱體后變為不高于150℃的低溫煙氣由引風機排入大氣。當達到一定時間或燃燒系統的熱工參數達到設定值時,控制系統發出信號,驅動換向裝置使燒嘴A和燒嘴B的工作狀態互換,實現換向燃燒。系統循環往復地交替工作,煙氣排放溫度僅為60~150℃,空氣預熱溫度僅比爐氣溫度低100℃左右,實現了煙氣余熱的有效利用,降低了能耗和溫室氣體的排放量。
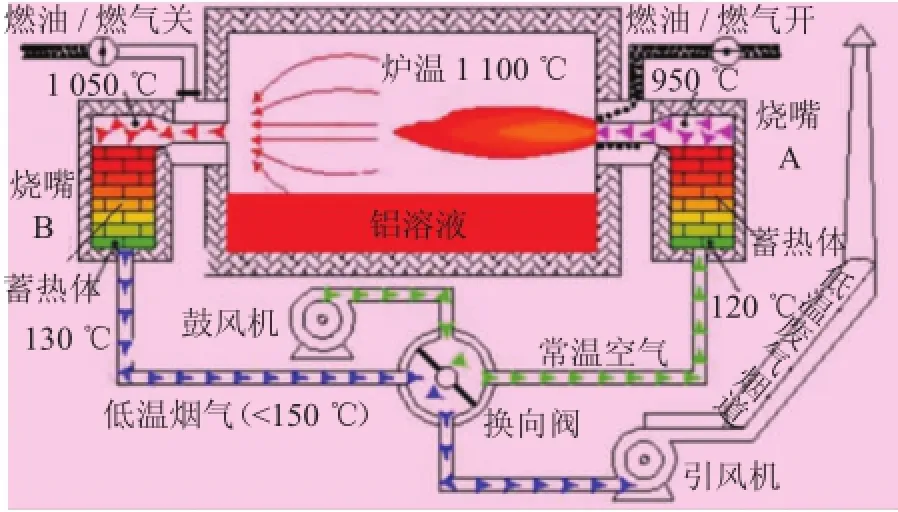
圖1 蓄熱式燒嘴工作原理圖
由于排出的煙氣溫度不高于150℃,換向閥、管道和引風機都在低溫下工作,延長了設備的使用壽命[4]。
2.2.2 蓄熱式燒嘴分類
蓄熱式燒嘴要具備自動點火、熄火報警、點火前自動吹掃等功能,并與高壓點火器、燒嘴控制器、火焰檢測、點火電極及專用控制閥門配套,組成自動脈沖燃燒控制系統,操作方式分為就地和遠程兩種[5][6]。就地操作即現場操作;遠程是在控制室內的人機界面(HMI)上操作,可以對每個燒嘴進行操作,控制各個燒嘴的燃燒狀態。燃燒控制系統控制精度高,且為人性化設計,計算機屏幕上可顯示爐內所有設備的工作狀態[3,4]。
(1)平焰燒嘴。火焰呈圓餅形分布在爐墻上,通過熱輻射對物料進行加熱,火焰不直接沖刷物料[3]。
(2)高速燒嘴。燃燒氣流出口速度高達120m/s及以上,高速氣流在爐內充分循環流動,強化了對流傳熱的效果,從而有效地提高了爐膛內溫度的均勻性,同時提高了加熱質量,縮短了加熱時間。當加熱爐進入保溫階段時,爐內所需熱量減少,通過可編程控制器(PLC)邏輯判斷,選擇燒嘴所需要的燃燒狀態[4]。
(3)混合型燒嘴。在一些廠家的要求下,為了達到爐窯的各項要求和指標,不得不將兩種蓄熱式燒嘴同時使用在一臺爐窯上[5]。平焰燒嘴依靠熱輻射進行加熱,可以充分利用爐膛空間;高速燒嘴依靠熱傳導進行加熱,可以將爐膛內的氣流攪動起來,使整個爐膛溫度更均勻[6]。
2.2.3 蓄熱體
蓄熱體采用陶瓷蜂窩蓄熱體,它具有傳熱效率高、壓力損失小、生產維護方便、使用壽命長等優點,具體數據見表1。
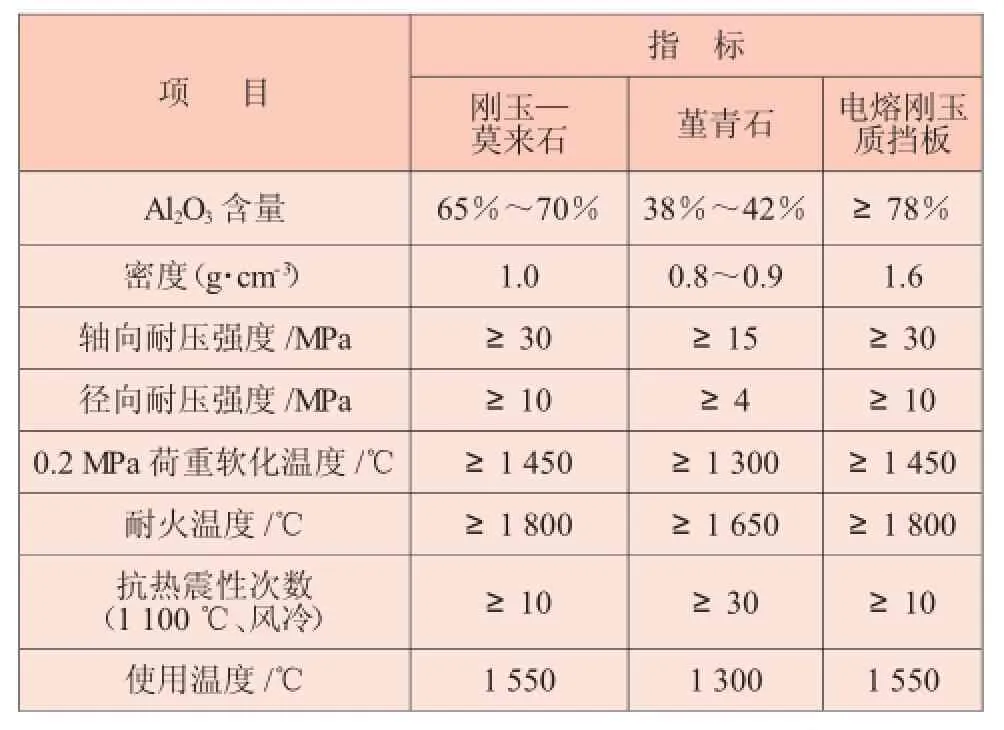
表1 陶瓷蜂窩蓄熱體理化指標和技術性能[7]
高溫端采用剛玉—莫來石質陶瓷蜂窩蓄熱體,具有較高的耐火溫度和良好的抗渣性。
低溫段采用堇青石質陶瓷蜂窩蓄熱體,在低于1 000℃的工況下,具有良好的抗腐蝕和抗熱震性。
2.3 臺車改造
臺車結構基本不作改動,但是所有的臺面耐火材料都需要翻新。臺車結構件完成后,四周的不銹鋼鑄件通過螺栓安裝在臺車結構件上,以固定上層耐火材料。加熱時,確保耐火材料因熱膨脹而滑出臺車邊緣,且在冷卻時能整體回縮歸位。每相鄰兩塊生鐵板之間用螺栓連接,以增強整體的抗膨脹性能。臺車上的耐火材料先用輕質磚和耐火泥砌,再用耐火材料澆鑄成400 mm×400 mm的臺面磚,由此增強了臺面的隔熱和承載性能。為防止臺面膨脹,在每兩塊臺面磚之間塞填纖維,留出膨脹縫[8]。這樣,雖然臺車在高溫爐膛中有較大的熱膨脹,但還是處于正常的工作狀態中。
2.4 爐襯修理
加熱爐爐頂原本是采用磚砌,后改用輕質澆鑄料澆鑄,澆鑄時采用纖維及防水材料隔出膨脹縫。所有澆鑄料的自重由爐頂上結構件下方懸掛的錨固件(高鋁磚)承受[9],錨固件在爐頂澆鑄前懸掛,為防止錨固件吸水縮短使用壽命,其表面需涂抹瀝青等防水材料。
目前,爐膛內的爐襯全部改用纖維。由于爐膛面積大,原本無論是磚砌,還是澆鑄料澆鑄,其膨脹系數都較大,加之是固體件,沒有韌性和彈性,容易出現變形、松動,導致漏火,甚至出現垮塌。纖維的熱膨脹系數小、彈性大、有韌性,在膨脹時一般不會出現垮塌,且密封、隔熱和保溫效果好。實踐中偶爾出現局部松動或脫落的現象,可以通過局部修理或塞填的方法來解決,這樣,維修省時省力。纖維分為含鉻纖維[10]和含鋯纖維,由于價格有較大差別,只在加熱爐上使用價格較高且耐溫高的含鉻纖維,在熱處理爐上則是采用價格相對便宜的含鋯纖維。
2.5 爐門裝置修理
爐門內襯原本采用澆鑄料直接澆鑄或耐火磚砌筑。由于爐門和門框均為固體硬件,無彈性,因此無法密封爐膛內的火焰,且質量重。在燃燒時,火焰從爐門四周串出,特別在升溫時較為明顯,導致爐門周圍的生鐵板燒損嚴重。所以,原本加熱爐修理時,爐門是必修的,且費用較高,甚至在很多時候,還需要單獨維修更換爐門。由于爐襯為澆鑄或耐火磚砌筑,修理周期較長,因此同樣規格的爐門要準備備件,以便在不影響生產的情況下更換[11]。
爐門內襯均改用全纖維后,整個爐門的質量大大減輕。由于纖維具有一定的彈性,在爐門和門框之間可以起到很好的密封作用,幾乎不會有火焰外串現象[10]。這樣,爐門和門框的燒損得到了較好控制,維修量也大大減少。如果不是意外損壞,只需要在一定年限后,待爐門四周纖維與門框接觸處磨損過多,或纖維老化失效,才進行纖維的更換。局部修理更換,維修周期短,費用大為減少。
3 總結
針對上重鑄鍛公司加熱爐能耗高的問題進行了燃燒系統的改造,將空氣預熱式燒嘴改造為蓄熱式燒嘴,并對爐門、爐襯和臺車進行了修理,管道系統由于燒嘴數量和位置的變動也相應進行了改動。
實踐證明,改造后的加熱爐大大降低了整臺爐窯的能耗,延長了爐窯的使用壽命。
[1]中國工程建設標準化協會工業爐砌筑專業委員會.筑爐工程手冊[M].北京:冶金工業出版社,2007.
[2]郝建文.采用蓄熱式燃燒技術對傳統工業爐窯改造模式研究[J].科技創新與生產力,2015(7):109-110.
[3]邵春雷.高效蓄熱式燃燒技術在臺車式加熱爐上的應用[J].工業爐,2007,29(5):47-48.
[4]劉玉龍,李朋飛.臺車式加熱爐臺車與爐門的聯動控制概述[J].科技展望,2016(6):176.
[5]王玉輝,王志剛,彭星偉,等.大型天然氣臺車加熱爐燒嘴選型及布置的探討[J].工業爐,2009,31(1):19-20.
[6]工業爐砌筑工程施工與驗收規范:GB50211—2014[S].
[7]王秉銓.工業爐設計手冊[M].2版.北京:機械工業出版社,1996.
[8]成大先.機械設計手冊[M].4版.北京:化學工業出版社,2002.
[9]薛啟文,萬小平.爐窯襯磚尺寸設計與輻射形砌磚計算手冊[M].北京:冶金工業出版社,2005.
[10]《耐火材料工廠設計參考資料》編寫組.耐火材料工廠設計參考資料[M].北京:冶金工業出版社,1980.
[11]王波,劉彬,尚加嶧,等.臺車式加熱爐優化改造[J].萊鋼科技,2012(3):22-23,28.
A series of troubles encountered by the trolley-type heater in Shanghai HM Casting and Forging Co.were mentioned such as thermal expansion,high energy consumption and other problems during maintenance. To solve these problems effective measures were taken to ensure the normal production,these measures cover the renovation of the combustion system,trolley structure,furnace lining and sealing materials for furnace door.
加熱爐;技術改造;應用
Heater;TechnicalRenovation;Application
TH123;TK175
A
1672-0555(2016)03-047-04
2016年3月
李世權(1981—),男,碩士,工程師,主要從事設備維護保養管理工作