碳鋼焊接接頭抗CO2腐蝕的研究
2016-04-18 06:08:35李維鋒舒欣欣于延釗任勝漢孫紫麾孫強
當代化工研究 2016年4期
O 李維鋒 舒欣欣 于延釗 任勝漢 孫紫麾 孫強
(1.海洋石油工程股份有限公司 天津 300452 2.中國石油大學 北京 102249)
碳鋼焊接接頭抗CO2腐蝕的研究
O 李維鋒1舒欣欣1于延釗2任勝漢1孫紫麾1孫強1
(1.海洋石油工程股份有限公司 天津 300452 2.中國石油大學 北京 102249)
本文通過ANSYS有限元模擬、微區電化學、高溫高壓反應腐蝕模擬試驗,研究三種焊縫及母材的腐蝕傾向。研究結果表明:焊縫存在余高時,焊縫頂端受到的剪切力比母材大;隨著焊縫余高的增大,焊縫根部熔合線位置受到的壓力增大;焊縫與母材存在著電勢差,可以發生電偶腐蝕;焊縫處的電化學阻抗比母材小。以上幾個原因的共同作用下,使得焊縫處腐蝕加速,并且在焊縫根部熔合線位置發生局部腐蝕。
焊縫;焊縫余高;電化學阻抗;腐蝕產物膜
前言
目前,焊縫位置發生局部腐蝕是導致管道失效的重要因素。近年來,研究者們對焊縫位置的局部腐蝕也進行了大量的研究工作。X56管線鋼在自然海洋水中時,焊縫熱影響區處的點蝕坑深度的最大值大于附近母材的的點蝕坑深度最大值。焊接過程中溫度梯度導致的相變是熱影響區腐蝕敏感的重要因素。X70管線鋼焊縫熱影響區在中性溶液中有最大的陽極溶解電流。焊縫和母材之間成分和微觀結構微小差異可以造成電化學電流效應,影響碳鋼的腐蝕效應。不同的相和微觀結構使得陽極反應和陰極反應位于不同的區域。除了材料本身特性可以造成焊縫腐蝕差異性,外界腐蝕環境例如:油水比例、溫度、壓力、pH值等和管內流體的流動狀態也可以造成焊縫的優先腐蝕。本文針對常用三種焊接工藝:封底焊GTAW,填充蓋面分別為SMAW/FCAW-G/GTAW(以下簡稱為S焊縫、F焊縫、G焊縫),在不同焊縫余高、不同溫度、不同CO2分壓下開展相關研究工作。
一、試驗材料
試驗材料母材選用ASTM 106B,其金相組織及三種焊縫的金相圖見圖1,其中母材為晶粒較大的珠光體和鐵素體,F、S、G三種焊縫同樣由珠光體和鐵素體組成。三種焊縫的珠光體含量稍高于母材。
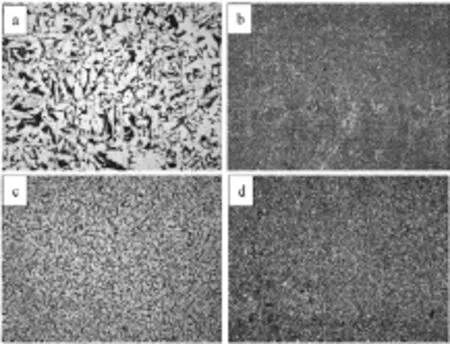
圖1 母材及三種焊縫的100倍金相組織圖:(a)母材;(b)F焊縫;(c) S焊縫;(d)G焊縫
二、試驗結果
1.有限元計算結果
(1)管道內液體壓力分布有限元計算結果

圖3 管道內液體壓力分布有限元計算結果圖:(a)焊縫余高0mm;(b)焊縫余高1.5mm;(c)焊縫余高3mm;
有限元計算條件:管內液體流速為1m/s,流動方向由左向右,管內壓力為0.1Mpa。分別對焊縫余高為3mm、1.5mm、0mm的管道內液體壓力分布進行模擬計算,計算結果見圖3。由計算結果可以看出,焊縫處存在余高的條件下,在焊縫迎流面根部熔合線位置受到的液體壓力最大,焊縫與母材齊平時,焊縫和母材受到的液體壓力是相等的。隨著焊縫余高的增大,焊縫迎流面根部受到的液體壓力升高。焊縫余高3mm迎流面根部位置受到的液體壓力約為焊縫余高1.5mm的6.3倍。隨著液體壓力的增大,溶液中分子運動速度增大,加速基體表面腐蝕介質的交換,Fe2+不易在基體表面的聚集,不利于腐蝕產物膜的形成,從而焊縫根部的腐蝕。另外,有文獻壓力越大會導致局部腐蝕的發生。
(2)管道內壁剪切力計算結果
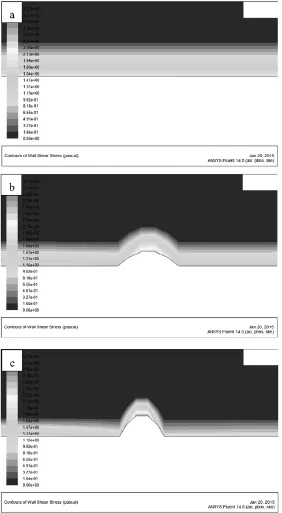
圖4 管道內壁剪切力有限元計算結果圖:(a)焊縫余高0mm;(b)焊縫余高1.5mm;(c)焊縫余高3mm;
焊縫與母材齊平時,管道內壁受到的剪切力是相同的。焊縫余高為1.5mm和3mm時,焊縫頂端受到的剪切力最大,不利于腐蝕產物膜在此處的附著作用,削弱了腐蝕產物膜對基體的保護作用,焊縫頂端位置腐蝕加速。
2.微區電化學實驗結果
(1)掃描電勢
采用Princeton Applied Research公司生產的PAR M370掃描電化學工作站對試樣進行SKP測試,探針到試樣表面距離為100±2μm,振動頻率80Hz、振幅30μm,掃描模式為Step Scan面掃,掃描步長1000μm。
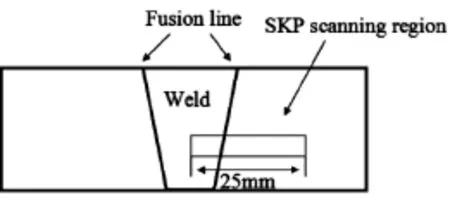
圖5 焊接接頭電位、電位分布掃描區域示意圖
焊接接頭的表面電位掃描區域包括了焊縫、熱影響區、母材。X軸0μm的位置為焊縫位置,融合線位于5000μm~10000μm之間,X軸25000μm處為母材。Y軸0mm為距離管道內壁1mm處。

圖6 焊接接頭掃描電位圖:(a)F焊縫;(b)G焊縫;(c)S焊縫;
掃描電勢的結果表明F、S焊接工藝母材處的電勢最高、而熱影響區和焊縫處的電勢較低,而G焊接工藝焊縫、熱影響區、母材的表面電位變化差異性相對較小。掃描電勢的差異性會導致焊接接頭的電偶腐蝕,母材作為腐蝕反應的陰極,焊縫和熱影響區作為陽極,從而形成了大陰極小陽極的腐蝕反應模型,加速焊縫和熱影響區腐蝕反應。
(2)微區阻抗
微區阻抗分別選取了焊接接頭的焊縫處、熱影響區、母材三個區域內的500μm×500μm區域進行測試。
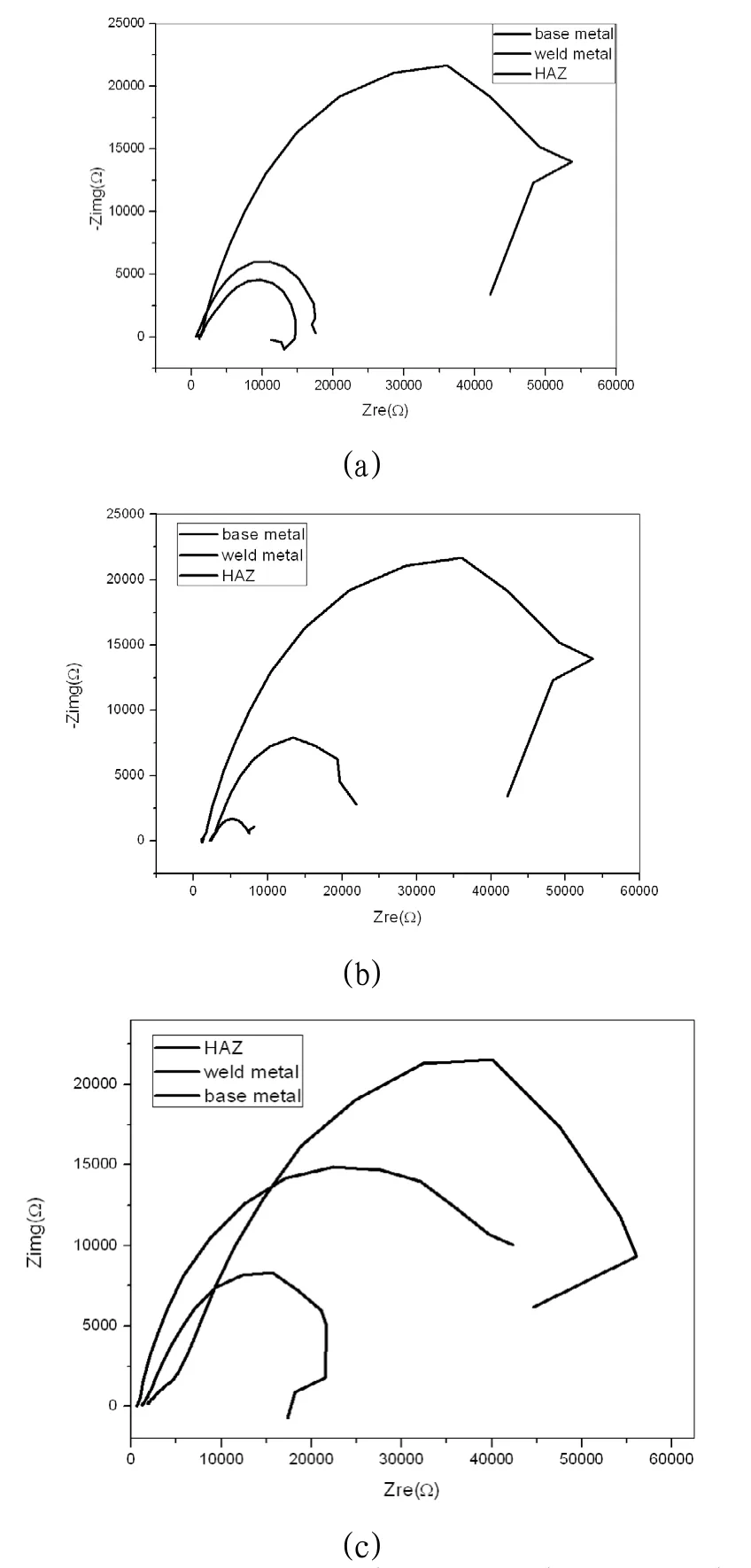
圖7 焊接接頭微區阻抗圖:(a)F焊縫;(b)G焊縫;(c)S焊縫;
從微區阻抗結果中可以看出,三種焊接工藝焊接接頭的母材處的阻抗值均大于焊縫和熱影響區。碳鋼的阻抗電路由溶液電阻、雙電層電阻、電容、腐蝕產物膜電阻組成。三種焊接工藝的焊縫、熱影響區、母材處的溶液均一致,因此溶液電阻是相同的。焊縫、熱影響區、母材處的雙電層電阻、電容是基本一致的。焊縫、熱影響區、母材的阻抗差異性體現了三個位置的腐蝕產物膜電阻的不同,母材處的腐蝕產物膜電阻最大,腐蝕產物膜對基體起到了良好的保護作用,而母材的腐蝕產物膜對基體的保護作用優于焊縫和熱影響區。
(3)高溫高壓模擬工況腐蝕試驗
高溫高壓模擬工況腐蝕試驗參數取自中海油LF13-2WHP井,溫度為90℃,CO2壓力為0.1MPa,流速為1m/s。模擬工況腐蝕試驗對三種焊接工藝的焊縫高度分別為3mm、1.5mm、0mm的試樣進行分析研究,試樣試驗面位于管道內壁。
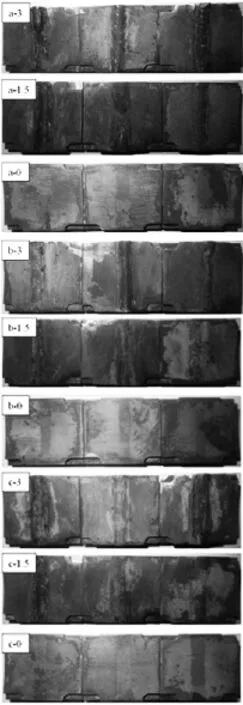
圖8 高溫高壓模擬工況腐蝕試驗宏觀照片:(a-3)F焊縫余高3mm;(a-1.5)F焊縫余高1.5mm;(a-0)F焊縫余高0mm;(b-3)S焊縫余高3mm;(b-1.5)S焊縫余高1.5mm;(b-0)S焊縫余高0mm; (c-3)G焊縫余高3mm;(c-1.5)G焊縫余高1.5mm;(c-0)G焊縫余高0mm
由圖8可見,三種焊接工藝焊縫余高為3mm和1.5mm焊縫根部熔合線位置出現了局部腐蝕溝槽;焊縫余高為0mm的焊縫和母材有明顯的腐蝕差異,焊縫處腐蝕更為嚴重。
隨著焊縫余高的增大,焊縫頂端位置受到的剪切力以及焊縫根部熔合線位置受到的液體壓力增大,均不利于腐蝕產物膜的形成,消弱了腐蝕產物膜對基體的保護作用,焊縫與母材處形成的腐蝕產物膜的差異性也可以導致焊縫與母材腐蝕的不同。焊縫與母材存在電勢差,存在電偶腐蝕,也必然會加速焊縫處的腐蝕。
結論
1.焊縫頂端受到的剪切力比母材大,焊縫根部熔合線位置受到的液體壓力也比母材大,二者共同作用,不利于腐蝕產物膜在焊縫處的附著,加速焊縫位置的腐蝕。
2.焊縫與母材存在電勢差,形成電偶腐蝕,焊縫作為陽極,腐蝕加速。
3.焊縫處靜態電化學阻抗比母材小,因此焊縫處比母材更易發生腐蝕。
Study of CO2 Corrosion Resistance on Carbon Steel Wilded Joint
Li Weifeng1, Shu Xinxin1, Yu Yanzhao2, Ren Shenghan1, Sun Zihui1, Sun Qiang1
(1. Offshore Petroleum Projects CO., LTD, Tianjin, 300452 2. China University of Petroleum, Beijing, 102249)
This paper research corrosion tendency of three weld and base metal through ANSYS finite element simulation,microelectrochemistry,high temperature and high pressure corrosion test.The results show that if the weld has reinforcement,shear stress on top site is bigge r than base metal;the bigger is weld reinforcement,the bigger is pressure of solution on root of weld;there is potential difference between the weld and base metal,galvanic corrosion may occure;electrochemical impence of the weld is smaller than base.Under combined action of above several reasons ,corrosion of weld accelerates,and local corrosion occurs at the root of the weld.
weld;weld reinforcement;electrochemical impence;corrosionproduct film
T 文獻識別碼:A
李維鋒(1981~),男,海洋石油工程股份有限公司,研究方向:焊接。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
上海節能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
