基于MVR技術(shù)的高濃度乳化廢水處理研究
2016-04-20 17:15:28葉興剛
葉興剛

摘 要: 本文就MVR技術(shù)在汽車行業(yè)的高濃度乳化廢水處理工藝進(jìn)行了介紹,并就常見的幾種廢水類型開展了中試試驗(yàn),對比了去除效率(%)、化學(xué)需氧量(COD)、氨氮(NH3-N)、磷酸鹽(以P計(jì))、進(jìn)料量(M)、單位耗能(Q)、壓縮比ε等指標(biāo)隨MVR運(yùn)行時間(T)的變化關(guān)系,結(jié)果表明:乳化液廢水的單獨(dú)處理效率較高(>99.5%)、耗能較低,且排放濃液更加均一穩(wěn)定,但由于入口濃度高達(dá)100000mg/L以上,出水濃度也較高,需要加設(shè)后續(xù)處理設(shè)施。
關(guān)鍵詞: MVR 乳化廢水;化學(xué)需氧量;壓縮比;單位能耗
中圖分類號: X76 文獻(xiàn)標(biāo)識碼: A 文章編號: 2095-8153(2016)01-0100-07
1 引言
MVR(mechanical vapor recompression)蒸發(fā)濃縮技術(shù)是基于MVR蒸發(fā)器原理實(shí)現(xiàn)能源得以充分利用的一種高效蒸發(fā)技術(shù)。它利用高能效蒸汽壓縮機(jī)壓縮蒸發(fā)產(chǎn)生的二次蒸汽,提高二次蒸汽的壓力和溫度,被提高熱能的二次蒸汽打入蒸發(fā)室對擬蒸發(fā)物料再進(jìn)行加熱,通過蒸發(fā)器自循環(huán)來達(dá)到利用二次蒸汽已有的熱能而不外加新鮮蒸汽,并實(shí)現(xiàn)蒸發(fā)濃縮的目的。目前在國內(nèi)正被越來越多地研發(fā)應(yīng)用于化工、制藥、廢水處理等諸多領(lǐng)域。
汽車行業(yè)高濃度乳化廢水包括乳化廢液、清洗廢水兩類,其主要污染物有COD、SS、石油類、氨氮、pH等。以COD為例,乳化廢液的COD值高達(dá)100 000 mg/L以上、清洗廢水COD值大約為30 000-60 000 mg/L。這種高濃度乳化液廢水的危害主要體現(xiàn)在影響潔凈的自然水源、惡化水質(zhì)、危害水產(chǎn)資源;污染大氣;影響農(nóng)作物生長等方面。針對汽車行業(yè)的高濃度乳化液廢水,人們研究了很多種治理方法,根究分離機(jī)理,大致可分為物理法、化學(xué)法、物理化學(xué)法[1]。但基于MVR的乳化液處理技術(shù)尚未見報(bào)道,本試驗(yàn)借鑒大眾(德國)發(fā)動機(jī)乳化液廢水的處理經(jīng)驗(yàn),采用國產(chǎn)設(shè)備開展了中試試驗(yàn),以期獲取其水質(zhì)、能耗等相關(guān)的數(shù)據(jù),為該技術(shù)的應(yīng)用推廣提供參考。
2 試驗(yàn)設(shè)計(jì)
2.1 工藝流程圖及其說明
2.1.1 工藝流程圖及其說明
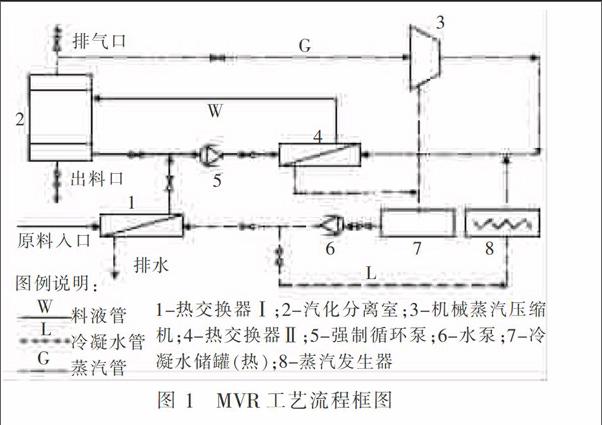
如上圖所示:原料進(jìn)入熱交換器Ⅰ(1)與來自冷凝水儲罐(7)的熱水間壁接觸實(shí)現(xiàn)物料預(yù)熱,然后與汽化分離室(2)中的濃縮液經(jīng)強(qiáng)制循環(huán)泵(5)一起泵入熱交換器Ⅱ(4),繼而在汽化分離室(2)完成氣液分離。
為了提高能源的利用效率,從汽化分離室(2)排放的二次蒸汽經(jīng)機(jī)械蒸汽壓縮機(jī)(3)再壓縮得以升溫升壓后,替代部分生蒸汽作為熱源對原料進(jìn)行加熱;原料液吸熱后蒸發(fā)的蒸汽繼續(xù)進(jìn)入下一個循環(huán)。當(dāng)系統(tǒng)穩(wěn)定運(yùn)行時,停供生蒸汽,由系統(tǒng)內(nèi)部蒸發(fā)的蒸汽經(jīng)壓縮機(jī)再壓縮后作為加熱蒸汽;此后,蒸發(fā)所消耗的能量僅為壓縮機(jī)的能耗 P。
2.2 監(jiān)測數(shù)據(jù)
該試驗(yàn)中主要監(jiān)控的設(shè)備運(yùn)行參數(shù)包括:溫度T(℃)、壓力P(atm)。以上指標(biāo)為在線儀器監(jiān)測。試驗(yàn)水質(zhì)指標(biāo)的變化主要通過原料、濃縮液及蒸發(fā)出水這三部分的水質(zhì)情況來表達(dá)。具體的檢測因子包括:COD、氨氮、PO3-4 等,水樣的水質(zhì)監(jiān)測均采用國標(biāo)方法測定,其中:COD的測定采用密閉消解分光光度法、氨氮的測定采用納氏試劑分光光度法、PO3-4 的測定采用鉬酸銨分光光度法,測定所用主要儀器為DR890分光光度計(jì)、DRB200數(shù)字消解器。
數(shù)據(jù)的采集:自物料加熱至75℃(以汽化分離罐溫度計(jì))為起點(diǎn)開始記錄設(shè)備運(yùn)行參數(shù),間隔時間為30min;同時采集兩個點(diǎn)(濃縮液采樣點(diǎn)、出水口采樣點(diǎn))處的水樣;濃縮至壓縮機(jī)出現(xiàn)自動保護(hù)而不能繼續(xù)濃縮為止(溫度約為92-95攝氏度);物料的加入量(M)及電消耗量(Q)均以開始加熱為累計(jì)起點(diǎn)。
2.3 中試試驗(yàn)的基本情況
本次基于MVR技術(shù)的高濃度乳化廢水處理試驗(yàn)分為三個批次進(jìn)行,主要考察了其濃縮比、濃縮出水水質(zhì)(COD、氨氮、PO3-4 等指標(biāo))、能耗。自物料加熱至接近75℃時開始記錄設(shè)備運(yùn)行參數(shù),間隔時間為30min;同時采集兩個點(diǎn)(濃縮液出口、排水口)處的水樣。
其中:1#水樣為一廠發(fā)動機(jī)車間污水站乳化液廢水,試驗(yàn)時間5月8日19:30至5月9日21:30,試驗(yàn)時間共計(jì)28h;2#水樣為MQ200污水站乳化液廢水(含其清洗廢水)處理后的濃液,試驗(yàn)時間5月11日15:00至5月13日17:00,試驗(yàn)時間共計(jì)50h;3#水樣為一廠發(fā)動機(jī)車間污水站乳化液廢水和MQ200污水站乳化液廢水處理濃液按照1:1的混合水樣,試驗(yàn)時間5月15日18:00至5月17日10:00,試驗(yàn)時間共計(jì)40h。
現(xiàn)象描述:1#水樣在蒸發(fā)濃縮過程中,油水分離明顯,停機(jī)時,濃縮液幾乎全為黑色油狀液體,如圖2所示。2#水樣在蒸發(fā)濃縮過程中,油水分離不明顯,停機(jī)時取樣,靜置0.5h后分層,如圖所示。3#水樣在蒸發(fā)濃縮過程中,油水分離明顯,停機(jī)后取樣分別靜置10min、24h后,出現(xiàn)明顯分層,如圖3、4所示。
3 試驗(yàn)結(jié)果及分析
3.1 水質(zhì)對比分析
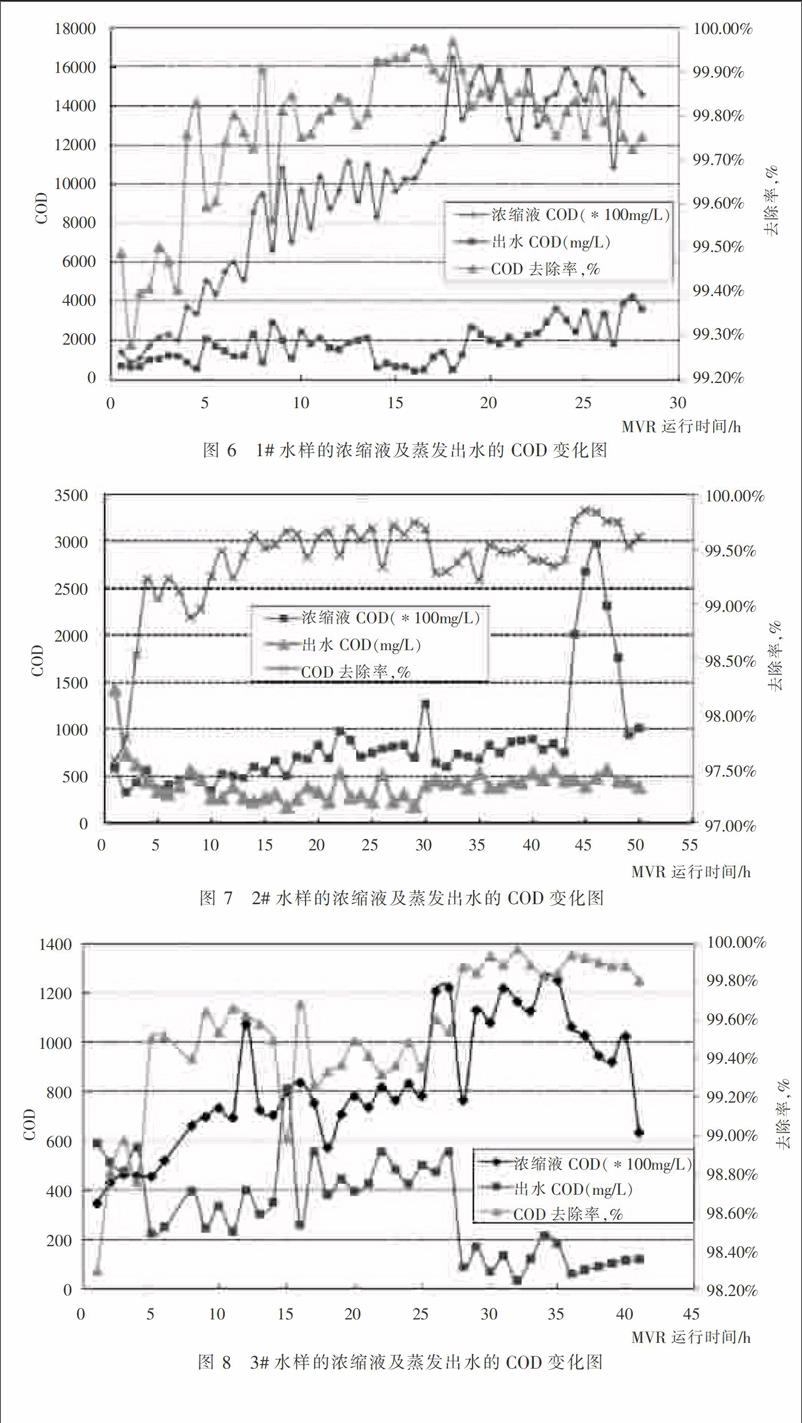
從COD變化來分析:以MVR運(yùn)行時間為X軸、以COD值為Y軸建立水樣的濃縮液及蒸發(fā)出水的COD變化圖。由圖6可看出COD的去除率在5h就可以維持在99.5%以上,而濃縮液快速攀升至900 000 mg/L有短暫的停留,后在18h左右再升至1 400 000 mg/L,并維持不變,相應(yīng)的出水也能較好地穩(wěn)定在2 000~4 000 mg/L之間。由圖7可看出COD值大部分時間維持在40 000~100 000mg/L之間,且COD的升高速度較慢,但是去除率仍然可以維持在99%以上,且出水中的COD含量相對較低(約500mg/L),這主要原因在該處使用的原料來自于混凝-超濾系統(tǒng)的濃液儲存罐,其中大量的可測定COD已被去除。在圖8中濃縮液和出水的COD變化較大,看似無規(guī)律可循,這主要是因?yàn)?#樣和2#水樣按照1:1混合之后出現(xiàn)分層,實(shí)驗(yàn)人員的間歇人工攪拌導(dǎo)致進(jìn)水水質(zhì)不均,故檢測結(jié)果變化較大,但去除率也維持在99%以上,且出水COD含量均<800mg/L。
從N、P變化來分析:以MVR運(yùn)行時間為X軸,以出水的氨氮(NH3-N)、磷酸鹽(以P計(jì))濃度為Y軸監(jiān)測蒸發(fā)出水的N、P變化。由圖9、10、11可以看出:隨著MVR運(yùn)行時間的推移,1#水樣的蒸發(fā)出水氨氮值穩(wěn)定在3 mg/L以下、磷酸鹽值穩(wěn)定在2.0 mg/L以下,2#水樣的蒸發(fā)出水氨氮值穩(wěn)定在0.3 mg/L以下、磷酸鹽值穩(wěn)定在1.5 mg/L以下,3#水樣的蒸發(fā)出水氨氮值穩(wěn)定在0.53 mg/L以下、磷酸鹽值穩(wěn)定在1.5 mg/L以下,最終出水排水進(jìn)入城市污水處理廠,相應(yīng)執(zhí)行綜合污水排放標(biāo)準(zhǔn)(GB18918-2002)中的三級標(biāo)準(zhǔn)即可。
考慮到汽車發(fā)動機(jī)加工工藝的中水回用問題,此處參照《城市污水再生利用 工業(yè)用水水質(zhì)》(GB/T19923-2005)相應(yīng)指標(biāo)可知:基于MVR技術(shù)的蒸發(fā)出水可以用作直流冷卻水、洗滌用水;若用作乳化液配置的溶劑,則可能存在總磷超標(biāo)而影響加工質(zhì)量。
綜合圖6~11可以得出:單從水質(zhì)的變化來看,1#、2#、3#水樣隨著濃縮時間的推移,濃縮液的COD濃度提升明顯,而蒸發(fā)出水的COD濃度顯得相對較為穩(wěn)定,且設(shè)備運(yùn)行5h以后3個水樣的COD去除率均在99%以上。從三批水樣的運(yùn)行穩(wěn)定性來看:乳化液廢水(濃度在8~10%)單獨(dú)收集處理的效果相對較好,且COD去除率可維持在99.6%以上,但是因?yàn)閱为?dú)收集的乳化液廢水COD濃度130 000 mg/L,故蒸發(fā)出水濃度(COD值 2 000±500 mg/L)相對較高,需要進(jìn)行后續(xù)處理。結(jié)合N、P的檢測結(jié)果,無論使用好氧處理(按營養(yǎng)需求BOD5:N:P=(100~150):5:1計(jì))還是厭氧處理(按營養(yǎng)需求BOD5:N:P=350:5:1計(jì))都需要額外添加營養(yǎng)物質(zhì)。
3.2 耗能、壓縮比的對比分析
單位能耗Q是指處理單位質(zhì)量的廢水所消耗的能量,本文以處理1 t廢水所消耗的電能(單位kWh)來計(jì)算。對比圖12、13、14可以發(fā)現(xiàn):(1)1#、2#、3#水樣分別在30 h、7 h、10 h之后開始轉(zhuǎn)入穩(wěn)定的耗能階段,前期的耗能普遍較大且能耗的上升速率較快,主要原因在于該階段需要將物料加熱升溫至80℃左右、另還需將自來水加熱產(chǎn)生的大量初始蒸汽,為此消耗了大量的能量;(2)1#水樣的耗能在物料1 h達(dá)到高點(diǎn),對應(yīng)溫度為78.5℃,隨著溫度的進(jìn)一步升高,二次蒸汽的產(chǎn)生量逐漸增大、能量的回收利用率越來越高,隨著時間后延至20 h左右設(shè)備運(yùn)行參數(shù)趨于穩(wěn)定,能耗值主要就是機(jī)械壓縮裝置的電耗,并維持在150 kWh/t(廢水);2#變化趨勢較為平緩,與1#水樣有些類似,但是單位能耗的變化不是太大,且后來處在約 200 kWh/t(廢水);3#水樣在MVR運(yùn)行時間為 30 h-44 h時,進(jìn)料量和能耗均發(fā)生了突變,這可能是由于原料的分層導(dǎo)致的結(jié)果,后續(xù)能耗仍在呈現(xiàn)下降趨勢并逐步接近200 kWh/t(廢水)。
壓縮比ε是指進(jìn)、出蒸汽壓縮機(jī)的蒸汽壓強(qiáng)Pi、P0的比值,或指蒸發(fā)器蒸汽壓強(qiáng)與壓縮機(jī)出口壓強(qiáng)的比值,以ε表示,ε=P0/Pi[2]。溫升△T表征的是二次蒸汽在壓縮機(jī)的機(jī)械作用下產(chǎn)生的內(nèi)能升高情況,本文通過溫度差異來體現(xiàn),將進(jìn)口溫度(即自汽化分離室產(chǎn)生的二次蒸汽溫度)記作T1,出口溫度(即蒸汽壓縮后的溫度)記作T2,則△T= T2- T1。由圖12、13、14可以看出壓縮比與溫升保持了較好地一致性,從設(shè)備的實(shí)際運(yùn)行參數(shù)驗(yàn)證了整個運(yùn)行過程的穩(wěn)定性和獲取數(shù)據(jù)的可信性。
綜合設(shè)備運(yùn)行的監(jiān)控?cái)?shù)據(jù),我們可以發(fā)現(xiàn)不同的水質(zhì)就能耗而言,單獨(dú)收集乳化液進(jìn)行處理的成本不到后兩種處理方式的75%,且進(jìn)料的頻率較為穩(wěn)定,筆者認(rèn)為1#水樣單獨(dú)處理的設(shè)備運(yùn)行優(yōu)勢主要體現(xiàn)在:(1)進(jìn)料泵可以更加穩(wěn)定地進(jìn)料,特別是在10 h進(jìn)料始終維持在0.1 t/h左右;(2)能耗的穩(wěn)定意味著機(jī)械壓縮機(jī)可以持續(xù)穩(wěn)定的按照某一個頻率運(yùn)行,可以有效減少對管道、設(shè)備等的沖擊,從而大大降低維護(hù)、維修的成本。
綜合上述試驗(yàn)中的水質(zhì)變化和設(shè)備運(yùn)行參數(shù)情況,我們可以得出MVR技術(shù)對1#水樣的處理效果和設(shè)備運(yùn)行效果更具有優(yōu)勢。
4 結(jié)論
本文通過對三批試驗(yàn)水樣的水質(zhì)及平均耗能等試驗(yàn)結(jié)果的對比可以看出:(1) MVR技術(shù)是實(shí)現(xiàn)乳化液油水分離的有效途徑,COD的去除率高達(dá)99%以上。(2)廢水處理的耗能與乳化廢液含水率息息相關(guān),即乳化廢液所占比重越大,耗能越小;反之,廢水含水率越高,綜合耗能越大。本次試驗(yàn)的1#水樣(乳化液的含水率為90%-92%)的電耗為150 kWh/t,相比較傳統(tǒng)的混凝-氣浮、混凝-沉淀、混凝-超濾等方法具有明顯的優(yōu)勢。(3)乳化廢液濃度越高,成分越單一越有利于進(jìn)一步濃縮且分層越少,原料的均一穩(wěn)定更加有利于設(shè)備運(yùn)行的穩(wěn)定,能有效降低運(yùn)行的維護(hù)成本。(4)1#水樣的蒸發(fā)出水澄清度高,可適當(dāng)考慮內(nèi)部系統(tǒng)的回用;但是其COD含量相對較高,在外排前必須外加N、P等營養(yǎng)物質(zhì)再進(jìn)行生物處理;1#水樣的濃縮液均一穩(wěn)定,可作為廢油進(jìn)行回收利用,具體的用途還有待做進(jìn)一步的研究。
綜上所述,MVR處理技術(shù)處理汽車行業(yè)的高濃度乳化液廢水行之有效,且建議采用“分類收集、單獨(dú)處理”為宜。
[參考文獻(xiàn)]
[1]張金彪.絮凝-氧化鋯膜微濾處理軋鋼乳化液廢水[M].天津:天津大學(xué)碩士學(xué)位論文.2007:6.
[2]陳 偉,張 紅.化工工藝設(shè)計(jì)手冊[M].化學(xué)工業(yè)出版社,2009:964-1000.
Research on Highly-concentrated Emulsified Wastewater Treatment
Based on MVR Technology
YE Xing-gang
(Hubei Industrial Polytechnic,Shiyan 442000.China)
Abstract: This paper introduces the treatment of highly-concentrated emulsified wastewater in automobile industry based on the MVR technology,applies pilot scale tests on several kinds of wastewater. And comparisons are made on changes of parameters of removal efficiency(%),chemical oxygen demand(COD),ammonia(NH3-N),phosphate(P),feed rate(M),unit energy consumption(Q),and compression ratio(ε)in accordance with the running time(T)of MVR. The result shows that when it is treated individually,the treatment efficiency is higher(>99.5%),the energy consumption lower,and the emissions concentration more stable. However,since the inlet concentration is as high as over 100000 mg/L,the outlet concentration turns higher accordingly, and subsequent treatment facilities should be set.
Key words: MVR emulsified wastewater;COD;compression ratio;unit energy consumption
