烘烤時間和溫度對球鐵焊縫組織的影響
2016-05-12 07:25:47沈剛王永宏王賢亮共享裝備股份有限公司寧夏銀川750021
中國鑄造裝備與技術 2016年6期
關鍵詞:焊縫
沈剛,王永宏,王賢亮(共享裝備股份有限公司,寧夏銀川 750021)
烘烤時間和溫度對球鐵焊縫組織的影響
沈剛,王永宏,王賢亮
(共享裝備股份有限公司,寧夏銀川 750021)
介紹了焊后烘烤時間和溫度對球鐵焊縫處組織的影響,并通過對不同焊后烘烤溫度和時間的球鐵焊縫組織進行對比分析,得到了比較理想的焊后烘烤時間和溫度,使得焊縫處得到了良好的球鐵組織。
球墨鑄鐵;氣焊;缺陷修復
0 背景介紹
球墨鑄鐵中碳以球形石墨形態存在于鑄鐵基體中,因此對基體的“割傷”效果更小。球墨鑄鐵的抗拉性能要遠遠高于灰鐵件,甚至可以達到基體組織性能的70%~90%,因此球墨鑄鐵在具體較高性能要求的鑄件上得到了“青睞”。2014年球墨鑄鐵所占鑄造年產量的26.8%(含鑄鋼件和鋁合金件),其與灰鑄鐵的產量比例達到了1∶1.67,今后球墨鑄鐵的產量將會進一步提升。同時目前球墨鑄鐵的廢品率普遍偏高,一方面由于由于球鐵自身的生產難度;另一方面與其焊接修復難度大也有很大關系。
球墨鑄鐵的焊接修復過程實質屬于鑄件的“局部成型”,其同樣存在材料的熔化、材料的凝固等冶金過程。同時由于其熔化的材料少,冷卻時間快,整個過程類似金屬型鑄造。在整個焊接過程中,石墨更趨于按照介穩定系轉變形成 Fe3C,焊接區域極易出現白口層。這些白口層雖然很窄,但是其硬度很高,特別是在鑄件重要的滑動導軌部位,會產生“硬點”,導致零件運行過程出現振動,影響整個零件的精度。如何在焊縫處形成與母材結構相近的球墨鑄鐵組織,一直是球墨鑄鐵焊接所要攻克的難點。
1 試驗設計
球墨鑄鐵中石墨球的形成機理有很多學說。其中過冷說是依據球狀石墨在析出過程中,完成共晶轉變所需要的過冷度較片狀石墨大。其理論認為,過冷增加了碳的過飽和度,使得結晶速率增加,從而減小了石墨晶體沿a軸方向與沿c軸方向的生長速度的差別,因此形成石墨球化。如果在氣焊結束后,對焊縫處進行烘烤能夠明顯的降低焊縫處的冷卻速度,從達到降低過冷度的目的,有利于球狀石墨的形成。
1.1 試驗準備
焊材為微合金化鑄鐵同質焊材,氧炔焰為焊接試驗熱源。焊接試塊開設U型坡口,坡口深度30 mm,角度60°左右,見圖1。在焊接時填滿U型坡口形成焊縫。
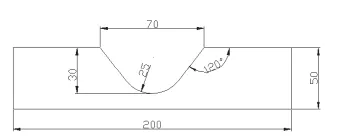
圖1 焊接試樣坡口示意圖
1.2 試驗方案
試驗選定不同的烘烤時間和烘烤溫度,對試塊進行焊接,焊接后對焊縫進行加工,觀察焊后的形貌和金相組織。其中烘烤溫度分別設定為300 ℃、400 ℃、500 ℃、600 ℃和700 ℃,烘烤時間分別設定為5 min、10 min、15 min和20 min。試塊按照表1進行編號。
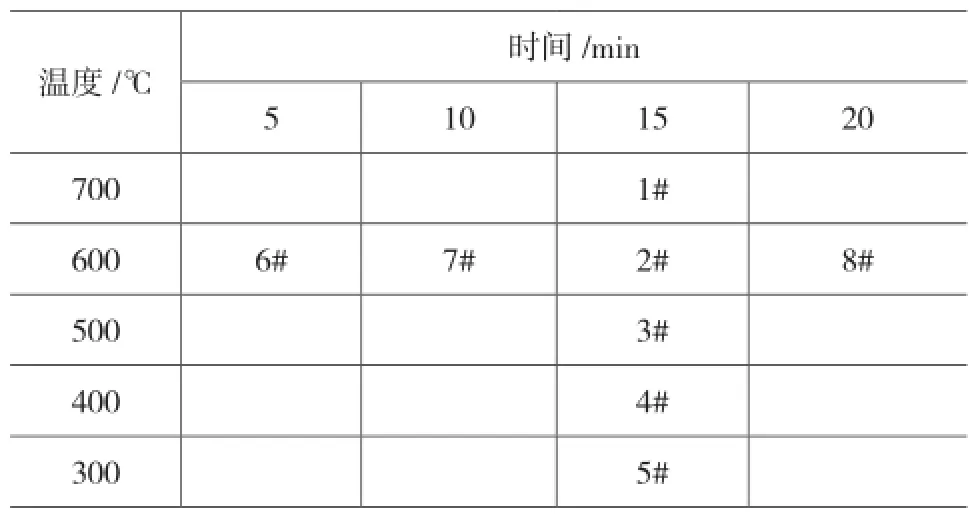
表1 試塊編號順序
1.3 試驗結果分析
1.3.1 外觀形貌分析
如圖2所示為不同烘烤溫度焊縫形貌,其中圖2.a試塊的試驗條件為700 ℃保溫15 min、圖2.b試塊的試驗條件為600 ℃保溫15 min、圖2.c試塊的試驗條件為300 ℃保溫15 min。從圖2的試驗結果可以看出,相同的停滯時間下,溫度越高加工后焊縫處的色澤越深。
如圖2.a所示,當溫度為700 ℃時加工后焊縫處的顏色明顯深于母材;如圖2.c所示,當溫度為300 ℃時加工后焊縫處的顏色明顯亮于母材;如圖2.b所示,當溫度為600 ℃時焊縫處的顏色與母材最接近。烘烤溫度越高石墨長大的傾向越明顯,如果在高溫區長時間停滯可能導致焊縫處的石墨過于粗大,焊縫顏色相比母材發暗,影響加工后的形貌。
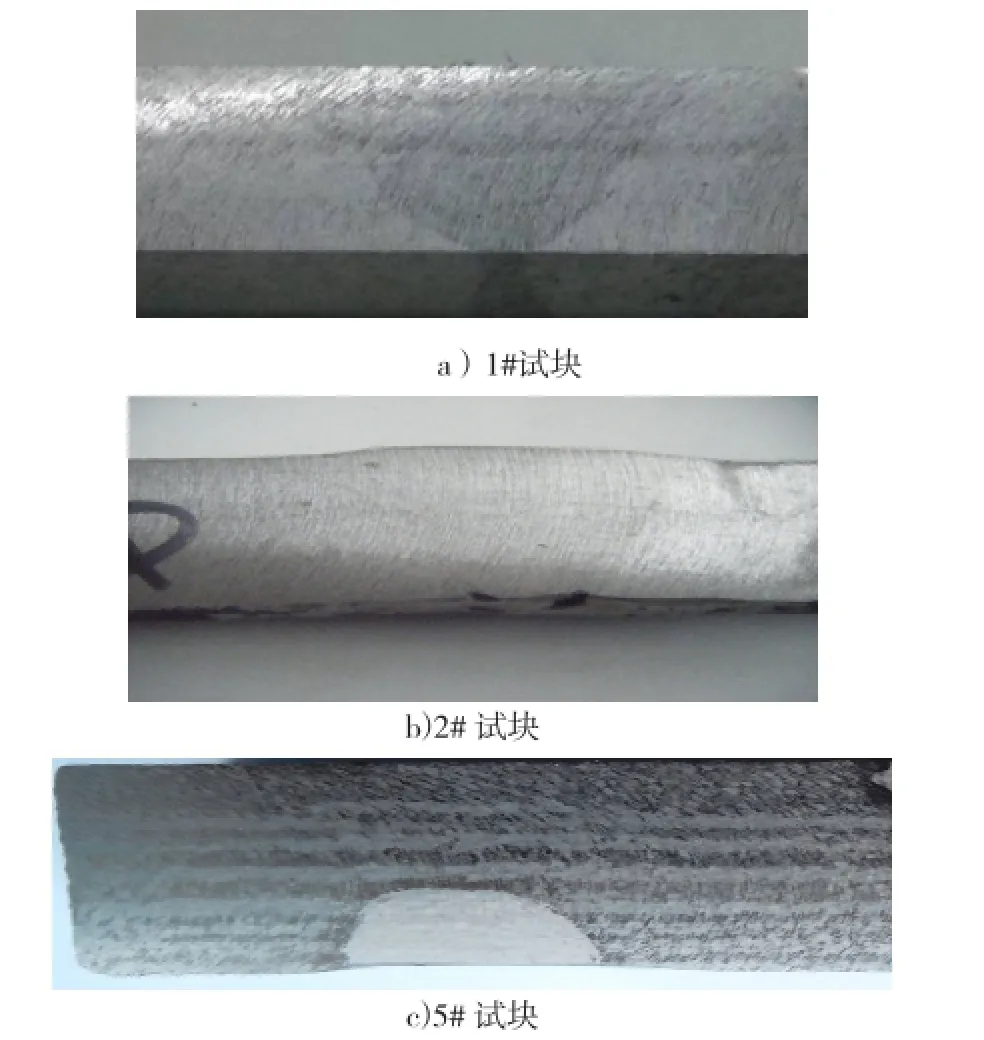
圖2 不同烘烤溫度焊縫形貌
在相同的烘烤溫度下,延長烘烤時間也有利于石墨的形成,同時也會出現時間過長而顏色變深的情況,具體效果如圖3所示,其中圖3.a的試驗條件為600 ℃保溫10 min、圖3.b的試驗條件為600 ℃保溫20 min。
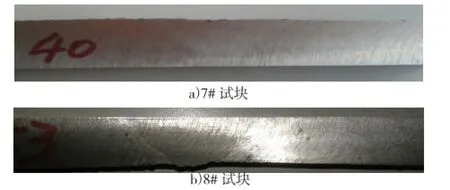
圖3 不同烘烤時間的焊縫形貌
1.3.2 金相組織分析
圖4為5#試塊在300 ℃下保溫15 min的焊縫處和母體的金相結構拼接照片,圖5為4#試塊在400 ℃下保溫15 min的焊縫處和母體的金相結構拼接照片,圖6為3#試塊在600 ℃下保溫15 min的焊縫處和母體的金相結構拼接照片,其中左側為母體金相結構、右側為焊縫處金相結構。
從圖4、圖5和圖6中可以看出,在烘烤時間相等的情況下,隨著烘烤溫度的升高,右側焊縫處的石墨球逐漸長大、且形狀變得的規整。當烘烤溫度為600 ℃、烘烤時間為15 min時,焊縫處石墨球的尺寸跟接近母材石墨球的尺寸。
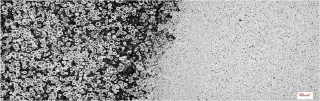
圖4 5#試塊腐蝕后的金相照片(300℃,15min)
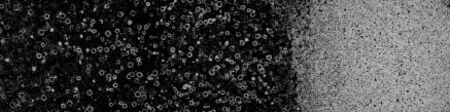
圖5 4#試塊腐蝕后的金相照片(400℃,15min)
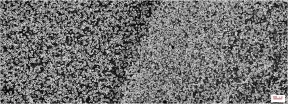
圖6 3#試塊腐蝕后的金相照片(600℃,15min)
對5#試塊的焊縫處做金相檢測,在放大500倍的情況下觀察,具體如圖7所示。從圖7中可以看出,5#試塊的焊縫處的球形石墨周圍存在近似D型和E型的枝晶狀石墨。根據石墨形成的“過冷理論”知,形成球墨鑄鐵的過冷度要低于灰鑄鐵的過冷度。如圖8,當焊接過程熔化的金屬在冷卻時,其過冷度大于球形石墨形成的條件時,部分石墨會形成點狀或片狀石墨。由于手動烘烤過程溫度控制不精準,導烘烤溫度忽高忽低,熔化的金屬在凝固過程的過冷度也隨之變化,最終形成條形石墨和球形石墨并存的組織結構。而在其他較高烘烤溫度的試塊中未發現此類問題。
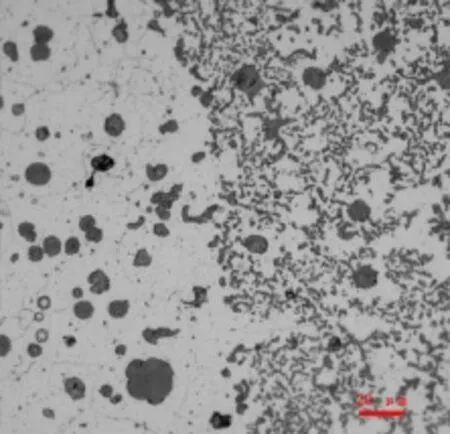
圖7 5#試塊腐蝕后的金相照片(300℃,15min)
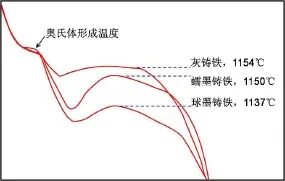
圖8 不同形態石墨對應的過冷度
1.3.3 機械性能分析
焊后烘烤的溫度對于焊縫組織也有重要影響。烘烤溫度越高,母材冷卻速度越小,越有利于石墨的析出,鐵素體含量增多,珠光體量減少,焊縫硬度越低。當焊后無熱輸入時,即鑄件焊后于室溫下空冷,焊縫冷卻速率較大,鐵素體與石墨的析出較少,珠光體含量相對較多,焊縫硬度較高。焊后對鑄件進行600 ℃的烘烤,可獲得與鑄件性能相匹配的焊接區。
同樣延長烘烤時間也對機械性能有顯著的影響。從圖9可以看出,火焰烘烤時間較短時,母材冷速較大,焊縫硬度增大。因此,適當延長焊接時間,提高焊后保溫時間,對于焊縫硬度的控制有著很好的作用。
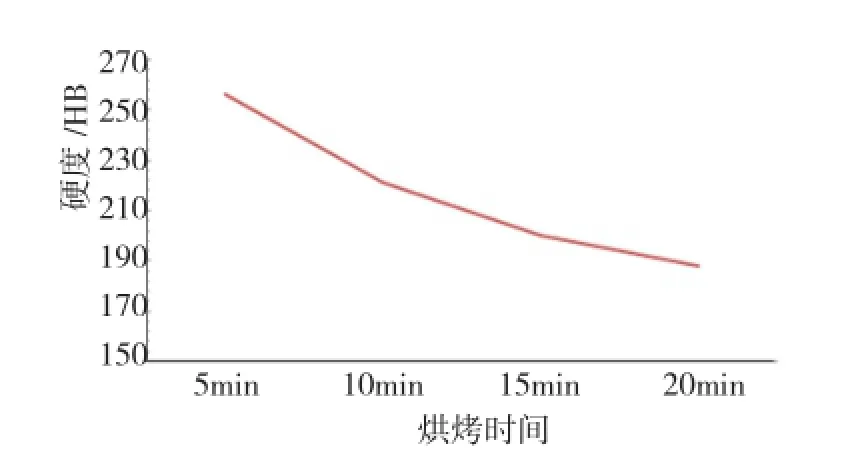
圖9 烘烤時間與焊縫硬度的關系
2 結論
在球鐵氣焊過程中,焊接完畢后立即對焊縫進行烘烤,將有利于降低焊縫處的過冷度,有利于球形石墨的形成。隨著焊后烘烤溫度的升高,對石墨球的形成和成長越有利,也更利于后期的加工性能,但溫度過高會導致加工后焊縫處顏色較深;同樣的延長保溫時間也使焊縫處顏色較母材深。經過試驗總結,將焊后烘烤溫度控制在600 ℃、停滯時間控制在15 min可以使得焊縫處的顏色和母材基本一致。
[1] 任永明.微合金化同質焊材鑄鐵焊接區域硬度控制[D].西安:西安理工大學,2011:37-41.
[2] 趙悅光,郭敏,晁革新,等. QT400-18球墨鑄鐵焊補工藝研究[J].中國鑄造裝備與技術,2016(1).
Baking time and temperature on the inf l uence of the weld microstructure of ductile iron
SHEN Gang,WANG YongHong,WANG XianLiang
(Kocel Machinery Limited,Yinchuan 750021,Ningxia,China)
This article describes the different effects the baking time and temperature on the weld after welding organizations, and through the different welding after the baking temperature and time of the test summary. Finally got the ideal welding after the baking time and temperature, such that the weld was good ductile iron organization.
ductile iron;gas welding;repair defects
TG246;
A;
1006-9658(201 6)06-0013-03
10.3969/j.issn.1 006-9 658.2016.06.004
2016-08-24
稿件編號:1608-1485
沈剛(1975—),男,工程師,主要從事鑄件生產工藝和過程質量控制等工作.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07