年產(chǎn)3萬噸汽車底盤鑄件的車間設(shè)計
2016-05-12 07:25:47李東明劉崇智中國汽車工業(yè)工程有限公司天津3003中鐵山橋集團有限公司河北秦皇島06605
中國鑄造裝備與技術(shù) 2016年6期
關(guān)鍵詞:系統(tǒng)
李東明,劉崇智(.中國汽車工業(yè)工程有限公司,天津 3003;.中鐵山橋集團有限公司,河北秦皇島 06605)
年產(chǎn)3萬噸汽車底盤鑄件的車間設(shè)計
李東明1,劉崇智2
(1.中國汽車工業(yè)工程有限公司,天津 300113;2.中鐵山橋集團有限公司,河北秦皇島 066205)
介紹了年產(chǎn)3萬噸汽車底盤鑄件的車間設(shè)計過程。熔化設(shè)計采用2套5 t中頻無芯感應(yīng)電爐,造型采用2條水平脫箱造型線,配套120 t砂處理系統(tǒng),制芯采用冷芯和熱芯相結(jié)合工藝,同時對清理流程進行了說明。車間工藝布局合理,物流順暢,建成投產(chǎn)后,生產(chǎn)運轉(zhuǎn)情況良好。
車間設(shè)計;脫箱造型線;設(shè)備選型;工藝流程
0 引言
某企業(yè)由于近年來汽車鑄件需求量增加的需要,委托我公司進行年產(chǎn)3萬噸汽車鑄件的車間設(shè)計。本文重點介紹了該車間的工藝設(shè)備選型及工藝流程、工藝布局,以供同行參考。
1 產(chǎn)品及生產(chǎn)綱領(lǐng)
該車間主要生產(chǎn)制動蹄、支架、軸承座等汽車鑄件,材質(zhì)為QT450、QT600,鑄件單件毛坯質(zhì)量5.6~29 kg,年產(chǎn)量數(shù)量合計12萬件,年產(chǎn)鑄件總質(zhì)量約3萬噸。
本次車間設(shè)計采用三班工作制。每周工作5天,全年共工作250天。第一、二班每班工作8小時,第三班工作6.5小時。設(shè)備年時基數(shù)5 010小時;工人年時基數(shù):第一班、二班為1 780小時,第三班為1 450小時。
2 主要工藝說明
2.1 造型
造型工藝的確定是造型工部設(shè)計的關(guān)鍵,直接影響鑄件品質(zhì)、車間工藝水平、車間工作條件和綜合經(jīng)濟效益等[1]。根據(jù)產(chǎn)品特點、生產(chǎn)性質(zhì)、生產(chǎn)規(guī)模,為滿足鑄件的品質(zhì)、尺寸精度要求,本項目采用2條水平分型脫箱造型線,砂胎尺寸確定為700×600×(180~250)/(180~250)mm,鑄件按1~4件/型布置,年造型綱領(lǐng)為1 150 000型,造型廢品率2%,鑄件廢品率5%,設(shè)備年時基數(shù)5 010小時,考慮設(shè)備開動率75%,每條造型線的需要生產(chǎn)率為1 150 000×1.05×1.02/(5 010×2×0.75)≈163型/小時。
選用設(shè)計生產(chǎn)率180型/小時(含下芯)的脫箱造型線2條。造型主機由兩只上箱、兩只下箱構(gòu)成,循環(huán)周期20秒,采用技術(shù)先進的垂直向下射砂的加砂、壓實方式,水平向起模、合型、澆注。配備底注式自動澆注機進行澆注,澆包1.5 t(有效容量1.1 t),帶有隨流孕育裝置;在線冷卻時間約90分鐘,澆注后的套箱冷卻輸送線設(shè)封閉的頂吸罩,通過離心通風機收集后高空排放,套箱脫箱后采用皮帶輸送冷卻;砂胎從皮帶端部進入振動輸送機,振動破碎然后進入落砂冷卻滾筒進行冷卻、落砂,舊砂通過地溝內(nèi)的帶式輸送機收集后進入砂處理工部,鑄件則從滾筒轉(zhuǎn)卸到鱗板輸送機進入清理工部。
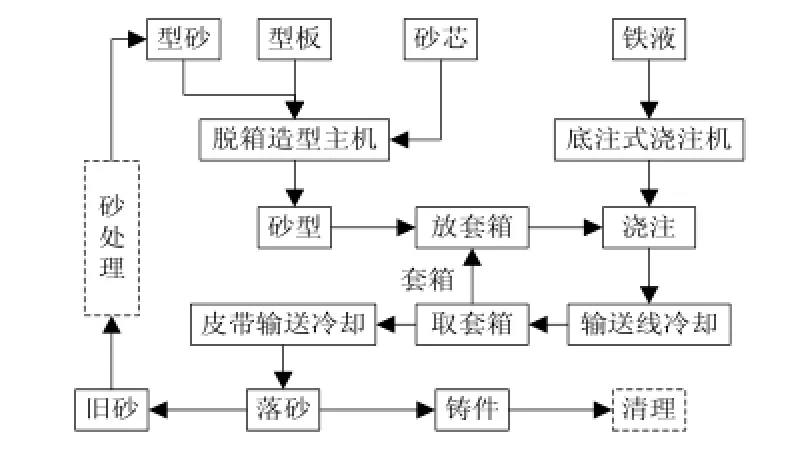
圖1 造型工藝流程圖
2.2 熔化
熔化采用中頻無芯感應(yīng)電爐熔煉工藝。
根據(jù)企業(yè)提供的生產(chǎn)數(shù)據(jù),綜合廢品率按5%計算,球鐵件工藝出品率按75%計算,金屬液需要量的不平衡系數(shù)取1.2[1],根據(jù)生產(chǎn)綱領(lǐng)30 000噸/年,設(shè)備年時基數(shù)5 010小時,計算小時鐵液需求量為約10 t/h。設(shè)計選用2套5t/h中頻無芯感應(yīng)電爐熔煉鐵液,電爐為雙爐體、雙供電、功率3 500 kW/套,獲得高溫、優(yōu)質(zhì)鐵液。每個電爐爐體自帶有煙氣除塵罩,每套電爐設(shè)1套除塵系統(tǒng)、1套電源冷卻塔(閉式)、1套爐體冷卻塔(閉式)。
電爐配備1套電爐自動加配料系統(tǒng),采用電磁橋式起重機和電磁吸盤,按設(shè)定的料單從爐后吸取爐料,分別加入振動輸送加料車(有效裝載量3 t),每個爐體對應(yīng)1臺加料車,通過加料車將爐料加入電爐內(nèi)。合金和增碳劑等輔料由人工稱量后加入。
鐵液球化處理采用“沖入法”,爐前設(shè)有快速分析室,檢測采用直讀光譜儀、碳硫分析儀和熱分析儀及其他一些常規(guī)檢驗裝置,以調(diào)整和控制鐵液品質(zhì)。
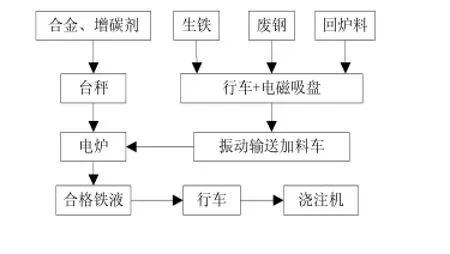
圖2 熔化工藝流程圖
2.3 砂處理
根據(jù)造型線的規(guī)格,型砂密度按1.5 g/cm3考慮,每條造型線小時最大型砂需求量為700×600×(360~500)×1.5×180÷109≈41~56.7(t/h)。設(shè)計兩條線共用1套120 t/h的砂處理系統(tǒng),其中混砂系統(tǒng)為兩個60 t/h混砂單元。
落砂后的舊砂經(jīng)過三級磁選,通過斗式提升機進入精細六角篩篩分,篩分后通過膠帶給料機可以選擇進入1臺120 t/h的沸騰冷卻床冷卻,也可以直接進入斗提機,再經(jīng)皮帶機、卸料器,進入舊砂庫,舊砂庫設(shè)置4個120 t的舊砂中間斗緩存舊砂;舊砂庫的舊砂經(jīng)圓盤給料機、皮帶、斗提機等分別卸入兩套混砂機單元上方的舊砂斗中;在舊砂庫與沸騰冷卻床之間位置設(shè)有新砂斗,為砂處理系統(tǒng)補充新砂。
混砂單元的舊砂是經(jīng)過砂秤稱量后加入,輔料則是通過氣力輸送系統(tǒng)從輔料發(fā)送間發(fā)送至混砂機上方的各個輔料斗中,經(jīng)螺旋給料機進入輔料秤自動稱量后加入;水是通過水定量裝置自動稱量/計量后加入。混砂機單元設(shè)有在線檢測,合格的型砂通過圓盤給料機、帶式輸送機送至造型主機上方的型砂斗,供造型使用;不合格的型砂則通過卸料器排至造型主機下方的廢砂收集皮帶,再通過斗提機排到造型線的冷卻輸送皮帶上,經(jīng)落砂回到砂處理系統(tǒng)。
砂處理系統(tǒng)采用三套離線脈沖反吹除塵系統(tǒng),落砂除塵系統(tǒng)的除塵風量為67 000 m3/h,沸騰冷卻床除塵系統(tǒng)風量為43 000 m3/h,砂處理除塵系統(tǒng)風量為94 000 m3/h;為防止除塵管路“結(jié)露”,設(shè)有2套管道加熱系統(tǒng),落砂除塵系統(tǒng)1套,沸騰冷卻床除塵系統(tǒng)1套。
砂處理系統(tǒng)采用“一”字型塔式結(jié)構(gòu)布置,設(shè)有集中控制室,采用“PLC+工控機”的組合方式,具備手動控制功能、自動控制及上位機管理功能。
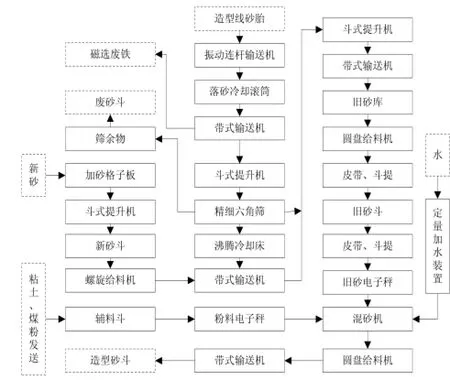
圖3 砂處理工藝流程圖
2.4 制芯
型芯品質(zhì),對鑄件質(zhì)量的好壞影響非常大,甚至超過鑄型對鑄件的影響。覆膜砂熱芯盒工藝制作的型芯耗砂量少、質(zhì)量輕、排氣性好、吸濕性低且便于存放,采用的覆膜砂流動性好、利于成型,但生產(chǎn)率低,覆膜砂的成本較高、能耗大。冷芯盒工藝是一種高效制芯工藝,與熱芯盒比較,具有高效、節(jié)能、勞動條件好等優(yōu)點,現(xiàn)已廣泛應(yīng)用于鑄造生產(chǎn)。
根據(jù)產(chǎn)品砂芯特點及造型能力需要,本項目制芯采用冷芯盒與熱芯盒相結(jié)合的制芯工藝,選用4臺25 L冷芯盒射芯機、2臺25 kg熱芯盒射芯機。冷芯機配備新砂發(fā)送系統(tǒng)、混送砂系統(tǒng)、樹脂自動泵送系統(tǒng)、三乙胺供胺系統(tǒng)、三乙胺尾氣處理系統(tǒng),人工取芯放到轉(zhuǎn)運車上存放,需要浸涂料的砂芯,運至上涂料工位,涂掛后放到通過式燃氣表干爐進行烘干,烘干后的砂芯仍通過轉(zhuǎn)運小車存儲并輸送至造型線下芯區(qū);熱芯機采用全自動射芯機,垂直分型,動模開模后能向上90 °傾轉(zhuǎn),向上頂出砂芯,人工取芯后通過砂芯小車儲存轉(zhuǎn)運。
冷芯機制芯生產(chǎn)過程產(chǎn)生的三乙胺尾氣,通過三乙胺尾氣凈化系統(tǒng)的氣砂分離、稀磷酸噴霧中和、脫液過程高效凈化后高空排放,凈化效率99%以上,滿足國家排放標準要求;熱芯機制芯生產(chǎn)過程中煙氣,通過頂吸罩、側(cè)吸罩及通風管道收集后,經(jīng)離心通風機高空排放,車間環(huán)境得到改善。
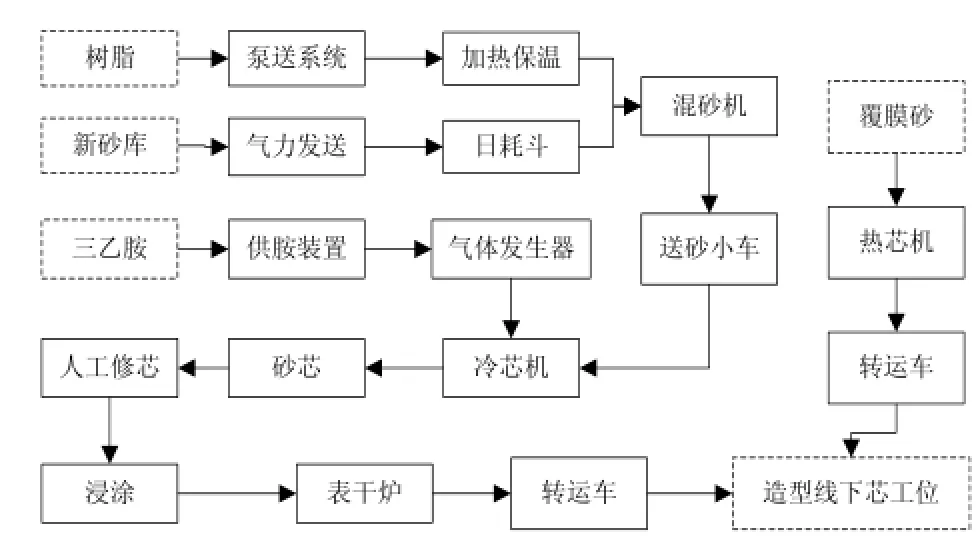
圖4 制芯工藝流程圖
2.5 清理
從滾筒出來的鑄件,通過鱗板輸送機輸送,并在鱗板輸送機輸送線路上架設(shè)安裝液壓鉗,用于鑄件澆冒口的分離,分離后的冒口通過鱗板輸送機直接進入爐后的料坑回用,鑄件則由人工操作輕型懸掛起重機轉(zhuǎn)放到另外一條板式輸送機上,在板式輸送機端部裝框。
設(shè)2臺吊鉤拋丸清理機、2臺履帶式拋丸清理機用于鑄件的拋丸處理,拋丸后的鑄件轉(zhuǎn)運至打磨區(qū),人工使用立式雙頭砂輪機進行打磨(自帶除塵器),打磨后轉(zhuǎn)運至鑄件涂裝線上涂料,經(jīng)吹灰、浸涂、流平、烘干、強冷工序處理后下線裝框,進入成品庫。
人工打磨清理區(qū)設(shè)有廢砂收集系統(tǒng),收集清理產(chǎn)生的廢砂集中到室外的廢砂斗中,定期運出場外再生。
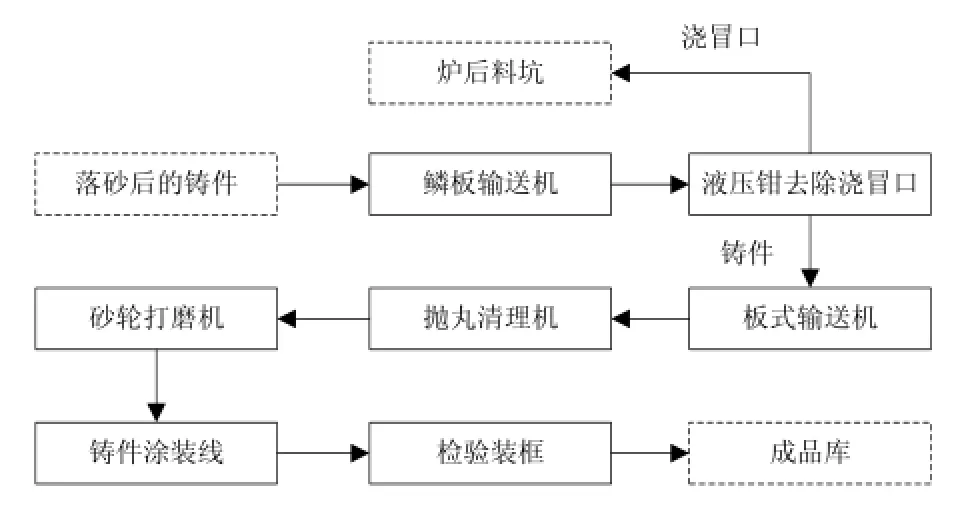
圖5 清理工藝流程圖
3 車間工藝布置設(shè)計
車間工藝平面布置圖見圖6所示。車間整體布局采用縱橫跨的布置形式,車間各工序集中布置,設(shè)置有熔化、造型、砂處理、制芯、清理以及成品庫,整體布局緊湊,物流簡捷、順暢。設(shè)計以造型線為核心,將2條脫箱造型線布置在一個27 m跨內(nèi),熔化爐前區(qū)域也設(shè)置在造型跨內(nèi),便于鐵液的輸送;爐后跨設(shè)在造型北側(cè)18 m跨內(nèi),砂處理設(shè)在造型南側(cè)一個12 m跨內(nèi);制芯設(shè)在車間西側(cè)一個30 m跨內(nèi),清理穿插利用爐后、造型、砂處理東側(cè)端部空間,成品庫設(shè)在車間東側(cè)一個24 m跨內(nèi)。
車間周邊就近貼建生產(chǎn)輔房及公用站房,利用車間周邊綠化帶放置除塵器、冷卻塔、通風風機等工藝公用設(shè)施。車間總建筑面積約10 987 m2,車間全長181 m、寬57 m,主體采用全鋼結(jié)構(gòu),其他車間輔房采用混凝土結(jié)構(gòu)。
圖6 車間工藝平面布置圖
4 結(jié)語
合理的設(shè)備選型及車間布置,不僅可以獲得高品質(zhì)的產(chǎn)品,而且可以有效利用土地,減少投資成本;高效、簡捷的物流設(shè)計,可以有效提升生產(chǎn)效率,減少運行成本,為企業(yè)創(chuàng)造更好的效益。該項目自投產(chǎn)以來,設(shè)備運行穩(wěn)定、可靠,設(shè)備布置合理、物流順暢,鑄件品質(zhì)、產(chǎn)能均達到了企業(yè)要求的目標。
[1] 鑄造車間和工廠設(shè)計手冊編委會編.鑄造車間和工廠設(shè)計手冊[M].北京:機械工業(yè)出版社,1995:39-40.
[2] 張建華,鑄造車間主要工部能力計算[J].中國鑄造裝備與技術(shù), 2013(2).
[3] 余博,劉小龍,任興武,等. 年產(chǎn)10萬噸發(fā)動機鑄件車間設(shè)計[J].中國鑄造裝備與技術(shù),2015(2).
業(yè)界資訊 Information
第十屆廣州國際模具展覽會圓滿閉幕
第十屆廣州國際模具展覽會(Asiamold)圓滿結(jié)束,迎來破紀錄的入場人數(shù),同期高峰論壇和研討活動提供行業(yè)實用資訊、促進商貿(mào)交流,大會活動亦獲與會人士一致好評。展會于201 6年9月20至22日在廣州中國進出口商品交易會展館舉行。三天展期云集12個國家和地區(qū)的360家參展商,展示行業(yè)最先進、熱門的模具、壓鑄、金屬加工和3D打印技術(shù)。除了強大企業(yè)參展陣容,2016年展會亦迎來68個專業(yè)買家團。在一眾知名品牌的支持下,展會成功吸引43個國家和地區(qū)的23,017名觀眾,較上屆增加5.7%。
展會成效廣獲參展商和觀眾肯定。參與Asiamold的眾多品牌,包括模具和壓鑄供應(yīng)商、注塑成型和3D打印的制造和服務(wù)商等,均認同展會有助于他們向目標客戶突顯公司優(yōu)勢,強化品牌推廣。
亞洲3D打印專區(qū)是展會的一大亮點,展會吸引不少海外觀眾遠到而來,包括來自美國、在Advance Tooling Concepts任職環(huán)球模具副總裁的Jed Rust先生。
同期高峰論壇和研討活動提供行業(yè)實用資訊、促進商貿(mào)交流
展會同期亦舉行了一系列精彩紛呈的研討活動,激發(fā)行業(yè)靈感,為企業(yè)制定商業(yè)策略提供新思路。為了慶祝展會十周年,今年主辦方帶來首屆廣州國際模具及增材制造技術(shù)高峰論壇。活動邀請15名行業(yè)專家擔任演講嘉賓,分享行業(yè)新知和最新市場趨勢。此外,展會亦同期舉辦了32場高端研討活動,探討模具、壓鑄、3D打印等熱門議題。
展會期間舉行的峰會、研討會等活動是了解行業(yè)需求和挑戰(zhàn)的重要場合,同時也為行業(yè)人士交流資訊和經(jīng)驗提供了機會。論壇吸引眾多與會者,他們的問題顯示其專業(yè)性,參觀者很高興有這樣的機會和與會人士互動交流。
展會由廣州光亞法蘭克福展覽有限公司主辦,屬于一系列國際性行業(yè)展會的成員之一,包括formnext法蘭克福國際精密成型及3D打印制造展覽會和日本INTERMOLD。來屆formnext將于2016年11月15至18日于德國法蘭克福舉行。至于日本INTERMOLD,下一屆將于2017年4月12至15日于日本東京舉行。
來屆廣州國際模具展覽會將與SIAF廣州國際工業(yè)自動化技術(shù)及裝備展覽會于2017年3月1至3 日在廣州中國進出口商品交易會展館同期舉行。SIAF廣州展是中國工業(yè)自動化行業(yè)進行業(yè)務(wù)交流、捕獲商機的最重要平臺之一。工業(yè)自動化、快速制造和模具在多方面相輔相成,兩展協(xié)力,可為參展商和觀眾創(chuàng)造更大的協(xié)同效應(yīng)。查詢更多有關(guān)廣州國際模具展覽會詳情,請瀏覽網(wǎng)站:www.asiamold-china.com或電郵至asiamold@china.messefrankfurt.com
Design of casting workshop with annual production of 30000 tons automotive chassis casting
LI DongMing
(Automotive Engineering Corporation, Tianjin 300113,China)
This paper introduces the design of casting workshop with an annual output of 30000 tons automotive chassis casting. The workshop has 2 sets of 5 t/h intermediate frequency coreless induction furnace for melting iron. Two horizontal parting fl askless molding lines are used for molding with 120 t/h sand treatment system. The production of sand core is completed by using both cold box process and hot core box process. Cleaning process is also introduced. The workshop has a reasonable process layout and smooth logistic. And these make the workshop operating good after being put into production.
workshop design;f l askless molding line;equipment selection; process fl ow
TG28;
A;
1006-9658(201 6)06-0054-04
10.3969/j.issn.1 006-9 658.2016.06.01 7
2016-04-21
稿件編號:1604-1344
李東明(1984—),男,工程師,主要從事鑄造車間工程設(shè)計工作.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32