鑄態QT500-7球鐵齒輪箱的生產
2016-05-12 07:25:47張錫聯岳陽職業技術學院湖南岳陽414000
中國鑄造裝備與技術 2016年6期
關鍵詞:工藝
張錫聯(岳陽職業技術學院,湖南岳陽 414000)
鑄態QT500-7球鐵齒輪箱的生產
張錫聯
(岳陽職業技術學院,湖南岳陽 414000)
敘述了鑄態Q T500-7球鐵齒輪箱的技術要求與鑄造工藝方案。分析了生產球鐵的原材料、化學成分,球化處理、孕育處理等主要工藝因素對齒輪箱生產的影響。
鑄態球墨鑄鐵;球化與孕育處理;鑄造工藝
時速在120 km/h的電力機車是采用六軸電力牽引,電機體積小、功率大,傳動齒輪箱結構特殊、受力復雜、強度高而可靠,是整套牽引系統重要的鑄件[1],材料采用球墨鑄鐵,牌號為QT500-7,鑄件凈質量達306 kg。為了減輕機車自質量,鑄件采用結構優化設計,筋、凸臺多,壁厚差別大,有多處孤立的熱節,在需加工的凸臺、軸頸、端面處要求在定貨方加工后進行超聲波探傷UT和磁粉探傷MT,必須消除鑄件內部縮松、夾渣、氣孔等缺陷,表面粗糙度、尺寸精度、質量誤差符合用戶要求。
1 鑄件結構
六軸車大齒輪箱結構如圖1、2,呈四分之一圓,兩直邊起支撐與連接作用,齒輪箱主體壁厚為10~12 mm并配有加強筋,螺釘連接部位設有凸臺,連接端面起強支撐作用,壁厚為40~48 mm,因此鑄件壁厚相差四倍以上。這些厚壁部位很難實現順序凝固,易產生縮孔縮松,在加工時形成宏觀缺陷,即便微觀缺陷也難通過UT,MT檢查。鑄件最大尺寸1 052 mm×1 024 mm×331 mm。兩端蓋孔為φ400 mm,φ700 mm ,內腔相通,便于砂芯設計。
2 齒輪箱鑄造工藝設計
2.1 鑄造工藝方案分析
采用中頻電爐熔煉鑄鐵工藝,呋喃樹脂砂造型與制芯保證型腔有足夠的強度、剛度,實現鑄件尺寸精度高,表面粗糙度低。
鑄件工藝設計首先方便造型、下芯,如圖1、2所示,齒輪箱高338 mm,中心面分型,型腔不深。1號下芯頭面積大φ700 mm,U向方形型芯頭起支承作用,支承強。2號芯頭靠1號芯支承。澆注系統避開了型芯,橫澆道長,鐵液在型腔內流道短,確保鐵液充型快、排氣暢通,便于橫澆道的補縮、集渣的目的。下箱鑄件加強筋只有10 mm高,而上箱加強筋40 mm高且多,在上砂箱便于排氣、充型。小端蓋孔為φ400 mm,壁厚最大,在上箱設置壓邊腰形冒口,再輔助以冷鐵,從鑄件結構上基本實現金屬液自下往上的順序補縮。

圖1 齒輪箱鑄造工圖一
2.2 澆注系統、冒口及冷鐵設計
球墨鑄鐵鐵液冶煉質量要求高,必須經過球化、孕育處理,溫度下降很多,且有較多氧化夾渣。因此澆注系設計有如下特點;①具有大流量快速平穩輸送鐵液;②具有比灰鑄鐵更好的擋渣能力;③具有較高的壓力頭。根據鑄件的結構特點,澆注系統各單元截面積比取∑F直∶∑F橫∶∑F內∶=3∶4∶2。特點是橫澆道長、大,具有強擋渣功能,同時多內澆口,充型快[2]。
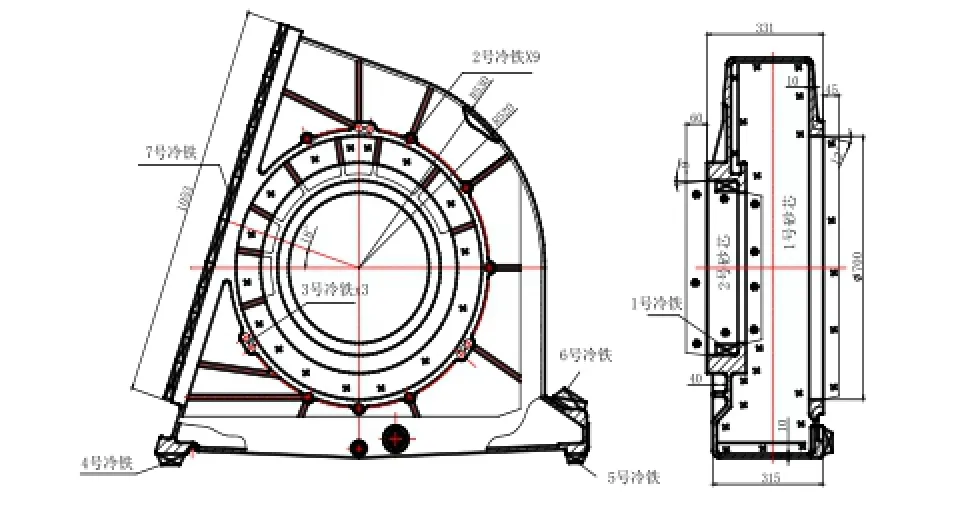
圖2 齒輪箱鑄造工圖二
齒輪箱殼體壁厚設計不均勻,厚大部分的鐵液在凝固時冷卻速度較慢,在中心部位形成熱節,凝固時間較長,容易產生石墨畸變、石墨球數減少、晶間偏析、縮松、縮孔、夾渣等缺陷。輕者降低鑄件力學性能,重者可使鑄件加工檢驗時報廢,為此應提高鐵液的冶金品質,其次是設計合理的冷鐵。如圖2所示,2號、3號冷鐵為大端蓋孔φ700 mm上的多個螺釘孔凸臺的冷卻;4號、5號、6號冷鐵為鑄件結構孤立熱節的激冷,7號冷鐵為方形孔,面積最大。冷鐵的厚度取(0.5~0.6)δ,δ為被冷鐵激冷部位的鑄件壁厚度。通過外冷鐵來調節溫度場,加速熱節的凝固,縮小壁厚差引起的凝固時間差,達到了均衡凝固的要求,消除了鑄件熱節處縮孔、縮松缺陷。
冒口設計遵循順序凝固的原則,補充球墨鑄鐵共晶凝固膨脹前的液態體收縮,本例采用腰形壓邊冒口。壓邊縫隙寬度取10~15 mm,保證在液態收縮終止,膨脹開始時,壓邊縫隙即凝結,利用鑄件全部共晶膨脹作用來實現自補縮,冒口補縮體積取鑄件體積的5%~6%。為了縮短凝固時間達到均衡凝固,設計了1號冷鐵,很好地配合壓邊冒口的填充作用,如果沒有冷鐵,在壓邊縫隙下面會形成縮孔。其次樹脂砂腔型有足夠的強度,砂箱用螺釘緊固,充分利用石墨化膨脹作 用消除凝固收縮。
3 球鐵冶煉工藝控制
3.1 化學成分的選擇
(1)碳當量。根據鑄件壁厚,C含量控制在3.6%~3.8%之間,保證鐵液有較好的流動性,又有較好的石墨化能力,不產生縮孔縮松、石墨粗大、漂浮現象。硅是強烈促進石墨化的元素,固溶于鐵素體,使屈服點和強度提高,同時使塑性指標降低。球鐵QT500-7的基體為鐵素體和珠光體復合組織,硅的正常控制范圍上限2.6%~2.8%,獲得一定比例的鐵素體,保證較好的伸長率。碳當量以不出現自由滲碳體,保證完全球化為準,盡可能提高碳當量,以便獲得縮松少,組織致密的鑄件。碳當量過低于4.2%~4.3%時鑄件易產生縮孔縮松。如圖3為處理后的鐵液碳硅分析結果。

圖3 熱分析儀圖片
(2)錳。錳是珠光體形成元素,在凝固過程中,容易在共晶團邊界上產生偏析,形成碳化物,對韌性有不利影響。生產中錳太低,對原材料要求高,不現實,錳含量不得大于0.8%為宜。
(3)磷。磷是鑄鐵中的有害元素,在鑄鐵中溶解度較低,極易偏析,當P>0.05%時在球鐵凝固過程中形成二元磷共晶或三元磷共晶。磷共晶在晶界分布,硬度高且脆,惡化了力學性能[2],一般控制其上限P<0.06% 。
(4)硫。鎂與稀土是強力脫硫劑,與S形成MgS、RES夾雜物,硫太高會消耗球化劑,降低球化效果,造成球化反應不良,因此原鐵液硫控制在S<0.03%。
3.2 原材料選擇
(1)生鐵與廢鋼。選擇用優質的Q12球鐵生鐵生產球墨鑄鐵件,生鐵除了硅、錳、硫、鈦、釩等要低外,磷,硫含量也很重要 ,生鐵成分應穩定。廢鋼為普通碳素鋼,無氧化皮,成分穩定,合金元素含量低。回爐料為同牌號成分鑄件。
(2)球化劑。鎂是球鐵的主要球化元素,稀土是起輔助球化作用。完全球化殘余鎂含量應適量,太低球化不良,太高容易形成石墨球畸形,氧化夾雜物(MgO),氣孔等。稀土元素有脫硫,去氣、凈化鐵液作用,RE殘殘余量過高,會惡化石墨形狀,增加白口傾向,降低球化率 ,稀土與鎂一般聯合使用效果更好。用中頻電爐生產QT500-7球鐵,易于控制鐵液成分和溫度,選擇商品球化劑,低稀土鎂球化劑QRMg8RE3,稀土和鎂的殘留量控制在RE殘=0.02%~0.04%,Mg殘=0.035%~0.055%。
(3)孕育劑。孕育劑采用長泰特種合金廠的高效長效復合孕育劑FYJ-1。兩次孕育處理,孕育量為0.1%~0.2%。
3.3 熔煉工藝控制
中頻電爐熔煉易于控制成分和溫度,可獲得優質的鐵液。原材料配比:生鐵加入量70%~80%,廢鋼加入量10%,回爐料10%~15%,硅鐵0.4%~0.6%,熔煉時采用石墨增碳。碳熔點高,首先加入爐底,靠擴散溶解的方式進入鐵液,在鐵液中形成大量的[C]微晶,是共晶或共析石墨的外來形核基底,有利于細化晶粒,增加石墨球數[3、4]。爐前配置有快速熱分析儀,光譜,三角試片,數字測溫儀等綜合分析測試成分及球化情況。
3.4 球化處理與孕育處理
用商品球化劑處理首先是鐵液溫度控制在1 450 ℃~1 530 ℃,溫度太高球化劑燒損大,溫度太低達不到充分球化反應,降低球化處理效果,其次硫含量小于0.03%。稀土鎂球化劑成分為7%~9%Mg,2%~4.0%RE,40%~44%Si ,MgO<1.0%,組織致密均勻,化學成分穩定,粒度3~15 mm。方法采用堤壩沖入法,球化劑加入量為出鐵液質量的1.1%~1.3%。為了達到好的球化孕育效果,球化劑孕育劑要預先烘烤,放入堤壩內并壓實,覆蓋一層鐵屑或珍珠巖,防止鐵液沖刷,反應過快球化劑燒損過多。
孕育處理能促進石墨化,防止自由滲碳體和白口出現,使石墨球細小,石墨球數多,石墨球更圓整,為此孕育處理分兩次進行。包內孕育采用FeSi75, 粒度5~20 mm,覆蓋在球化劑上,加入量為0.5%。隨流孕育采用Si-Ca-Ba-Bi(FYJ-1)孕育劑,粒度為0.2~0.85 mm,加入量為0.2%。
4 檢測結果
采用上述工藝生產的鑄件,加工面UT ,MT檢驗合格率在92%。鑄態金相組織如圖4,球化率達到3~4級,石墨球大小為6級以上, 力學性能如表1示。

圖4 球鐵鑄態金相組織

表1 鑄件力學性能
5 結束語
生產鑄態QT500-7球墨鑄鐵件時,原材料按GB1412-2005選用Q12球鐵生鐵,其中錳、硫、磷化學成分控制在 Mn<0.6%,,S<0.03%,P<0.06%。通過正確的球化孕育處理,稀土鎂殘余量為RE殘=0.03%~0.04%,Mg殘=0.04%~0.05%。石墨球化級別為3~4級,石墨球大小為6級以上。基體金相組織以鐵素體為主,輔之以球光體,避免滲碳體和磷共晶,其次是合理的鑄造工藝措施,方可生產組織致密的合格鑄件。
[1] 朱紅軍,時平利.電力機車牽引電機用低溫球墨鑄鐵件生產〔J〕.鑄造,2011,60(10):951-955.
[2] 李弘英,趙成志.鑄造工藝設計〔M〕.北京:機械工業出版權社,2005.
[3] 王文清,李魁盛.鑄造工藝學〔M〕.北京:機械工業出版權社,1998.
[4] 陸文華.鑄鐵及其熔煉[M].北京:機械工業出版權社,1988.
[5] 曹思盛, 張仁煜. 鑄態鐵素體球鐵生產技術[J].中國鑄造裝備與技術,2004(5).
Production of as-cast ductile iron QT500-7 for gearbox
ZHANG XiLian
(Yueyang Vocational Technical College,Yueyang41400,Hu'nan,China)
Technical requirements and casting process of as-cast high toughness ductile iron QT500-7 for gearbox was reviewed. The ettects of raw materials, chemical components, nodulizing and inoculation process on the production of as-cast high toughness ductile iron for gearbox were analyzed.
as-cast ductili iron; nodulizing and inoculation process ; foundry technology
TG234;
A;
1 006-9 658(201 6)06-0023-03
10.3969/j.issn.1 006-9 658.2016.06.007
2016-04-18
稿件編號:1604-1337
張錫聯(1963—),男,教授級高級工程師,主要從事熔模鑄造、合金熔煉工作.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52