關于采用藥芯焊絲在直流小電機機座焊接中的研究及應用
2016-05-14 05:51:18李軍劉軍鋒
中華建設科技 2016年8期
關鍵詞:產品質量
李軍 劉軍鋒


【摘要】本文主要針對國內直流系列小電機機座在焊接過程中出現的諸多問題進行詳細的剖析,通過采用一系列的工藝方法,最后確定了以更換焊材的方法,把以前使用的焊條和實芯焊絲用藥芯焊絲[1]代替,焊后進行多次分析驗證,從而取得了良好的效果,保證了產品質量,同時大大的提高了生產效率。
【關鍵詞】電機機座;藥芯焊絲;產品質量;生產效率
About using flux-cored wire in the application research of small dc motor frame welding
Li Jun,Liu Jun-feng
(Xian Tech Full SIMO Electrical Co.,LtdXianShanxi710018)
【Abstract】In this paper, mainly for domestic small dc series motor frame many problems in the welding process carries on the detailed analysis, through the introduction of a series of technological process, and finally confirmed to change the weld material, the method of using the past electrode and a solid core wire core wires instead of with medicine, analyzed several times after welding, which achieved good effect, to ensure the product quality, and greatly improve the production efficiency.
【Key words】Motor frame;Flux cored-wire;Product quality;Production efficiency
1. 前言
目前國內生產的直流小電動機機座,由于設計上的限制,導致機座焊接位置空間非常狹窄,焊接時難度很大,造成焊縫的內部質量缺陷和外觀缺陷非常嚴重。國內很多廠家都一致反映直流小電機焊接外觀質量太差。本文就這一問題展開分析研究,尋求一種更好的方法進行工藝上的優化,解決這一難題。
2. 焊接缺陷[2]分析
機座產品的焊接主要是手工活,對操作者的技能要求比較高,通常采用型號為ER50-6的碳鋼焊絲或者J422焊條進行焊接。焊后極容易產生缺陷,外觀缺陷主要有咬邊、焊瘤、內凹、滿溢、表面氣孔、表面裂紋等,經過探傷易發現的內部缺陷有氣孔、夾渣、裂紋等。針對其缺陷主要從焊材上分析如下。
(1)ER50-6焊絲焊接效率高,過渡方式為短路過渡,融滴遇見空氣急速冷卻,容易形成高點。
(2)J422焊條,融滴有熔渣的保護,焊縫成型好,但焊接效率低。當焊接量大時,焊接質量明顯下降,焊接缺陷也會隨之增加。
3. 工藝優化
根據電機機座出現的質量問題,工程人員準備從焊材入手尋找一種在不影響力學性能的前期下同時具有ER50-6和J422優點的焊材,隨后就查閱各方面的資料,選定了嘗試使用藥芯焊絲[3]做試驗進行研究分析,其中主要因為藥芯焊絲有以下幾個特點[4]。
(1)熔敷率高:由于藥芯焊絲氣體保護焊是圓周薄鋼皮導電燃弧,電阻熱貢獻大,電流可調范圍大,焊接規范及熔敷率比實心焊絲要大,因而熔敷率高。
(2)熔深大:由于圓周導電燃弧,藥芯焊絲比CO2 氣保護焊焊接穿透力強,用2 mm藥芯焊絲焊接規范為I=300 A,U=30 V,vc=30 m/h焊接時,熔深可達5 mm,熱影響區寬10 mm。有資料介紹,用于角焊縫焊接時可增加喉深,提高強度,減少焊角尺寸。如減少角焊縫喉高1.6 mm,就將減少焊縫金屬量50~60%。在對接時可減少坡口尺寸,一般比焊條電弧焊減少10°左右,在窄間隙焊時可比焊條電弧焊預留間隙減少50%左右。與實心焊絲相比,還不容易造成焊縫兩側熔合不良。
(3)工藝性[5]能好:藥芯焊絲比CO2 氣保護焊焊接電弧穩定,飛濺小,成型好,有薄渣復蓋,脫渣性好。
(4)生產率高和節能節材:藥芯焊絲比CO2 氣體保護焊和焊條電弧焊生產率高,節能節材。
(5)綜合成本低:藥芯焊絲雖成本比焊條和實心焊絲高,但其綜合成本低,生產率高。
因此經過多番查閱資料,確定外購CHT711藥芯焊絲[6]做試驗研究。
4. 焊材成分對比分析
4.1CHT711藥心焊絲融滴成分(見表1):
5. 焊接接頭的力學性能試驗
(1)力學性能試驗是用來測定焊接材料、焊縫金屬和焊接接頭在各種條件下的強度、塑性和韌性。本次主要針對焊接接頭進行拉伸試驗,從而測定焊接接頭的抗拉強度。
CHT711焊縫抗拉強度標準值≥480N/mm2;
Q235B抗拉強度標準值≥375 N/mm2。
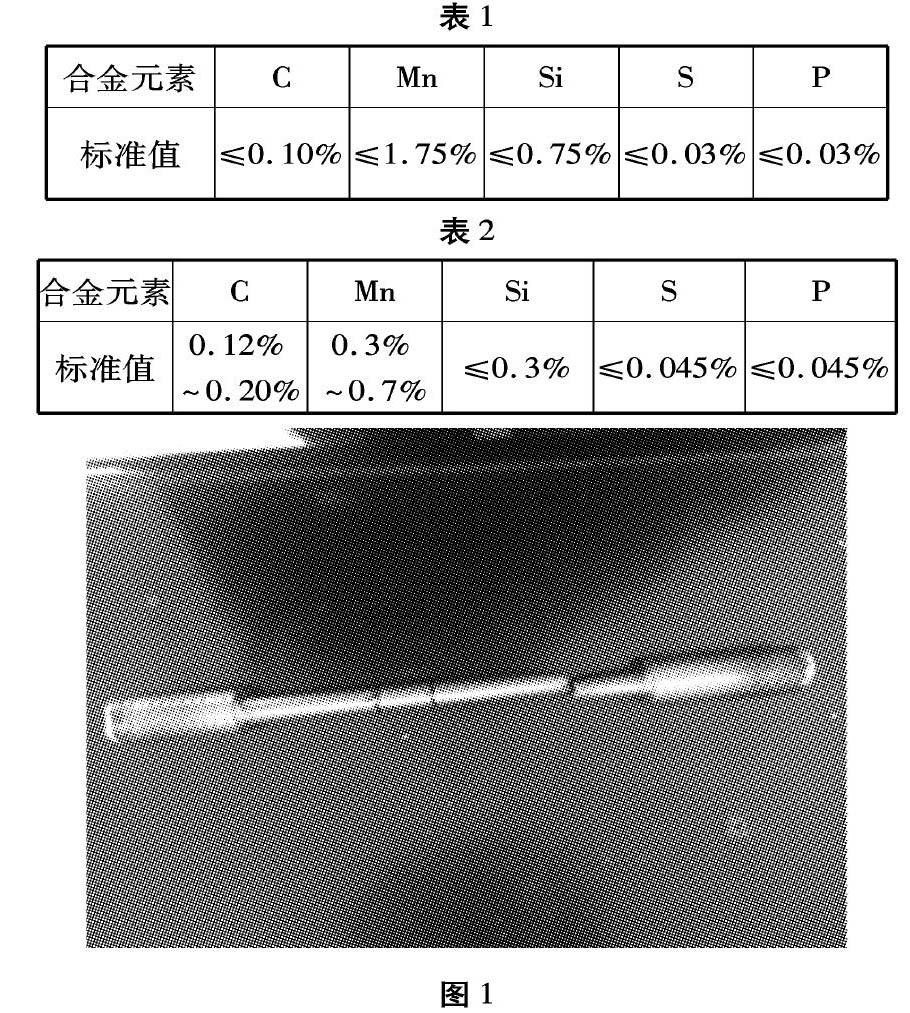
(2)經過試驗,測量的抗拉強度為422.8 N/mm2。
焊接接頭常溫拉伸試驗的合格標準是焊接接頭的抗拉強度不低于母材抗拉強度值的下限較低一側的母材規定值進行評定。從右圖可以看出,本次拉伸試驗斷裂位置在母材區,焊縫區抗拉強度超過母材。實際測量值為Q235鋼材的抗拉強度(見圖1)。
6. 焊接試驗及焊后檢驗
經過角焊縫的厚板焊接,多次試驗取得合適的工藝參數,然后進行機座的試制,解決了出現的產品質量問題,后又經過探傷,沒有發現焊縫內部質量問題。以下為機座采用實芯焊絲和藥芯焊絲焊接的對比圖(見圖2、圖3)。
7. 結束語
(1)本文經試驗研究證明,采用藥芯焊絲代替焊條電弧焊和實心焊絲氣保護焊來焊接直流小電機的機座,焊接形成的焊縫接頭力學性能好,生產效率高,產品質量得到了很大的提升。
(2)藥芯焊絲已在國外得到很快的發展[7][8],因為其焊接的適應性好、摻合金易、熔敷率高、熔深大、工藝性能好、力學性能好、生產率高和節能節材綜合成本低的原因,已引起國內專業人士的重視,同時也會是一次焊接材料的變革,進一步讓國內制造業與國外接軌,帶來新的機遇新的挑戰。
參考文獻
[1]田志凌,潘川,梁東圖. 藥芯焊絲[M]. 北京:冶金工業出版社,1999.
[2]蘇江東. 淺析焊接接頭的缺陷與預防[J]. 黑龍江科學. 2013(11).
[3]王元良. 藥芯焊絲焊工藝及設備研究[J]. 焊接技術,2001,30(12):39~41.
[4]趙麗,張富巨.藥芯焊絲電弧焊的熔滴過渡與相關技術特性[J].焊接技術,2002,29(12):36~39.
[5] 王寶,楊林,王勇. 藥芯焊絲焊接工藝性分析[J]. 焊接生產應用,2008,(6):45~48.
[6]李亞江. 焊接材料選用[M]. 北京:化學工業出版社,2004.
[7]Masayuki NAGAMI. 氣保焊藥芯焊絲的發展趨勢[J]. 電焊機,2007,37(6):11~18.
[8]王元良,陳輝. 藥芯焊絲焊接材料的發展[J]. 電焊機,2008,38(7):1~8.
猜你喜歡
紡織標準與質量(2022年5期)2022-10-27 06:52:14
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監督研究(2018年1期)2018-03-26 08:04:36
玩具世界(2017年7期)2017-10-16 01:31:05
新農業(2016年20期)2016-08-16 11:56:22
工業設計(2016年8期)2016-04-16 02:43:39
特區實踐與理論(2015年5期)2015-07-21 15:21:24
現代鹽化工(2015年1期)2015-02-06 01:49:42
中國質量與標準導報(2014年1期)2014-02-28 22:21:31
