淺析礦渣微粉粉磨系統及立式礦渣磨調試要點
2016-05-14 14:42:31叢佳孫新平
科技創新與應用 2016年6期
關鍵詞:調試
叢佳 孫新平
摘 要:文章介紹了各種礦渣微粉粉磨系統的工藝特點,闡述了立式礦渣磨機系統在粉磨礦渣微粉方面的優越性,對其生產工藝流程進行了分析。同時,對該系統中的主機設備MLK立式礦渣磨的在系統調試中的關鍵點進行了闡述。
關鍵詞:礦渣;微粉;立式礦渣磨;調試
1 各種礦渣微粉系統
礦渣“高細高摻”技術是近十年來才研發的新技術,目前這種“綠色建材”新技術國內外許多公司和院所均已有成熟的工藝。如德國的伯力鳩斯公司、萊歇公司、KHD公司,中國國內各家所采用的礦渣粉磨系統主要有:球磨系統、輥壓機-球磨系統、輥壓機終粉磨系統及立式礦渣磨系統。在這四種系統中,立式礦渣磨粉磨礦渣是國外近年來發展較快的系統,該系統流程特別簡單,烘干、粉磨、選粉的全部工藝過程均在立式輥磨機中完成。由于是料床粉磨,粉磨效率高,單位電耗低,特別是磨內空間大,環隙外風速高,傳熱快,因此烘干能力強。這些特點非常適合礦渣水分高,難磨的要求。因而,在中國輥磨系統的發展速度非常迅速。
北方重工集團引進及開發的MPS立式輥磨機廣泛用于粉磨水泥生料及煤。又先后開發出一系列脫硫立磨、煤化油立式輥磨機。近幾年在吸收國內外先進技術的基礎上,自主開發的用于粉磨礦渣的MLK系列立式礦渣磨與粉磨水泥熟料的MLN系列立式輥磨機,解決了“穩定料床防止振動”、“磨內除鐵”、“磨輥和磨盤的磨損”、“高效選粉”、“干濕料分開進料以防堵料”等關鍵技術難點。MLK系列立式礦渣磨機具有研磨效率高、運行平穩、選粉效率高、能耗低(相比傳統的球磨系統,節能30%~50%)、清潔生產等優點,并能有效回收礦渣包覆的鐵,其各項指標均與國外同類先進技術相當,價格僅為進口設備的2/3。當前已經生產近三十臺,大量應用于鋼廠、水泥廠、新型建材廠的礦粉制備。
2 生產工藝流程
2.1 礦渣儲存配料及輸送
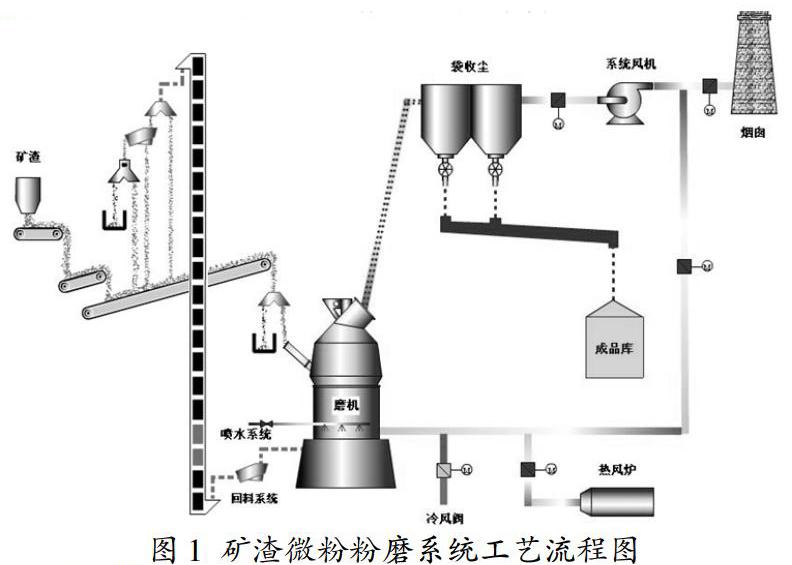
礦渣微粉粉磨系統工藝流程見圖1。礦渣由汽車送至廠內,再由裝載機送入膠帶輸送機上方的喂料倉,濕礦渣粉磨喂料設有礦渣喂料倉,每個倉下分別設棒閥閘門、電子皮帶定量給料機。按照設定配比定量給料,再由膠帶輸送機送入立磨前三道鎖風閥,然后入磨。膠帶輸送機設有永磁除鐵器。
2.2 礦渣粉磨
定量的濕礦渣由膠帶輸送機,再經永磁除鐵器、三道鎖風閘門進入立磨進行粉磨,立磨排出的粗渣經輸送機再經另一臺入斗式提升機,再經管式除鐵器和三道鎖風閥喂入礦渣立式磨。
粉磨系統采用一臺由北方重工生產的MLK礦渣立磨和SLS型分離器,回收礦渣成品采用脈沖袋式收塵器組成的粉磨系統。礦渣經定量喂入立磨,在立磨中物料隨著磨盤的旋轉從其中心向邊緣運動,同時受到磨輥的擠壓而被粉碎。粉碎后的物料在磨盤邊緣處被從風環進入的熱氣體帶起,粗顆粒落到磨盤再粉磨,較細顆粒被帶到選粉機進行分選,粗粉也返回到磨盤再粉磨,合格細粉被帶入袋式收塵器收集作為成品,成品細度可通過改變選粉機轉子的轉速進行調節。部分難磨的大顆粒物料(包括鐵渣)落入風環,通過吐渣口進入外循環系統,并經過除鐵后再次進入立磨與新喂物料一起粉磨。
出袋式除塵器的成品礦渣粉經空氣斜槽輸送機、斗式提升機、空氣斜槽輸送機送入成品庫內。出袋收塵器的廢氣通過排風機排入大氣,排放廢氣含塵濃度<30mg/m3。立式礦渣磨所用的熱風來源,由一套燃煤沸騰爐(熱風爐)系統提供。
2.3 礦渣粉輸送及儲存
來自粉磨系統的成品經斗式提升機,空氣斜槽輸送機送入成品庫儲存。庫底帶有充氣卸料裝置,出庫礦渣粉通過庫底閘門、氣動旋閥送至庫底汽車散裝機,再散裝出廠。庫內充氣系統和庫底卸料裝置所需壓縮空氣由羅茨風機供給。庫頂設有袋收塵器,將含塵氣體凈化后排入大氣。
3 MLK礦渣立磨的調試要點
要保證礦渣微粉粉磨系統的穩定運行,其主機設備MLK礦渣立磨的調試工作就尤為重要,而礦渣立磨的調試又要與粉磨系統總體設備的調試相互配合,協調一致。即磨機的調試要和配料、喂料、收塵及成品輸出設備的調試一同進行。
3.1 調試準備
調試前要保證全部測量儀器連接正確,全部潤滑點進行潤滑,電氣安裝完成,檢查電氣線路,確保電源供電。同時要尤為注意液壓系統和密封風機的試驗及參數值調整。
將液壓系統加壓,使其投入工作時要檢查液壓系統接頭處密封并調整壓力開關,以及壓力蓄能器的氮氣壓力,并調整相應的安全閥。
液壓張緊的工作壓力與氮氣蓄能器預壓力的比例關系為:
P=2.5×Pst 最大值
P=1.5×Pst 最小值
Pst-氮氣壓力,P-缸的工作壓力。
開動密封風機,使管路系統投入工作,在檢查風機電機旋向后,要調整風量消耗為最大值,而壓力表風壓為最小值,最大風量最好比工作風量大5-10%。密封風壓力值要做記錄,其最小接點暫調到3000~4000Pa。磨機首次帶料運轉時,最小接點要調到1000Pa,比實際運轉風壓值要低。
磨機系統所有設備裝置進入工作狀態后,可以帶料負荷運轉。
3.2 負荷試車調試
磨機負荷運轉前應先把物料喂入磨機喂料倉。
首次起動前,磨機要加溫預熱,升溫速度要緩慢,出料口處溫度達到95℃左右時,要保溫一段時間,整個時間持續約6~8小時。隨后按液壓系統中心控制動作程序將磨輥抬起。磨機開車后應立即喂料,以防空磨。物料進入磨機后,執行液壓系統中心控制動作程序將磨輥落下,直至磨輥正常工作。達到保溫時間后將磨機加熱,當排氣溫度增加達到110~120℃時,在確定系統各設備運行正常的條件下,以及慢速傳動裝置離合器拖開并鎖死的情況下,開起磨機主電機、傳動裝置運行,調整磨機出口風量、出口風壓等參數。
在此期間要觀察全部裝置,尤其是磨機主傳動的功率消耗,減速機振動傳感器和磨機排風量等變化情況。要求盡快達到正常和連續運轉,這包括在短時間內增大熱風量,以滿足磨機的熱量要求。
磨機系統連續運轉后,要安排有經驗的人員在現場密切監視設備運轉情況,磨機運轉50小時后,要仔細檢查設備。檢查磨機內部所有管路接頭否有漏氣、漏油現象,檢查磨盤和磨輥襯板的壓板和把合螺栓、減速器和磨盤座的聯接情況,并將螺栓擰緊至限定力矩,并檢查所有液壓和潤滑設備的充油量。
在對磨機系統所有設備進行檢查試驗后,磨機就可以進行正常生產運轉。
4 結束語
文章介紹了立式礦渣磨微粉系統的生產工藝流程,并對該系統中的主機設備MLK立式礦渣磨的調試要點進行了闡述。通過文章的介紹,可以提高該系統在生產調試過程中的效率,保證系統的高效運行,提高系統的運轉效率。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
