驅(qū)動軸試制方法研究及應用
2016-05-18 08:19:18張財孫丁柱吳焱杰
汽車實用技術(shù) 2016年7期
關(guān)鍵詞:焊縫
張財,孫丁柱,吳焱杰
(安徽江淮汽車股份有限公司技術(shù)中心,安徽 合肥 230022)
驅(qū)動軸試制方法研究及應用
張財,孫丁柱,吳焱杰
(安徽江淮汽車股份有限公司技術(shù)中心,安徽 合肥 230022)
通過對驅(qū)動軸實心軸桿的再連接技術(shù)研究,選擇符合要求的試制參數(shù),輔助設(shè)計方案的開發(fā)。
驅(qū)動軸;試制
CLC NO.:U462.1 Document Code: A Article ID: 1671-7988 (2016)07-205-02
1、驅(qū)動軸簡介
驅(qū)動軸是汽車傳動系統(tǒng)的重要組成部分,運轉(zhuǎn)中的受力情況復雜,易產(chǎn)生扭轉(zhuǎn)和彎曲變形甚至產(chǎn)生裂紋或發(fā)生斷裂。當軸的質(zhì)心和旋轉(zhuǎn)中心線不重合時會產(chǎn)生方向周期性變化的慣性力,這一慣性力是激起驅(qū)動軸橫向振動的主要原因。當驅(qū)動軸的工作轉(zhuǎn)速與橫向振動的固有頻率相同時會產(chǎn)生共振,導致驅(qū)動軸萬向節(jié)損壞,以及與驅(qū)動軸配合的差速器半軸油封的早期磨損而漏油。通過對驅(qū)動軸軸桿再連接技術(shù)的突破,實現(xiàn)加長或縮短類改制件的小批量試制。
2、驅(qū)動軸改制方案
通過2個驅(qū)動軸分別截取規(guī)定的尺寸并利用增加套管和銷軸的方式實現(xiàn)再連接,改制示意如圖1。
3、驅(qū)動軸焊接工藝
一般驅(qū)動軸選用軸桿選用高合金鋼材料,中頻淬火處理,國內(nèi)驅(qū)動軸大部分采用的是40Cr材料,調(diào)質(zhì)處理后的母材焊接難度增加,必須選用低氫鈉型焊條采用惰性氣體保護焊。
3.1 焊接工藝
用J506焊條打底焊,焊層厚度不大于2 mm,超過2 mm的高點修磨掉,清除打底層的雜物,對焊條采取整體保溫150℃左右至1~2 h。
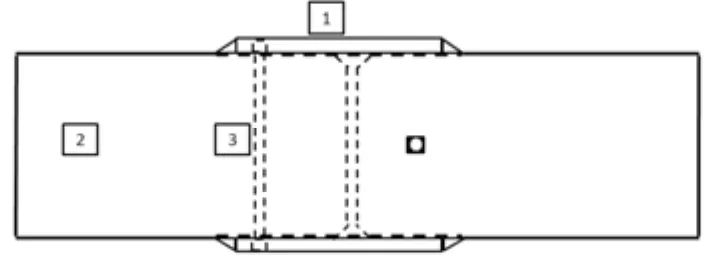
圖1
對始焊部位采用火焰烘烤方式預熱,預熱后的溫度不低于300℃。
焊接電流為 160~200 A,兩人同時操作,一人間斷施焊,一人及時清除焊接過程中焊渣。
焊接時應短弧施焊,焊速不宜過快,垂直于工件中心線橫向運條,每層每道焊縫接頭處均應錯開,接頭處弧坑填滿,焊渣及時清理干凈,最后一層焊完后保留焊渣,焊縫要平整,杜絕缺焊現(xiàn)象,焊縫余高要求在1~2 mm。
焊后應緩冷,工件整體冷至室溫后,清除焊渣。
4、驅(qū)動軸受力校核
4.1 驅(qū)動軸受力分析
驅(qū)動軸主要承受扭轉(zhuǎn)扭力和剪切力,驅(qū)動軸在改制后主要軸桿長度發(fā)生變化,其它部分完全與改制前完全一致,所以主要針對發(fā)生改變部分進行受力分析,其它力基本忽略不計。驅(qū)動軸所承受的扭矩一般來自兩個方向,一個是由發(fā)動機傳遞來的扭矩,另一個是驅(qū)動輪傳遞來的扭矩。驅(qū)動軸承受的最大扭轉(zhuǎn)應力為:

式中,Wn為接頭的抗扭截面系數(shù);
Mn為發(fā)動機最大輸出扭矩;
D為驅(qū)動軸直徑,mm;
K為焊接寬度,mm。
套筒壁厚過大或過小均無法滿足改制要求,過大影響驅(qū)動軸動平衡,導致受力不均,易產(chǎn)生斷裂和驅(qū)動軸抖動;過小導致焊接應力集中,易產(chǎn)生焊接開裂等缺陷。所以套筒厚度滿足焊接要求的條件下盡量小。
4.2 驅(qū)動軸試制參數(shù)選擇
4.2.1 改制參數(shù)選擇
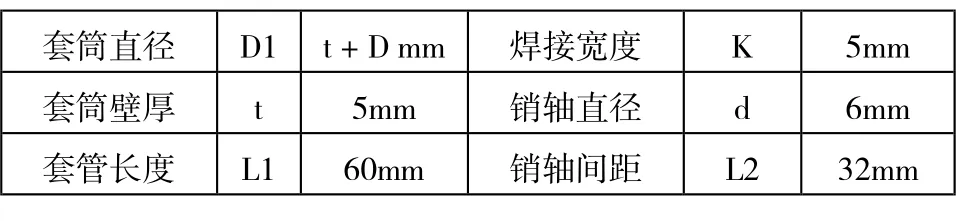
表1
4.2.2 其它工藝參數(shù)選擇
驅(qū)動軸連桿端面切割后長度尺寸應比改制方案規(guī)定尺寸小5mm,且切割面倒角為2×45°;
連接襯套管選用45#鋼,長度要求不大于50~60mm,兩端倒角為3×45°;
連接襯套管內(nèi)徑與連桿配合為過盈配合,過盈量為0.03mm。
4.3 實際運用試制計算
驅(qū)動軸軸桿直徑為21.8mm,發(fā)動機的最大輸出扭矩為265N·m,作用在驅(qū)動軸上的扭轉(zhuǎn)應力力矩為592905N.mm,其安全系數(shù)設(shè)定為2.0,其安全扭轉(zhuǎn)應力力矩為1185810 N.mm。其中焊縫的許用切應力為552 N/mm2。焊接部分的抗扭截面系數(shù)為:

焊接接頭焊縫中的最大切應力為:

5、制作過程
將樣車驅(qū)動軸與變速箱連接的一端按照改制方案切除掉,準備一根與試制車輛變速箱匹配的驅(qū)動軸,將其與輪轂連接的一端按照改制方案切除掉,然后將剩余的兩段驅(qū)動軸用襯套連接,按照圖紙要求尺寸焊接在一起,形成試制用的驅(qū)動軸。
5.1 同軸度校正(3次校正)
襯套與連桿裝配后,焊接前應進行第1次同軸度校正(主要檢查兩根連桿的同軸度);
襯套與連桿固定后校正:同軸度校正后,進行點焊固定,固定后,再次對連桿進行同軸度校正;
焊接后,再進行第3次同軸度校正。
5.2 焊接
焊接:采用惰性氣體保護焊,采用大滴過渡形式進行焊接,焊縫采用多層疊加方式完成,焊縫長度以滿足30°要求為準。
襯套與連桿按圖示要求,加工2處?6mm相互垂直的軸銷孔,并用銷子加以鉚固,銷子兩端應低于襯套管2mm,采用塞焊封口,以確保軸銷之間不產(chǎn)生干涉。
5.3 焊后處理
對驅(qū)動軸連桿同軸度進行手工校正,使驅(qū)動軸滿足動平衡要求;
焊接完成后,焊縫應進行處理,焊縫車加工成30°(或打磨),并用氧乙炔火焰對焊縫進行退火處理,消除焊接處應力集中;
對驅(qū)動軸表面進行噴涂處理。
6、驗證及運用
完成的驅(qū)動軸在改制后的試驗車輛上進行測試,每3000km進行一次專項的檢查確認缺陷,最終完善工藝后的改制驅(qū)動軸可實現(xiàn)30000km以上的路試。以上方法以成功完成轎車平臺用、SUV平臺用驅(qū)動軸的改制,并完全相關(guān)性能測試,完全滿足試驗需求。由于改制過程復雜,必須嚴格按照規(guī)定的工藝操作,否則將出現(xiàn)斷裂的現(xiàn)象。
[1] 方洪淵主編. 焊接結(jié)構(gòu)學.[M]機械工業(yè)出版社,2009,P125.
The drive shaft test method research and Application
Zhang Cai, Sun Dingzhu, Wu Yanjie
( Technique centerAnhui jianghuai Automobile Co. Ltd., Anhui Hefei 230601 )
Through the re connection of drive shaft solid shaft, with trial parameter requirement, development of computeraided design scheme.
The drive shaft; Trial
U462.1
A
1671-7988(2016)07-205-02
張財,就職于安徽江淮汽車股份有限公司技術(shù)中心。
10.16638/j.cnki.1671-7988.2016.07.064
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
