黑色PE100燃氣管材專用料的開發
2016-05-21 04:06:23李連鵬李曉東
彈性體 2016年2期
李連鵬,李 莉,孟 博,王 碩,李曉東
(1.中國石油吉林石化公司 研究院,吉林 吉林 132021;2.中國石油吉林石化公司北方公司 錦江油化廠,吉林 吉林 132022;3.中國石油天然氣集團公司 工程建設分公司,北京 100007)
聚乙烯(PE)管道具有許多優異的性能,如耐低溫性、韌性好、抗腐蝕性、可焊接性以及“非開挖定向鉆孔”等,特別是其具有良好的快速裂紋傳遞抵抗能力,使其成為城鎮中低壓埋地燃氣管材的首選材料。
根據國際標準ISO 4437:2007和歐洲標準EN 1555—1:2010的要求,生產燃氣用埋地PE管材的原料應采用混配料,即基礎PE樹脂與添加劑,如添加抗氧劑、顏料、炭黑、紫外線穩定劑等均勻擠出混合物[1-2]。目前,PE燃氣管材主要采用PE80與PE100等級的中密度聚乙烯(MDPE)和高密度聚乙烯(HDPE)樹脂為原料。其中PE80級樹脂的顏色為黃色或者黑色,生產的管材顏色為黃色或者黑色管材加黃色標記,PE100級樹脂的顏色為橙色或者黑色,生產的管材顏色為橙色或黑色管材加橙色標記。
中國石油吉林石化公司從2008年開始生產PE100管材料JHMGC100S,通過不斷地工藝優化和質量攻關,產品質量逐步提升,獲得了國內用戶的認可。但是吉林石化公司JHMGC100S為白色PE100級樹脂,不能應用在燃氣領域,限制了JHMGC100S管材的應用范圍。本文通過對黑色色母料的篩選,開發出黑色JHMGC100S燃氣管材專用料,滿足國內燃氣市場的需求,實現了PE100管材產品系列化和高端化。
1 實驗部分
1.1 原料
雙峰PE100級管材料JHMGC100S:中國石油吉林石化公司;炭黑母料1#:進口;炭黑母料2#和3#為市售工業品。
1.2 儀器設備
雙螺桿擠出機:SHJ-58-Ⅱ,南京航天航空大學信立塑料機械廠;熱分析儀:DSC204,德國耐馳公司;高速混合機:SHR-50A,江蘇張家港市億利機械有限公司;簡支梁沖擊試驗機:XJJ-50,河北承德試驗機有限公司;哈克流變儀:RC9000,德國哈克公司;電子萬能試驗機:WDW-1020:長春科新試驗儀器有限公司;維卡熱變形儀:COESFELD Compact6,美國科斯菲爾德公司;熔體流動速率儀:GT-7100-M1B2,臺灣高鐵檢測儀器有限公司;缺口制樣機:XQZH-1,吉林東恒機械設備有限公司;相位顯微鏡:E2000S,日本尼康公司;密度梯度柱:DC2,美國阿美泰克公司;炭黑含量測試儀:GW3500,北京化工研究院;管材擠出機:德國巴頓菲爾辛辛那提公司。
1.3 實驗步驟
(1) 利用高速混合機,將JHMGC100S和炭黑色母料共混5 min。
(2) 將雙螺桿擠出機升溫至190~220 ℃,對混合好的JHMGC100S進行擠出造粒。
(3) 造粒結束后,在電熱鼓風干燥箱中于70 ℃下烘干2 h,用于測試。
(4) 利用平板硫化儀在190 ℃下按照GB/T 1845.2—2006進行拉伸樣條、沖擊樣條和維卡軟化點樣條的制備。
1.4 分析測試
熔融指數按照GB/T 3682—2000進行測試,測試溫度為190 ℃,砝碼質量分別為5 kg和21.6 kg,其中MFR(190/5)表示砝碼質量為5 kg時樹脂的熔融指數,MFR(190/21.6)表示砝碼質量為21.6 kg時樹脂的熔融指數,流動速率比(FRR)=MFR(190/21.6)/MFR(190/5);密度按照GB/T 1033.1—2008進行測試;拉伸強度按照GB/T 1040.1—2006進行測試,拉伸速率為50 mm/min;維卡軟化點按照GB/T 1633—2000進行測試,負荷為50 N,升溫速率為50 ℃/h;沖擊強度按照GB/T 1043.1—2008進行測試。揮發分按照GB 15558.1—2003附錄C進行測試;炭黑含量按照GB/T 13021—1991進行測試;炭黑分散性按照GB/T 18251—2000進行測試;氧化誘導期按照GB/T 17391—1998進行測試,測試溫度為210 ℃;加工流變性能采用RC9000哈克流變儀進行測試,測試溫度為200 ℃。
2 結果與討論
2.1 炭黑母料的篩選
2.1.1 3種炭黑母料基礎物理性能測試
對3種炭黑母料的密度、炭黑含量和熔融指數進行了測試,具體結果如表1所示。
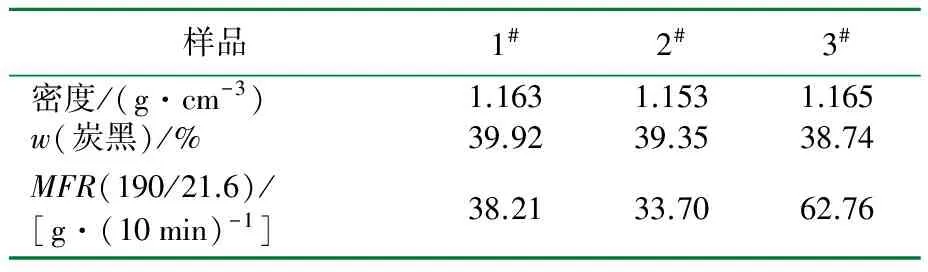
表1 3種炭黑母料的基礎物理性能測試結果
從表1可以看出,3種炭黑母料的密度和炭黑含量比較接近,但是3#炭黑母料的熔融指數與1#、2#炭黑母料相差較大。
2.1.2 炭黑母料加工性能分析
利用哈克流變儀,考察了200 ℃下3種炭黑母料剪切速率、剪切應力以及表觀黏度,具體結果如圖1和圖2所示。
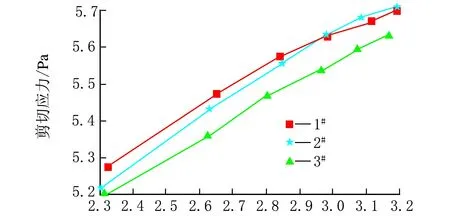
剪切速率/s-1圖1 200 ℃下3種炭黑母料剪切速率和剪切應力的關系曲線
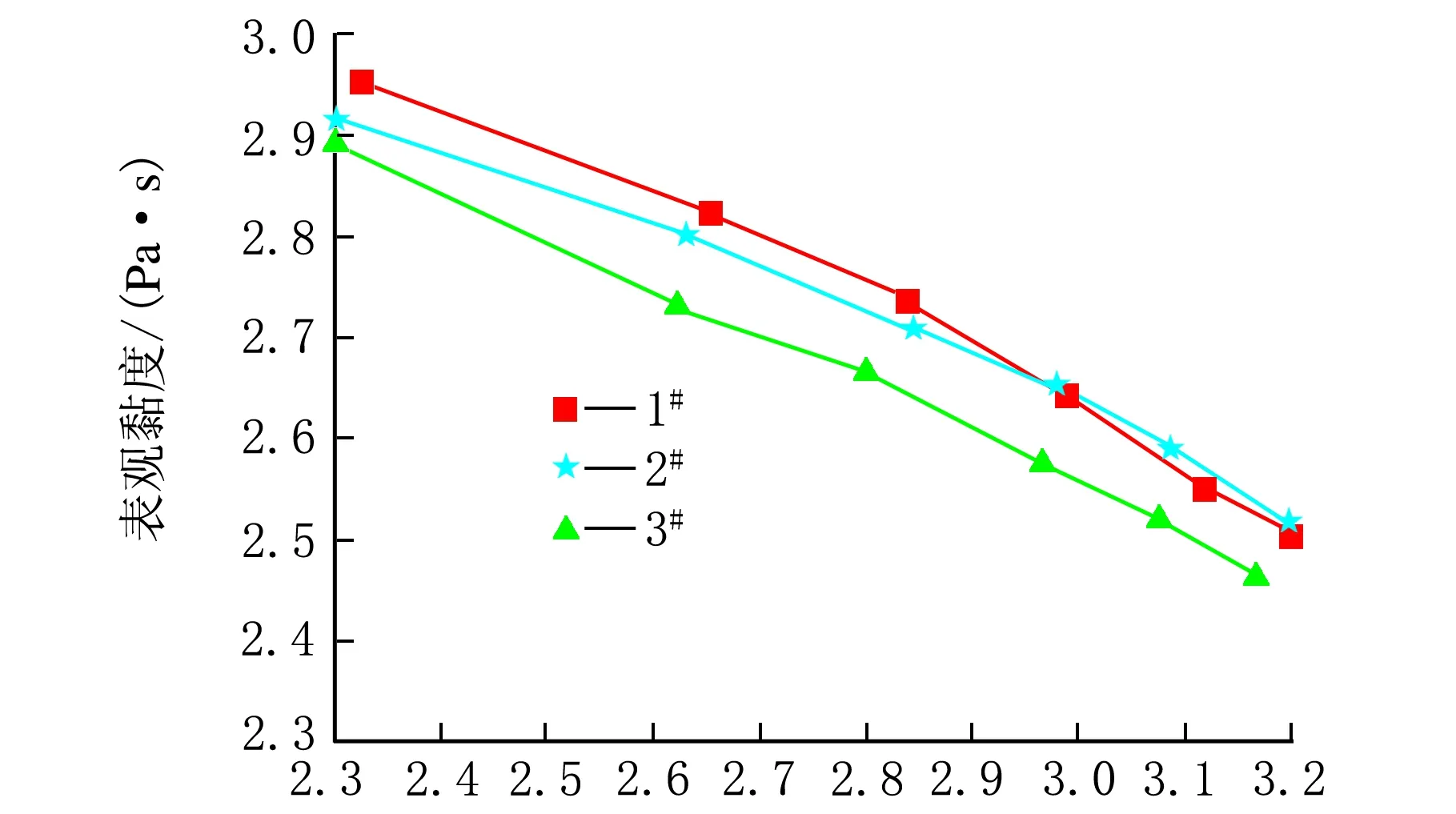
剪切速率/s-1圖2 200 ℃下3種炭黑母料剪切速率和表觀黏度的關系曲線
從圖1和圖2可以看出,在200 ℃下,炭黑母料1#和2#的加工性能比較接近,炭黑母料3#相差較大。
炭黑母料1#和2#在市場上已經應用在PE燃氣管材領域,而3#炭黑母料的各種指標和加工性能與1#和2#炭黑母料相差較大,因此在進行黑色PE100燃氣管材料開發時,使用1#和2#炭黑母料。
2.2 JHMGC100S黑色混配料的合成和性能分析
利用高速混合機和雙螺桿擠出機,采用1#和2#炭黑母料,其添加的質量分數為6.25%,加工溫度為190~200 ℃,批量生產黑色PE100混配料,同時進行基礎物理性能分析測試,具體結果如表2所示。
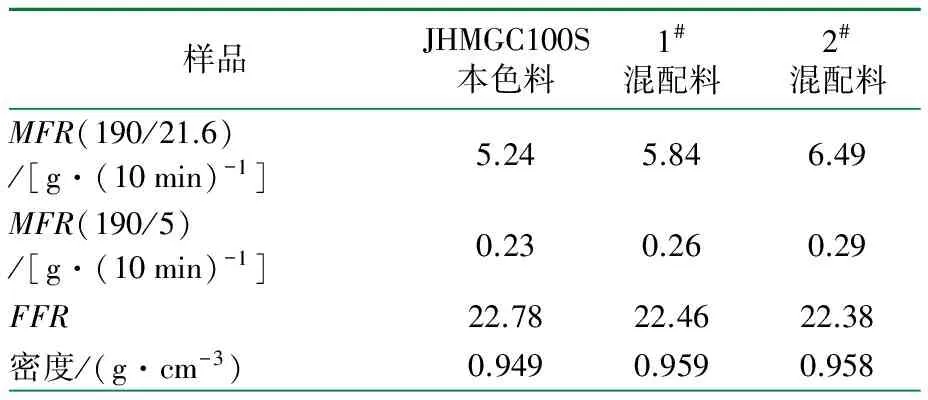
表2 黑色JHMGC100S性能測試
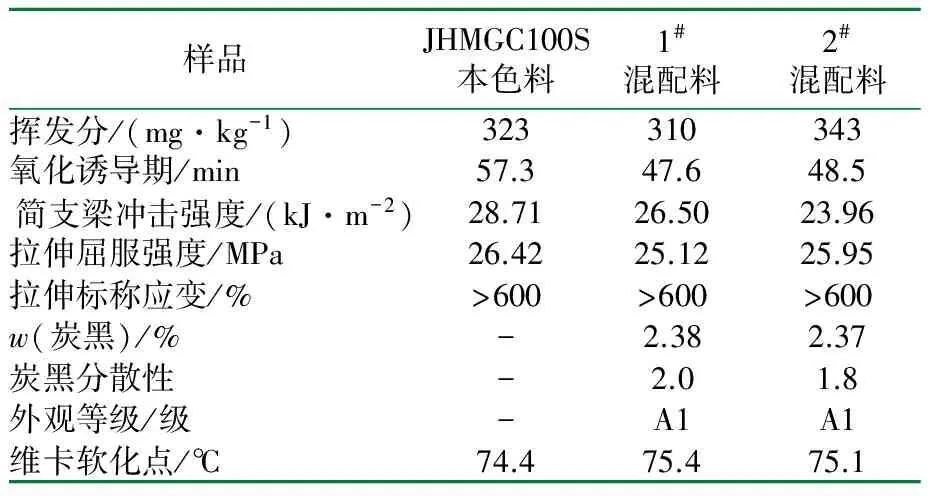
續表
炭黑在PE中的分散結果如圖3和圖4所示。
圖3 1#樣品(×70)
從表2、圖3和圖4可以看出,這2種混配料的炭黑分散等級全部小于3級,炭黑的表觀分散等級達到了A1級,說明這2種炭黑母料的分散性很好,完全可以滿足國際標準ISO 4437—2007中對埋地燃氣管材專用料的炭黑分散性要求。采用1#炭黑母料生產的JHMGC100S混配料的MFR(190/5)指標變化要更小一些。
2.3 JHMGC100S黑色混配料的加工應用實驗
加工設備采用德國巴頓菲爾辛辛那提公司的管材擠出機,生產制品規格為DN32mm/SDR11和DN110mm/SDR11。其中PE管材生產工藝流程如圖5所示。
對1#和2#混配料制得的管材進行了綜合性能測試,具體結果如表3和表4所示。
從表3和表4可以看出,2種混配料加工成管材后,其熔融指數變化率小于5%,氧化誘導期大于40 min,遠高于國家標準大于20 min(200 ℃)的要求。管材的短期靜液壓強度合格,特別是20 ℃靜液壓實驗達到200 h時管材仍未發生泄漏和破裂。
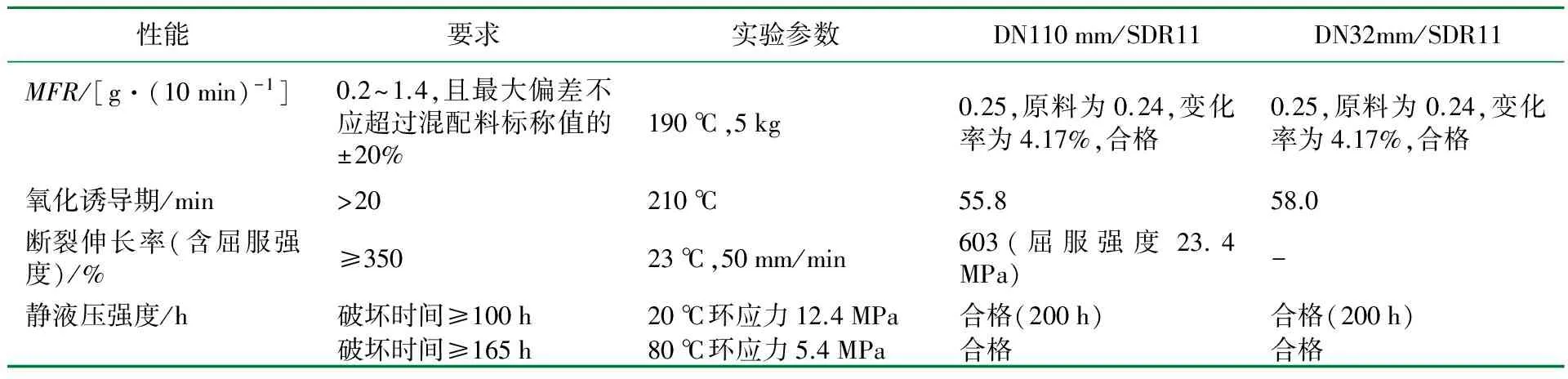
表3 1#混配料制得的管材檢測結果
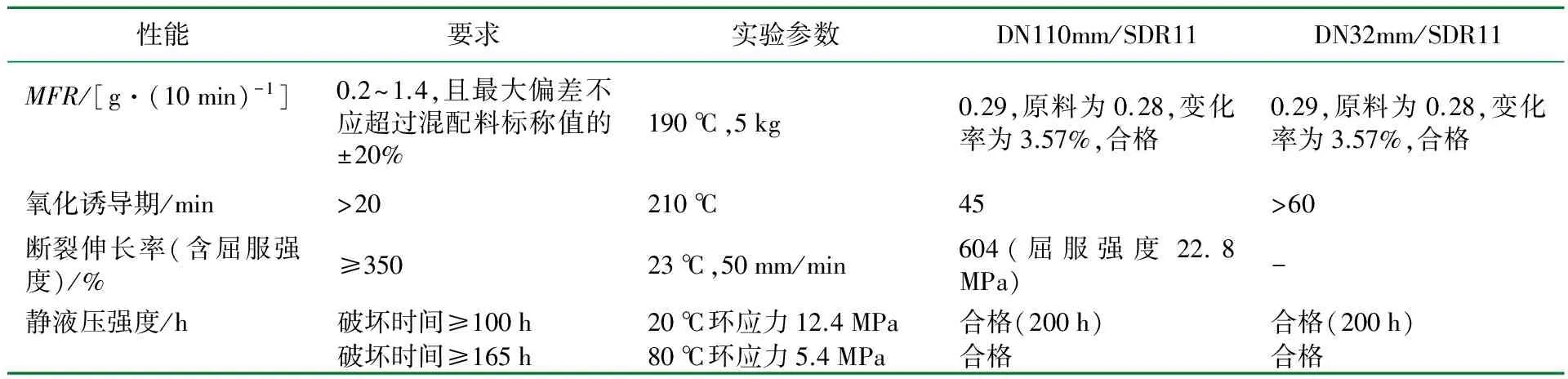
表4 2#混配料制得的管材檢測結果
3 結 論
(1) 經過2次造粒后,JHMGC100S的熔融指數變化不大。
(2) 在生產黑色燃氣管材專用料時,宜選用1#和2#炭黑母料。
(3) 炭黑母料質量分數為6.25%時能夠滿足炭黑含量的標準要求,生產的混配料各項基礎性能指標滿足國家和行業標準的要求。
(4) 加入炭黑色母料后制得的管材,在20 ℃靜液壓實驗達到200 h時管材仍未發生泄漏和破裂。
參 考 文 獻:
[1] 國際標準化組織.Buried polyethylene(PE) pipes for the supply of gaseous fuels-Metric series-Specifications:ISO 4437-2007[S].日內瓦:國際標準化組織,2007:1-22.
[2] 歐洲標準化委員會.Plastics piping systems for the supply of gaseous fuels-polyethylene(PE)-Part1:General:EN 1555.1-2010[S].日內瓦:歐洲標準化委員會,2010:1-18.