質量流量控制器在鋼包自動吹氬系統的應用
2016-05-26 07:31:19宋文學山東鋼鐵集團淄博張鋼有限公司山東淄博256400
山東工業技術 2016年2期
關鍵詞:應用
劉 濤,劉 躍,宋文學(山東鋼鐵集團淄博張鋼有限公司,山東 淄博 256400)
?
質量流量控制器在鋼包自動吹氬系統的應用
劉 濤,劉 躍,宋文學
(山東鋼鐵集團淄博張鋼有限公司,山東 淄博 256400)
摘 要:本文介紹的鋼包自動吹氬系統以質量流量控制器作為核心,配套相應的硬件檢測,軟件編程等。簡要介紹了管路及硬件改造,質量流量控制器與計算機的信號對接,成功應用于在煉鋼的鋼包底吹系統中,取得良好效果。
關鍵詞:質量流量控制器;鋼包自動吹氬系統;應用
1 鋼包吹氬的意義
鋼包吹氬的基本原理:氬氣作為一種惰性氣體,通過鋼包底部的專用透氣磚通入鋼水中。鋼水中的有害氣體如H2、N2、O2等氬氣在鋼水中形成大量小氣泡中,降低其在鋼水含量。氬氣還可以使鋼水在鋼包中涌動,鋼水得到充分攪拌,快速熔化加入鋼水中的合金、脫氧劑、脫硫劑等,鋼水成分和溫度得到均勻。攪拌的同時氣相成核和夾雜物顆粒相互碰撞,鋼液中的非金屬夾雜物等上浮進入鋼渣。氬氣底吹對于凈化鋼水提高鋼材品質的有重要的作用。
2 鋼包自動吹氬的主要控制方式比較
LF鋼包精煉爐和VD真空脫氣精煉爐等爐外精煉設備,在冶煉過程中,為保證鋼水的品質必須進行全過程吹氬操作。主要的方式有以下幾種:
最初最基本的控制方式是手動方式,通過操作工人在鋼包前現場觀察鋼水的翻騰情況和現場的壓力表顯示,手動扳動球閥控制氬氣壓力;氣源由管道氬氣或瓶裝氬氣提供。此種方式只能控制氬氣的壓力,而對實際的底吹流量并不能準確的進行控制,使用效果很差。
隨著認識的提高逐漸出現了減壓閥、電磁閥、氣動薄膜調節閥等控制元件做組成的吹氬控制,由操作工人現場觀察鋼水的翻騰情況告訴控制室,要求控制室內工控機上設置相應的氬氣壓力及流量參數。此種方式較手動方式有所提高,但是氣動調節閥調節曲線偏軟,反應時間慢,不能滿足現場控制的要求。
還有一種方式是通過流量閥組進行流量組合進行控制。流量閥為定流量的幾個閥組設計,例如5L/m、10L/m、20L/m的三個閥組并聯,就可作何出7種不同流量的控制。此種方式控制反應時間快,缺點是不能設定流量范圍內的任一流量參數。
本文介紹的鋼包自動吹氬系統以質量流量控制器作為核心,對管路進行相應的改造,質量流量控制器通過標準信號與計算機或PLC進行信號對接,滿足對氣體的流量進行精密測量和精準控制。
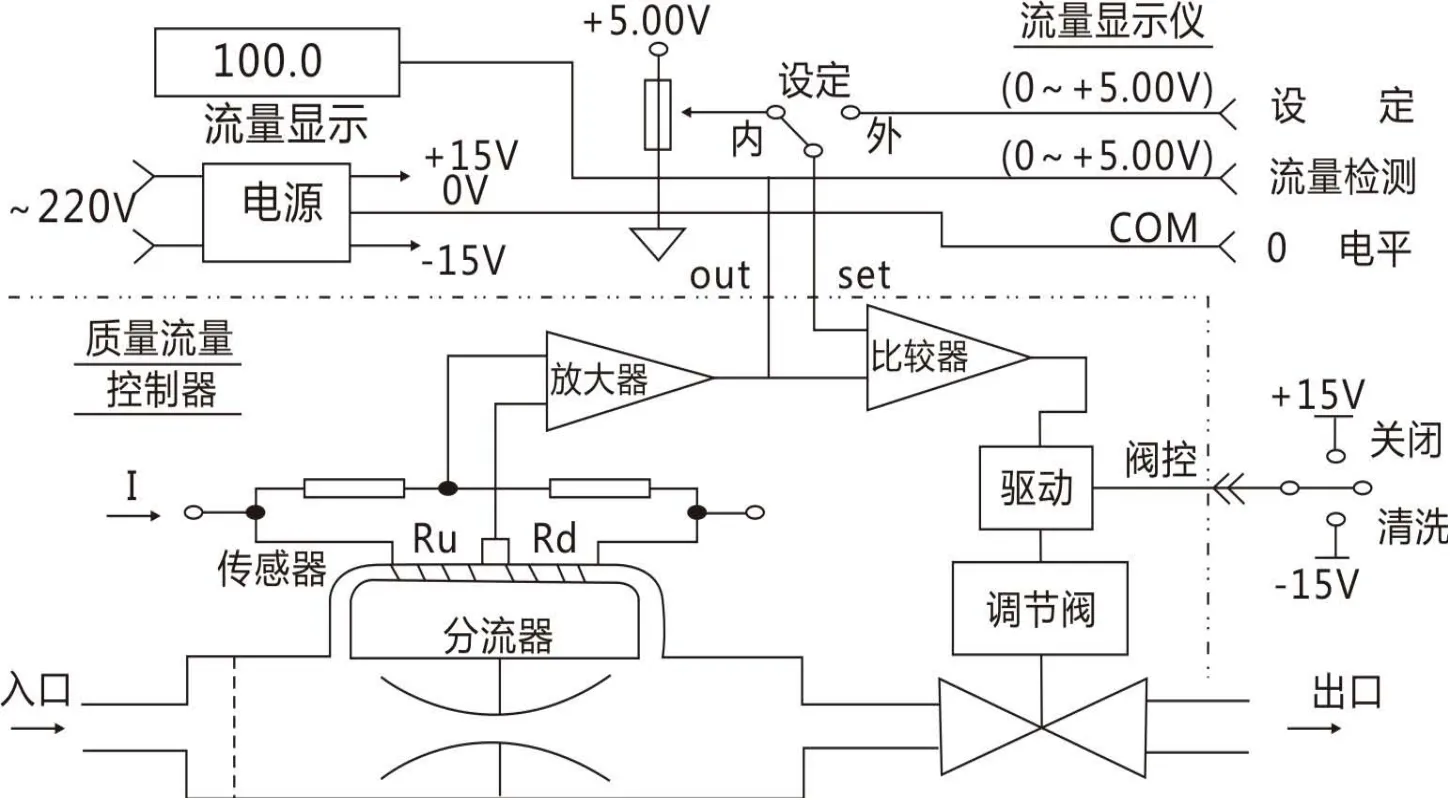
圖1 質量流量控制器的工作原理圖
3 質量流量控制器的工作原理
質量流量控制器(Mass Flow Controller)主要對氣體的流量進行準確測量、并對設定流量進行精準控制。主要功能部件有質量流量檢測部分、分流器通道、流量控制調節閥、信號處理電路和管道殼體等組成。
質量流量檢測部分采用毛細管傳熱溫差量熱法原理,對測量氣體的質量流量進行檢測工作原理圖如圖1所示。這種檢測方式的傳感器受溫度壓力的影響甚微,所以無需格外的溫度和壓力補償。質量流量檢測部件通過傳感器加熱電橋測得的流量信號,通過專用的放大器轉換處理后與設定流量對應的設定電壓進行比較。比較所得的差值信號放大后去對調節閥進行控制,使檢測到的信號與設定的信號一致。分流器的作用就是擴大通過流量控制器的流量,從氣體流向來看就是在主通道和毛細管間產生層流。
質量流量控制器輸入輸出的流量均為標準電壓或標準電流形式。質量流量控制器可以與計算機、PLC或與相應的流量顯示儀進行信號的對接,以實現顯示控制。質量流量控制器直接與計算機連接需要配備專用的A/D,D/A轉換模板。
質量流量控制器在長時間使用的過程當中或安裝調試時,零點有可能發生偏移,需要對零點偏移的進行校對。質量流量控制器直接與計算機進行信號對接如圖2所示。
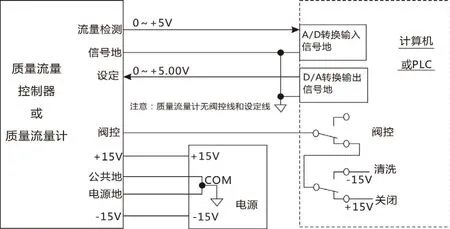
圖2 直接與計算機信號對接圖
4 鋼包自動吹氬系統的具體實現形式
一般鋼包有兩個支路用于控制兩個透氣磚,每條通氣線路都裝有獨立的流量調節控制,使得鋼包內的熱交換得到順利進行。鋼包自動吹氬系統每一支路采用一臺質量流量控制器作為控制核心,前后管路各設置一個電磁閥用于控制器的投入切除。在自動控制回路一旁設置一旁吹管路,用于鋼水結殼破殼,并可以對管路進行吹掃保證自動控制回路的安全。鋼包自動吹氬系統一個支路示意圖如圖3。
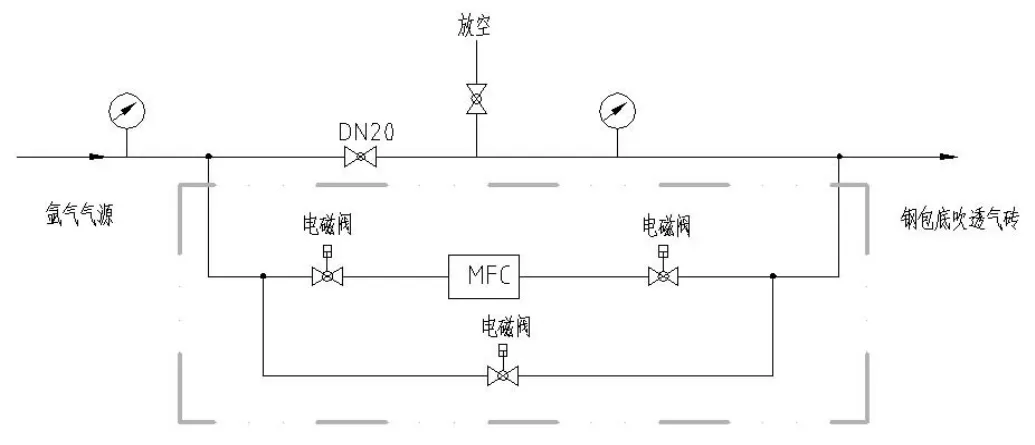
圖3 鋼包自動吹氬系統一個支路示意圖
5 結論
鋼包自動吹氬系統采用質量流量控制進行改造后運行穩定,從該系統的應用可以得出幾點結論。
質量流量控制器用于對氣體的質量流量進行精密測量和精準控制。本身具有精度高、重復性好、響應速度快、穩定可靠、工作壓力范圍寬等優點。
質量流量控制器在使用操作使用方便。開放性好既可配合流量顯示儀使用,也可直接同計算機實現連接實現系統自動控制。安裝使用可采取多種方式。
采用氣體流量控制器(MFC)控制模式的鋼包自動吹氬系統控制方式先進,冶煉過程中氣體的控制具有以下優點:精確控制、精確計量、流量穩定、免維護、可靠性高、抗干擾能力強、響應速度快、自動化程度高。
質量流量控制器可廣泛應用于電子工藝設備、真空鍍膜、石油化工、冶金、制藥、光纖熔接、分析測量儀器、制氣配氣等行業。
作者簡介:劉濤(1979-),男,山東章丘人,大學,助理工程師,研究方向:測控儀表方向。
DOI:10.16640/j.cnki.37-1222/t.2016.02.006
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
