翼板厚度差異對T形接頭焊接變形的影響研究
2016-05-26 11:07:49向祖權杜洪文劉春雨
武漢理工大學學報(交通科學與工程版) 2016年2期
向祖權 劉 彬 杜洪文 劉春雨
(武漢理工大學高性能船舶技術教育部重點實驗室 交通學院 武漢 430063)
?
翼板厚度差異對T形接頭焊接變形的影響研究
向祖權劉彬杜洪文劉春雨
(武漢理工大學高性能船舶技術教育部重點實驗室交通學院武漢430063)
摘要:T形接頭焊接結構形式廣泛應用于船舶建造和修造的各個工序中,針對翼板厚度差異引起的T形接頭焊接溫度場、橫向收縮量、縱向收縮量以及角變形的研究規律問題,利用SYSWELD有限元分析軟件,對其焊接過程進行數值模擬仿真,研究得到隨著翼板厚度的增加,焊接過程中翼板上下表面的峰值溫度差值逐漸增大,焊接完成后翼板的橫向收縮量、縱向收縮量以及角變形逐漸減小,這與實際生產規律相符,為造船及修船過程中由于翼板厚度差異引起的T形接頭焊接變形的預測,以及精度控制提供了前提條件.
關鍵詞:T形接頭;翼板厚度;橫向收縮量;縱向收縮量;角變形
0引言
在船舶建造過程中,從各種零部件的裝焊到分段的裝配,以及總段的合攏過程都需要大量的T形接頭焊接結構件,相對于對接焊焊接工序來說,T形接頭焊接工序過程中的溫度場以及變形場要復雜很多,對于船廠在焊接過程中的精度控制要求也更高.目前針對國內眾多中小型船廠在進行T形接頭焊接過程中的精度控制問題,比如在不同翼板厚度下由于焊接過程中T形焊接構件溫度的急劇變化造成的板材收縮變形[1]以及角變形降低了船舶建造過程中的焊接質量,為了能夠控制這種情況,研究和探索由于翼板厚度的差異引起的T形接頭焊接溫度場、橫向收縮量、縱向收縮量以及角變形的規律,對于提高造船精度有著十分重要的意義.
早期的對于T形接頭焊接變形的研究,國內外的許多專業人員做了大量研究工作[2-6],對于T形接頭焊接變形的模擬研究工作出現了解析法、固有應變法、熱-彈-塑性有限元法、基于人工神經網絡的焊接變形分析法等方法.基于SYSWELD有限元分析軟件,對不同翼板厚度下T形接頭的焊接變形進行了數值模擬仿真研究,總結了由于翼板厚度的差異引起的T形接頭焊接溫度場、橫向收縮變形、縱向收縮變形以及角變形的影響規律,從而為有效地預測和控制T形接頭的焊接變形以及提高造船精度提供了依據.
1焊接物理模型的建立
1.1材料特性與幾何模型
母材所選用的材料為Q345低合金高強鋼,材料的主要化學成分見表1[7-8].T形構件的尺寸:翼板為200 mm×100 mm×8 mm,腹板為200 mm×100 mm×8 mm.關于T形接頭幾何模型的創建,以及網格劃分過程是在Visual-mesh中實現的.

表1 Q345低合金高強鋼材料主要化學成分質量分數/%
主要研究T形接頭翼板厚度t在8,10,12,14 mm下焊接溫度場,以及變形場的不同情況,T形構建模型見圖1.

圖1 T形構件模型
1.2有限單元模型與裝卡條件
有限單元模型網格的劃分見圖2,采用SYSWELD中的8節點六面體單元進行網格劃分,而且為了兼顧有限單元模型計算精度和計算速度之間的平衡在靠近焊縫區域的網格劃分比較細密,遠離焊縫區域的網格劃分比較稀疏,劃分后的有限單元模型共有18 201個節點,24 250個單元(這對應于翼板厚度為8 mm時,其他翼板厚度下有限單元模型的節點數與單元數目做適當修改).
在實際焊接過程中,T形接頭焊接構件是沒有外部夾持力即沒有位移和載荷約束,為了防止有限單元模型產生剛體位移和轉動,采用3支點自由約束條件[9],即在節點A處施加x,y,z方向的剛性約束,在節點B施加y,z方向上的剛性約束,在節點C施加z方向上的剛性約束,裝卡條件見圖2.
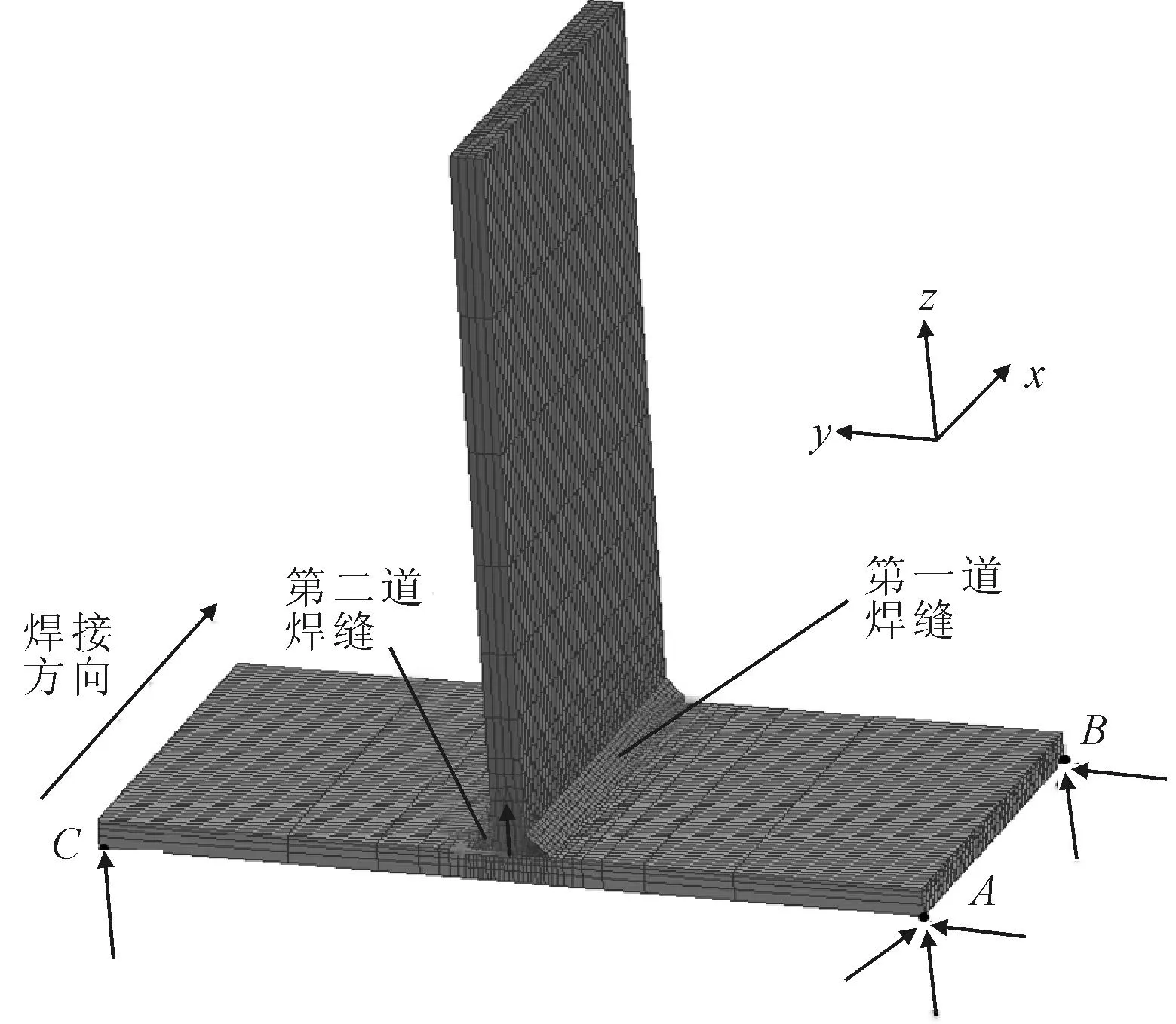
圖2 有限單元模型及裝卡條件
1.3焊接熱源模型
整個焊接過程采用半自動焊,由于在焊接過程中熱流密度分布的不均勻性導致后方的加熱區域比前方的加熱區域大,使得整個加熱區域為雙半橢球體并且前后2個半橢球體是不相同的,因此焊接熱源模型選用,見圖3的雙橢球體積分布熱源.
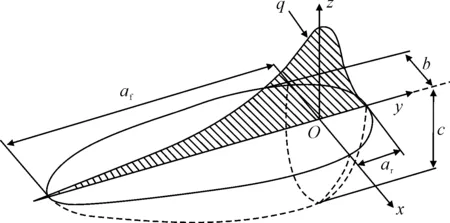
圖3 雙橢球體積熱源
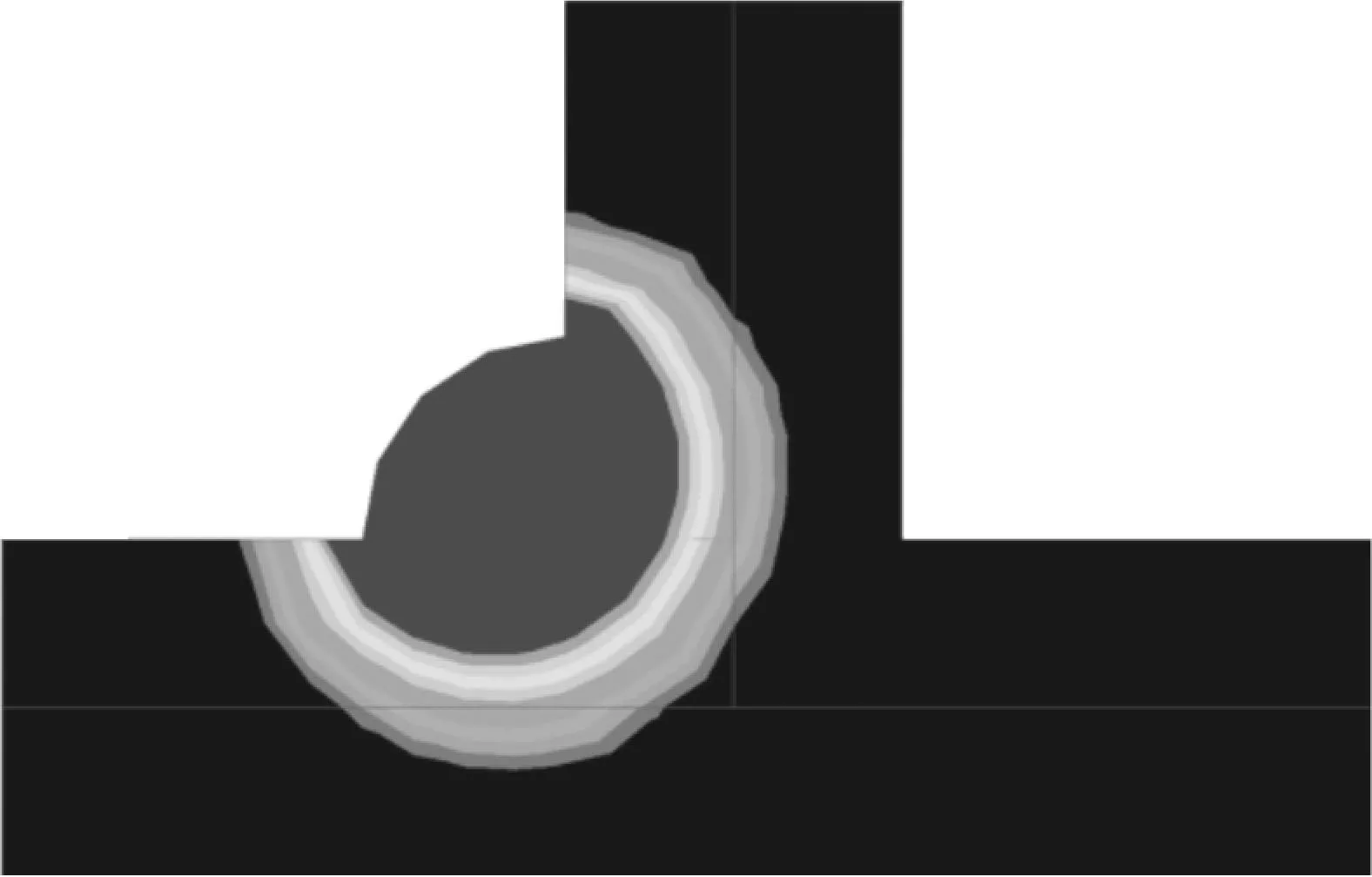
圖4 校核完成的熱源模型橫截面圖
前后半橢球的熱流密度分布由式(1)、式(2)確定.
(1)
(2)
式中:af為橢球的前半軸長度;ar為后半軸長度;b為熔寬;c為熔深;q為熱流密度;Q為熱輸入功率,Q=ηUI.采用的焊接方式為半自動焊,填充的角焊縫為等腰直角三角形,雙面單層焊接,保護氣體為CO2,氣體流量大小為14 L/min,電流180 A,電壓26 V,采取的焊接速度為5 mm/s,焊接的熱效率η取0.8,經過SYSWELD校核得到的T形接頭焊接熱源模型見圖4.
在進行T形接頭焊接時,先焊接第一道焊縫,見圖2,待焊后溫度冷卻至100 ℃左右之后再進行第二道焊縫的焊接.在實際裝焊的過程中,焊縫處的填充焊絲須滿足與待焊母材相容且具有相似的熱物理性能的條件,因此在SYSWELD模擬計算過程中假定焊縫處的填充焊絲與母材為同一種材料,并且利用熱-彈-塑性非線性的傳熱方程來描述電弧熱在被焊試件內部的傳導方程[10],即
(3)
式中:ρ為材料的密度;c為材料的比熱容;T=T(x,y,z,t)為節點(x,y,z)在t時刻的溫度;λx,λy,λz為材料沿x,y,z方向上的熱傳導系數;q為材料內部的熱流密度.在進行有限元模型計算時,利用牛頓法則和波爾茨曼定律分別考慮T形焊接工件與外部環境對流和輻射的邊界條件[11].
2數值模擬結果及分析
2.1焊接溫度場結果及討論
2.1.1翼緣板上表面與下表面溫度
圖5為在翼板厚度在8,10,12,14 mm下焊接過程中垂直于焊縫中央截面的翼緣板上表面與下表面節點(如圖1的A,B節點)的溫度變化曲線,可以看到A,B節點的溫度變化曲線都呈現一種升溫速率遠遠大于冷卻速率的規律,主要原因是在冷卻過程中節點處會受到后面熔池的再熱作用減緩了其冷卻速率,還可以看到A,B節點在350 s左右時溫度會再次上升,主要是節點開始受到第二道焊縫焊接過程的影響.
表2為在節點A,B處的峰值溫度,以及其峰值溫度差值.根據圖5及表2知,隨著T形構件翼板厚度的增加,焊接過程中翼緣板上下表面節點的溫度差值逐漸增大,這是因為在模擬焊接過程中所選用的熱源是相同的,即熱輸入相同的前提下由于翼板厚度的增加導致在傳熱過程中翼緣板上下表面的溫度差加大.
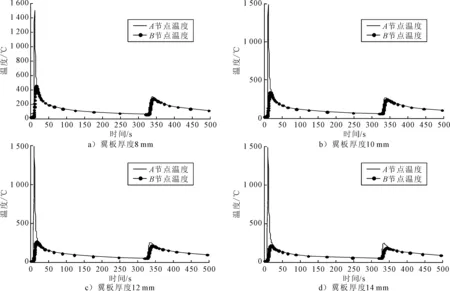
圖5 節點A,B處的溫度變化曲線
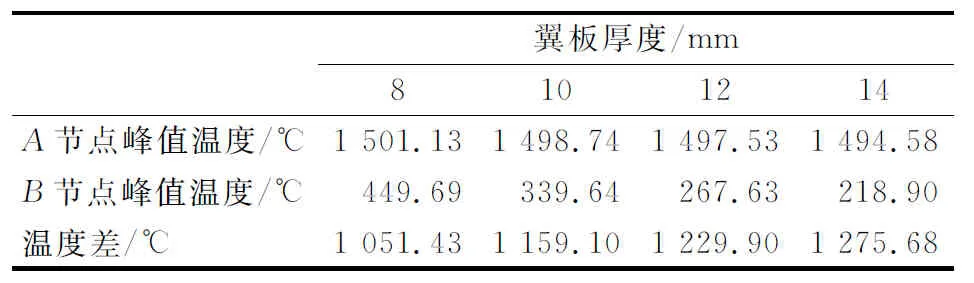
表2 節點A,B處的峰值溫度,以及溫度差值
2.2焊接變形結果及討論
2.2.1焊接整體變形
焊接完成后翼板厚度在8,10,12,14 mm下的T形焊接構件的整體變形云圖見圖6,為了方便觀察將變形結果放大5倍.T形焊接構件的整體變形是由其橫向收縮變形、縱向收縮變形,以及角變形等綜合影響的結果.
2.2.2焊接收縮變形
對于T形焊接構件翼板的橫向收縮變形以及縱向收縮變形,取載荷步在3 600 s時翼板厚度在8,10,12,14 mm下的焊接變形數值,見圖7.
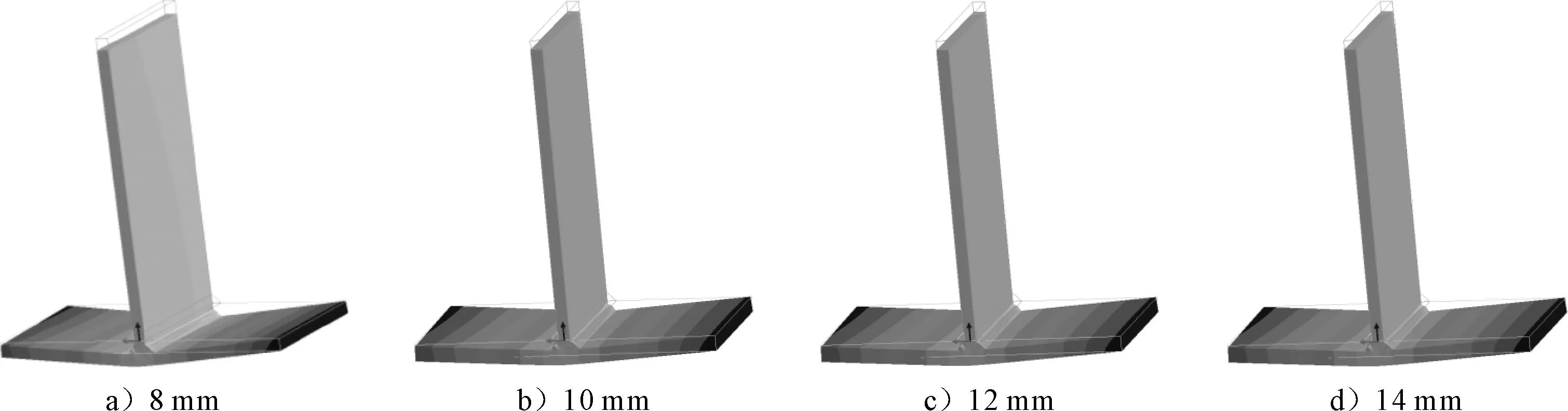
圖6 不同翼板厚度下的T形焊接構件的整體變形云圖
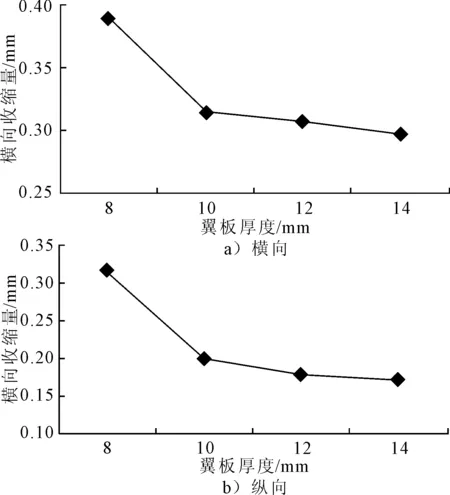
圖7 收縮量變化曲線
由圖7可知,隨著T形焊接構件翼板厚度的增加,焊后翼板的橫向收縮變形以及縱向收縮變形逐漸減小.
2.2.3焊接角變形
其中T形焊接構件角變形量以z方向上的節點位移變化來衡量,圖8表示按照圖1所示的a~b路徑各節點焊接完成冷卻至室溫后角變形的分布特征.對于T形焊接構件的角變形應該從兩方面進行考慮:一方面是隨著翼板厚度的增加使得翼緣板上下表面的溫差加大(由圖5及表2得到),從而會加大角變形的產生;另一方面,由于翼板厚度增加使得板材的剛度增大,會阻礙其角變形的產生.結果表明,隨著T形焊接構件翼板厚度的增加,翼板的角變形逐漸減小,說明翼板厚度即剛度增加對角變形阻礙的影響作用大于溫度差值驅動角變形增加的影響作用.
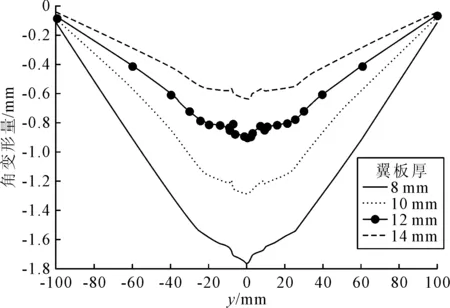
圖8 a~b路徑上各節點的角變形變化曲線
3結 束 語
利用SYSWELD焊接模擬軟件對在船體結構不同翼板厚度下T形焊接構件焊接變形數值模擬研究的結果發現:在溫度場中,隨著T形焊接構件翼板厚度的增加,翼板邊緣上下表面的溫度差值逐漸增大;變形場中,隨著T形焊接構件翼板厚度的增加,翼板的橫向收縮量、縱向收縮量以及角變形逐漸減小.
根據數值模擬結果發現T形焊接構件翼板的角變形是隨著翼板厚度的增加逐漸減小,說明翼板剛度增加對于角變形的抑制力在一定程度上大于翼緣板上下表面溫度差值對于角變形的驅動力,在整體上呈現出一種角變形隨著翼板厚度的增加逐漸減小的規律,與實際焊接規律相符.
參 考 文 獻
[1]向祖權,劉彬,郭純軒,等.板材焊縫間隙差異對溫度場及應力場的影響[J].船舶工程,2015,37(10):79-83.
[2]DENG D, OGAWA K, KIYOSHIMA S, et al. Prediction of residual stresses in a dissimilar metal welded pipe with considering cladding, buttering and post weld heat treatment [J]. Computational Materials Science, 2009,47:398-408.
[3]DENG D, LIANG W, MURAKAWA H. Determination of welding deforma tion in fillet-welded joint by means of numerical simulation and comparison with experimental measurements [J]. Journal of Materials Processing Technology, 2007,183:219-225.
[4]遲鳴聲.鎂合金復合熱源焊接工藝與數值模擬研究[D].大連:大連理工大學,2005.
[5]徐琳,嚴仁軍.T形焊接接頭殘余應力與變形的三維數值模擬[J].江蘇船舶,2007(1):5-8.
[6]SPRARAGEN W, ETTINGER W G. Shringkage Distortion in Welding [J]. Welding Journal,2014,23(11):544-559.
[7]李振江.基于SYSWELD的焊接接頭溫度場和殘余應力場研究[D].北京:北京交通大學,2010.
[8]馬慶芳.實用熱物理性質手冊[M].北京:中國農業機械出版社,1986.
[9]黃道業.高強度鋼T形結構焊接變形固有應變數值模擬[J]. Hot Working Technology, 2013,42(11):218-224.
[10]鄧德安,童彥剛,周中玉.薄壁低碳鋼管焊接變形的數值模擬[J].焊接學報,2011(2):81-85.
[11]周一俊,鄧德安,馮可,等.低碳鋼薄板單道堆焊焊接變形的數值模擬[J].焊接學報,2013(12):101-105.
Research on T-joint Welding Deformation in Different Flange Thickness
XIANG ZuquanLIU BinDU HongwenLIU Chunyu
(KeyLaboratoryofHighPerformanceShipTechnologyandSchoolofTransportation,WuhanUniversityofTechnology,Wuhan430063,China)
Abstract:T-joint welding structure is widely used in ship construction and repairing, while there is almost no studies on the effect of different flange thickness on temperature field, transverse shrinkage, longitudinal shrinkage and angular deformation. This paper applies the software SYSWELD to simulate the welding process of T-joint. With the increase of flange thickness, the peak temperature difference between the flange up and flange down is found to increase gradually in the process of welding, while the transverse shrinkage, longitudinal shrinkage and angular distortion are reduced gradually. This is consistent with the actual process and provides the premise for the forecast and control of T-joint deformation resulting from the difference of flange thickness in the process of ship construction and repairing.
Key words:T-joint; flange thickness; transverse shrinkage; longitudinal shrinkage; angular deformation
doi:10.3963/j.issn.2095-3844.2016.02.012
中圖法分類號:U671.3
收稿日期:2016-02-10
向祖權(1973- ):男,博士,副教授,主要研究領域為船舶先進制造技術
