一種火花塞流水線自動(dòng)送裝工作臺(tái)的設(shè)計(jì)
2016-05-30 22:34:05周宇邵添顏建強(qiáng)李清友袁炯根卜和蜇
科技創(chuàng)新導(dǎo)報(bào) 2016年18期
關(guān)鍵詞:自動(dòng)化
周宇 邵添 顏建強(qiáng) 李清友 袁炯根 卜和蜇
DOI:10.16660/j.cnki.1674-098X.2016.18.031
摘 要:目前國(guó)內(nèi)中小型火花塞生產(chǎn)企業(yè)多為人工流水線送裝火花塞,為了減輕火花塞自動(dòng)包裝流水線操作人員的勞動(dòng)強(qiáng)度,提高火花塞流水線的自動(dòng)化程度,提升生產(chǎn)效率,特此設(shè)計(jì)一種氣動(dòng)的火花塞自動(dòng)送裝工作臺(tái)。該文介紹了工作臺(tái)的組成和工作原理。實(shí)踐證明,火花塞自動(dòng)送裝工作臺(tái)運(yùn)行安全、穩(wěn)定,可以取代人工投放,能夠滿足生產(chǎn)要求。
關(guān)鍵詞:流水線 火花塞 自動(dòng)化 氣動(dòng) 送裝工作臺(tái)
中圖分類號(hào):U64 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2016)06(c)-0031-03
就目前我國(guó)生產(chǎn)流水線的水平而言,大多數(shù)火花塞生產(chǎn)企業(yè)的包裝流水線上火花塞包裝的上料和投放仍由工人手工完成,大部分是以半自動(dòng)為主。這種生產(chǎn)模式勞動(dòng)強(qiáng)度大、效率低,工人在如此的勞動(dòng)強(qiáng)度下易產(chǎn)生誤操作,并且有可能出現(xiàn)安全問(wèn)題。
隨著科技的發(fā)展,為了提高生產(chǎn)流水線的工作效率并且合理控制設(shè)備更新成本,夾取模塊或自動(dòng)工作臺(tái)已被廣泛應(yīng)用到工業(yè)生產(chǎn)中。
該火花塞自動(dòng)送裝工作臺(tái)實(shí)現(xiàn)了矩形擺放盒中火花塞的夾取與投送,替代了人工的重復(fù)投放,實(shí)現(xiàn)了后續(xù)包裝流水線的卡槽傳送帶的配套自動(dòng)上料和投送。工人只需將已擺放好火花塞的擺放盒依次放置于自動(dòng)送裝工作臺(tái)的傳送帶上,后續(xù)的分行夾取與分別投送即可自動(dòng)連續(xù)完成。并且,即使暫時(shí)無(wú)人值守,利用工作臺(tái)上傳送帶模塊的冗余與自動(dòng)送裝,亦可以自動(dòng)進(jìn)行循環(huán)工作。
1 火花塞自動(dòng)送裝工作臺(tái)的組成及工作流程
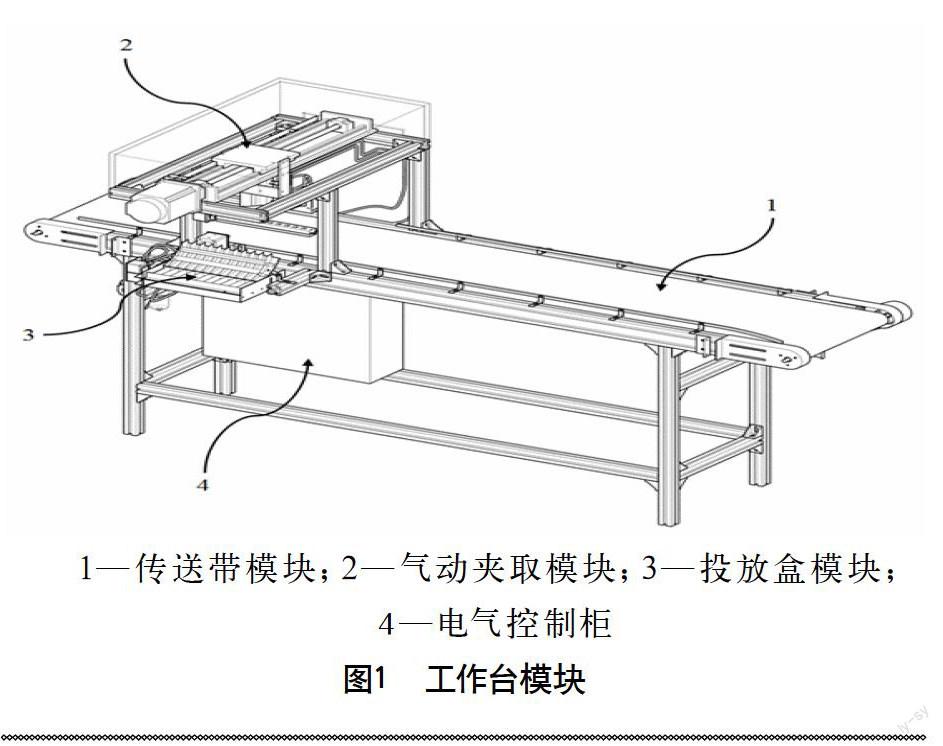
火花塞自動(dòng)送裝工作臺(tái)主要可以劃分為4個(gè)模塊,分別為傳送帶模塊、氣動(dòng)夾取模塊、投放盒模塊、電氣控制柜模塊(見(jiàn)圖1)。
1.1 傳送帶模塊
火花塞自動(dòng)送裝工作臺(tái)需要提高人工分配的效率。通過(guò)擺放盒在傳送帶模塊的自動(dòng)傳送與冗余,能夠?qū)崿F(xiàn)某時(shí)間段內(nèi)即使無(wú)人值守也可以自動(dòng)送裝。
1.2 氣動(dòng)夾取模塊
該工作臺(tái)設(shè)計(jì)使用了一種抽拉式多位自適應(yīng)獨(dú)立氣動(dòng)夾取頭來(lái)完成對(duì)火花塞的夾取,并且配合線軌模組上氣動(dòng)伸縮機(jī)械臂的移動(dòng)進(jìn)行火花塞的定位。
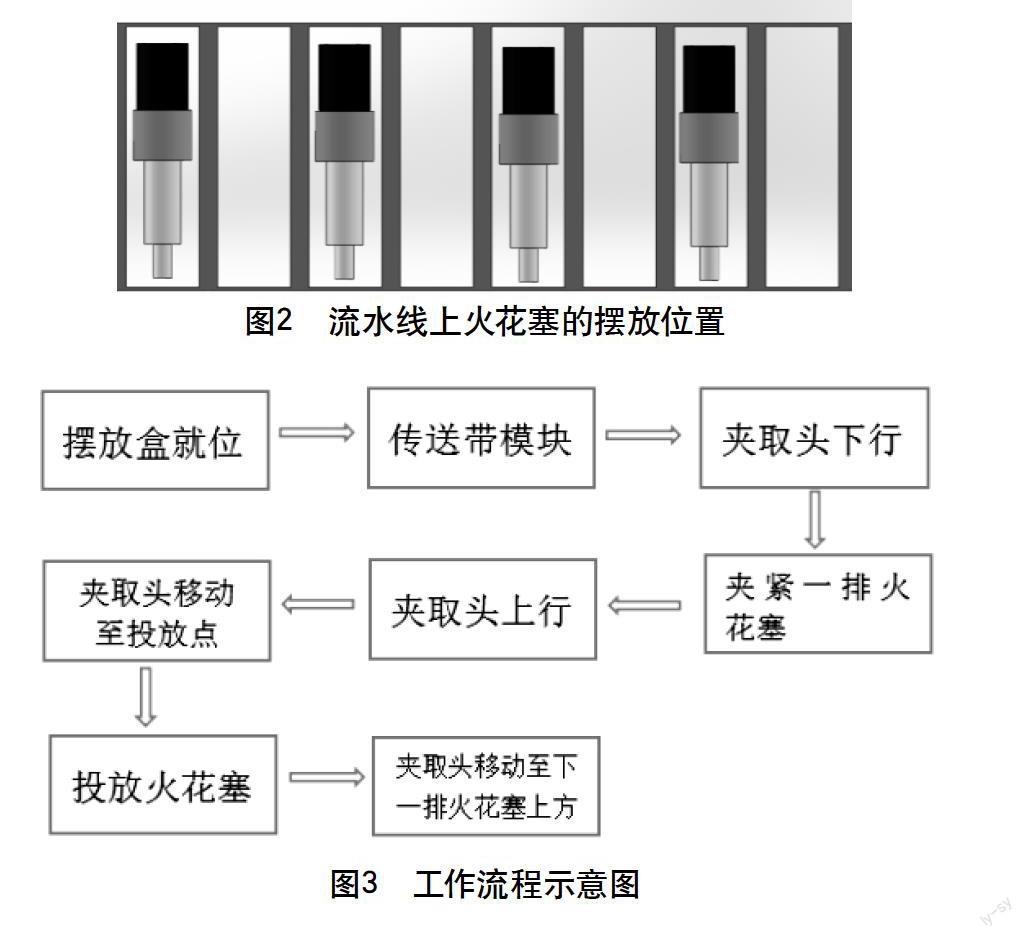
在實(shí)際生產(chǎn)中,火花塞豎直插在矩形火花塞擺放盒中。由于擺放的位置是連續(xù)的,而投放處火花塞卻是以間隔形式擺放的,為了協(xié)調(diào)流水線機(jī)器的工作,該氣動(dòng)夾取模塊采用連續(xù)夾取,投放至一處,由投放盒做出相應(yīng)的改變進(jìn)行投放(見(jiàn)圖2)。
1.3 投放盒模塊
火花塞自動(dòng)包裝流水線的傳送帶為格子狀,每次運(yùn)動(dòng)兩格,所以投放火花塞時(shí)是以每次間隔一個(gè)格子的形式擺放,但是直接由夾取模塊的氣動(dòng)夾取頭夾送過(guò)來(lái)的火花塞是連續(xù)的,沒(méi)有間隔。
該工作臺(tái)設(shè)計(jì)使用了一種雙層交錯(cuò)式氣動(dòng)抽拉機(jī)構(gòu)來(lái)對(duì)被夾取的火花塞進(jìn)行適應(yīng)性處理,實(shí)現(xiàn)火花塞投送時(shí)的間隔投放,以適應(yīng)包裝流水線的火花塞擺放特點(diǎn)。
1.4 電器控制柜模塊
電氣控制柜包含了西門子s7-200PLC控制器、輸入傳感器、輸出電磁閥、電機(jī)驅(qū)動(dòng)器、繼電器等。
PLC控制器通過(guò)檢測(cè)各個(gè)傳感器來(lái)確認(rèn)指令操作是否到位,并通過(guò)控制相應(yīng)的電磁閥與電機(jī)驅(qū)動(dòng)器來(lái)實(shí)現(xiàn)電機(jī)的啟停或氣缸的開(kāi)閉。從而可以完成傳送帶模塊對(duì)于多個(gè)火花塞擺放盒的連續(xù)傳送、氣動(dòng)夾取模塊對(duì)火花塞的逐行夾取與定點(diǎn)投放以及投放盒模塊將火花塞由豎直轉(zhuǎn)為水平擺放且分奇偶兩組由同一位置分送等檢測(cè)與控制過(guò)程。
1.5 主要工作流程
火花塞擺放盒通過(guò)傳送帶傳送,當(dāng)對(duì)射式紅外傳感器感應(yīng)到擺放盒時(shí),傳送帶停止,限位氣缸的氣缸桿伸出進(jìn)行定位。上下行氣缸動(dòng)作,帶動(dòng)氣動(dòng)夾取頭下移。
氣缸的霍爾感應(yīng)開(kāi)關(guān)感應(yīng)到氣缸桿動(dòng)作到位,此時(shí)夾取頭在氣缸的動(dòng)作下壓縮彈簧夾緊火花塞。上下行氣缸動(dòng)作,帶動(dòng)夾取頭上移,同時(shí)滑臺(tái)動(dòng)作,滑臺(tái)帶動(dòng)夾取頭移動(dòng)至投放點(diǎn)。夾取頭在氣缸的動(dòng)作下松開(kāi),火花塞通過(guò)滑槽掉落入投放盒中。當(dāng)一排火花塞完全落到流水線上之后,夾取頭返回夾取下一排火花塞。夾完一盒之后,傳送帶模塊動(dòng)作,送出空的擺放盒,并且讓下一盒進(jìn)入等待檢測(cè)。過(guò)程如圖3所示。
2 火花塞自動(dòng)送裝工作臺(tái)的結(jié)構(gòu)設(shè)計(jì)
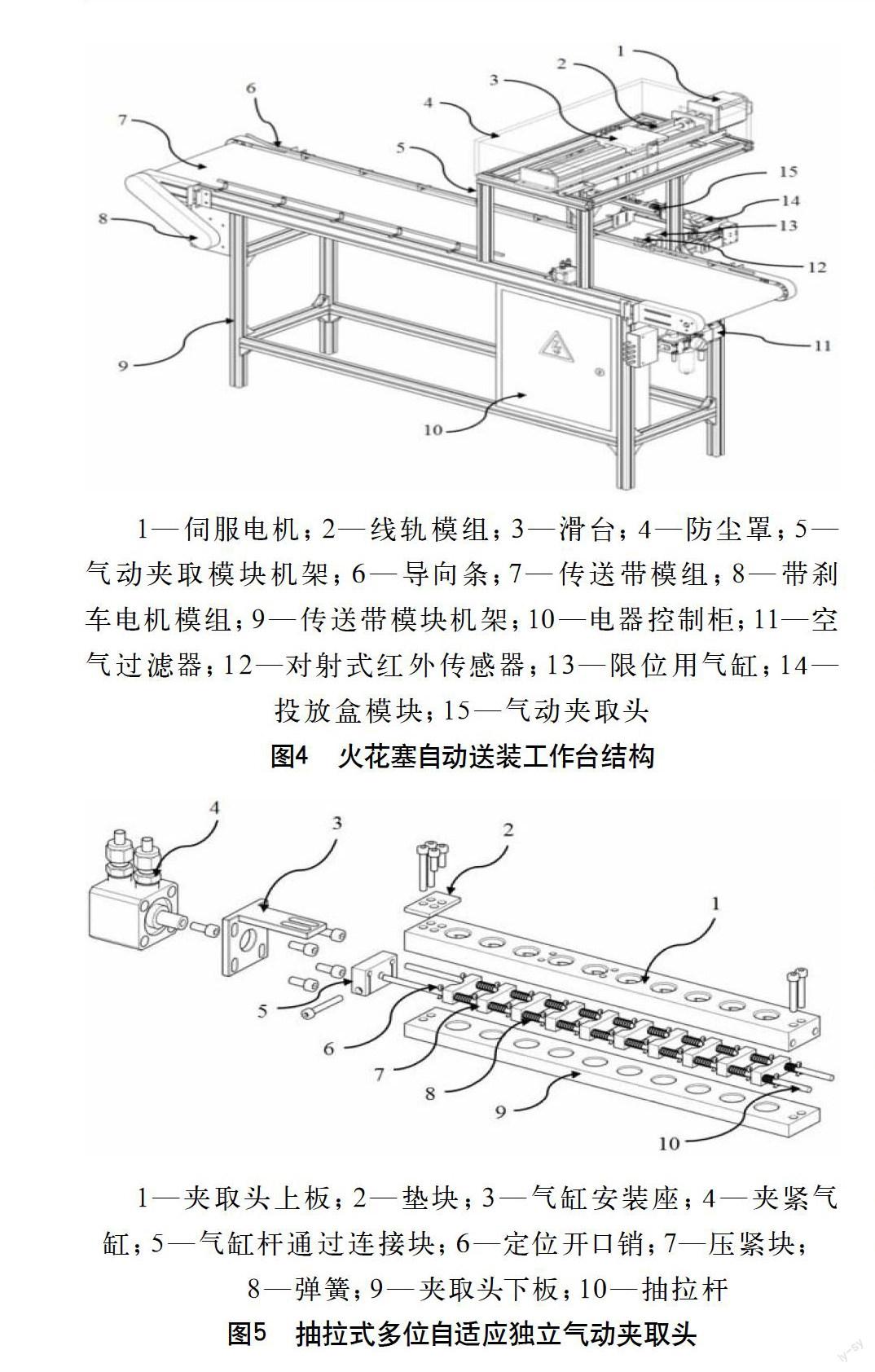
2.1 火花塞擺放盒的傳送及定位機(jī)構(gòu)
火花塞擺放盒傳送及定位機(jī)構(gòu)如圖4所示。機(jī)架由工業(yè)鋁型材搭建而成,兩側(cè)安裝有導(dǎo)向條。傳送帶模組的主動(dòng)輪采用的是兩個(gè)動(dòng)力滾筒,帶動(dòng)傳送帶模組的皮帶轉(zhuǎn)動(dòng)。帶剎車單相交流電機(jī)通過(guò)螺栓固定于鈑金電機(jī)安裝座上,鏈輪安裝于帶剎車單相交流電機(jī)的伸出軸上,動(dòng)力滾筒一端安裝有鏈輪,帶剎車單相交流減速電機(jī)通過(guò)鏈輪與鏈條將動(dòng)力提供給一端安裝有鏈輪的動(dòng)力滾筒。
對(duì)射式感應(yīng)開(kāi)關(guān)通過(guò)傳感器安裝座與螺栓固定于傳送帶模塊機(jī)架上,傳送帶模塊機(jī)架兩側(cè)分別安裝射式感應(yīng)開(kāi)關(guān)的發(fā)射端和接收端。限位用氣缸通過(guò)氣缸安裝座與螺栓固定于上述傳送帶模塊機(jī)架的兩端上,傳送帶模塊機(jī)架兩側(cè)分別安裝限位用氣缸。
2.2 抽拉式多位自適應(yīng)獨(dú)立氣動(dòng)夾取頭機(jī)構(gòu)設(shè)計(jì)
該工作臺(tái)設(shè)計(jì)使用了一種抽拉式多位自適應(yīng)獨(dú)立氣動(dòng)夾取頭,結(jié)構(gòu)如圖5所示。氣動(dòng)夾取頭通過(guò)一個(gè)上下行氣缸與線軌的滑臺(tái)連接,實(shí)現(xiàn)氣動(dòng)夾取頭的橫向與縱線的移動(dòng),從而達(dá)到對(duì)火花塞擺放盒里的火花塞分行逐次夾取與投送。
氣動(dòng)夾取頭一端通過(guò)螺釘安裝有氣缸安裝座,夾緊氣缸固定于氣缸安裝座上,夾緊氣缸的氣缸桿通過(guò)連接塊與抽拉桿固定連接。抽拉桿上設(shè)有均布的通孔,相鄰兩通孔的間距與矩形擺放盒單行中兩相鄰火花塞的間距相適配。
2.3 雙層交錯(cuò)式氣動(dòng)抽拉投放盒機(jī)構(gòu)設(shè)計(jì)
雙層交錯(cuò)式氣動(dòng)抽拉機(jī)構(gòu)投放盒的結(jié)構(gòu)如圖6所示。接料弧形槽通過(guò)4個(gè)帶有條形槽的安裝角鋁及螺栓安裝于投放盒上。
投放盒分為上、下兩層。兩板中間的開(kāi)槽中插入上抽拉板,投放盒下板的開(kāi)槽中插入下抽拉板,并使用螺釘加墊片使其只能在投放盒下板的開(kāi)槽中滑動(dòng)。
兩側(cè)板通過(guò)螺釘固定于機(jī)架連接桿上,上、下兩個(gè)抽拉氣缸通過(guò)螺釘安裝于氣缸安裝板上,氣缸安裝板固定于機(jī)架連接桿上,投放盒通過(guò)螺釘固定于兩個(gè)側(cè)板之間。上、下兩個(gè)抽拉氣缸分別通過(guò)抽拉板連接塊與上、下抽拉板連接。
3 火花塞自動(dòng)送裝工作臺(tái)各結(jié)構(gòu)的工作原理
3.1 火花塞擺放盒傳送及定位機(jī)構(gòu)工作原理
帶剎車單相交流電機(jī)通過(guò)鏈條將動(dòng)力傳遞給動(dòng)力滾筒,帶動(dòng)傳送帶運(yùn)動(dòng),火花塞擺放盒一起跟隨傳送帶運(yùn)動(dòng),并且通過(guò)機(jī)架兩端安裝的導(dǎo)向條的導(dǎo)向作用使盒子擺放整齊。
當(dāng)對(duì)射式紅外傳感器感應(yīng)到火花塞擺放盒已經(jīng)就位時(shí),帶剎車單相交流電機(jī)停止使得傳送帶停止,限位氣缸桿伸出,開(kāi)始夾取時(shí)又縮入。
在一盒火花塞被夾取完后,帶剎車單相交流電機(jī)繼續(xù)運(yùn)作,傳送帶送出已經(jīng)夾取完的火花塞擺放盒,并且送入下一盒新的待抓取火花塞,依次循環(huán)。
3.2 抽拉式多位自適應(yīng)氣動(dòng)夾取頭機(jī)構(gòu)工作原理
抽拉式多位自適應(yīng)獨(dú)立氣動(dòng)夾取頭通過(guò)上下行氣缸與線軌滑臺(tái)的運(yùn)動(dòng),套入當(dāng)前位所需夾取的一排火花塞。
火花塞進(jìn)入位置后,夾緊氣缸動(dòng)作,拉動(dòng)抽拉桿,抽拉桿向左運(yùn)動(dòng)。由于此時(shí)火花塞在多位夾取頭模塊的夾取位上,多位夾取頭上板的每個(gè)夾取位的左邊都設(shè)有擋塊,這時(shí)壓緊塊由于右端有彈簧,壓緊塊會(huì)跟著抽拉桿一起往左運(yùn)動(dòng),這樣壓緊塊在左移一小段距離后就壓在了火花塞上。這時(shí)夾緊氣缸的行程還沒(méi)走完,抽拉桿繼續(xù)左移,由于壓緊塊不動(dòng),所以彈簧被右側(cè)的定位開(kāi)口銷壓縮,使得火花塞被夾在壓緊塊與擋塊之間。
投放盒下板均開(kāi)有異形錐形通孔槽,其數(shù)量為投放盒上板的通孔方槽數(shù)量的一半,其位置為使得投放盒上板相鄰兩個(gè)通孔方槽的火花塞均能落入投放盒下板的同一異形錐形通孔槽中。
上抽拉板均勻間隔的開(kāi)有數(shù)量為投放盒上板通孔方槽數(shù)量一半的通孔。下抽拉板與上抽拉板通孔的數(shù)量相同且位置呈交錯(cuò)狀,交錯(cuò)距離為一個(gè)通孔位。
當(dāng)抽拉氣缸的上缸氣缸桿伸出時(shí),推動(dòng)連接的上抽拉板,使得投放盒上板奇數(shù)位的通孔方槽打開(kāi),偶數(shù)位為關(guān)閉;當(dāng)上缸氣缸桿縮進(jìn)時(shí)相反。而當(dāng)抽拉氣缸的下缸氣缸桿伸出時(shí),推動(dòng)連接的下抽拉板,使得投放盒下板的異形錐形通孔槽打開(kāi);當(dāng)下缸氣缸桿縮進(jìn)時(shí)相反。
通過(guò)分送模塊的各機(jī)構(gòu)配合,能夠?qū)崿F(xiàn)火花塞按照奇偶兩組、分兩次分送出去。如圖7為火花塞掉落情況模擬圖。
4 控制系統(tǒng)的設(shè)計(jì)
該設(shè)備采用PLC作為控制器,PLC放置于電氣控制柜中,通過(guò)檢測(cè)各個(gè)傳感器的信號(hào)輸入來(lái)對(duì)設(shè)備進(jìn)行控制。控制系統(tǒng)主要分為設(shè)備運(yùn)行狀態(tài)監(jiān)控、定位運(yùn)動(dòng)控制、設(shè)備與自動(dòng)包裝流水線同步信號(hào)檢測(cè)、各個(gè)氣缸的運(yùn)動(dòng)控制幾個(gè)部分進(jìn)行相應(yīng)的動(dòng)作。
其中設(shè)備運(yùn)行狀態(tài)監(jiān)控為通過(guò)檢測(cè)氣缸上的霍爾感應(yīng)開(kāi)關(guān)是否在規(guī)定的時(shí)間內(nèi)到達(dá)指定位置來(lái)判斷設(shè)備是否出現(xiàn)卡死的問(wèn)題。如果卡死機(jī)器自動(dòng)復(fù)位,紅色警示燈會(huì)亮起,并且會(huì)發(fā)出蜂鳴聲,提醒工作人員進(jìn)行設(shè)備的檢查,并且在緊急情況可以摁下急停按鈕。在處理完故障后松開(kāi)急停按鈕,然后按下啟動(dòng)按鈕,就能繼續(xù)啟動(dòng)。
定位運(yùn)動(dòng)控制采用PLC提供的脈沖控制庫(kù)(MAP庫(kù))進(jìn)行伺服電機(jī)的加減速及位置控制,使電機(jī)的運(yùn)動(dòng)更加平滑,最大限度地使用電機(jī)的驅(qū)動(dòng)能力。
5 結(jié)語(yǔ)
火花塞自動(dòng)送裝臺(tái)已經(jīng)嘗試投入使用,較大提高了工作效率與流水線的自動(dòng)化程度。
參考文獻(xiàn)
[1] 滕燕.氣爪元件動(dòng)特性的仿真和實(shí)驗(yàn)研究——兼論大學(xué)本科畢業(yè)設(shè)計(jì)的實(shí)施[J].機(jī)械制造與自動(dòng)化,2004(6):84-86.
[2] 單成祥.傳感器的理論與設(shè)計(jì)基礎(chǔ)及其應(yīng)用[M].國(guó)防工業(yè)出版社,1999.
[3] 朱錚濤,葉建輝.氣動(dòng)機(jī)械手PLC控制自動(dòng)編程系統(tǒng)的研究[J].機(jī)電工程技術(shù),1999(4):55-59.
猜你喜歡
經(jīng)營(yíng)者(2016年12期)2016-10-21 07:39:01
中國(guó)科技博覽(2016年19期)2016-10-19 14:47:24
中國(guó)科技博覽(2016年19期)2016-10-19 13:40:37
中國(guó)科技博覽(2016年18期)2016-10-19 07:01:13
中國(guó)市場(chǎng)(2016年36期)2016-10-19 03:40:15
科學(xué)與財(cái)富(2016年28期)2016-10-14 21:28:54
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:52:27
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:49:55
科學(xué)與財(cái)富(2016年28期)2016-10-14 19:33:38
科學(xué)與財(cái)富(2016年28期)2016-10-14 03:14:22
