淺談薄壁套零件的加工
2016-05-30 08:25:42李寧郭婉潔
中小企業管理與科技·上旬刊 2016年2期
關鍵詞:變形
李寧 郭婉潔
摘 要:薄壁零件的加工問題,一直是較難解決的,通過探討薄壁類零件在加工中存在的易變形、零件尺寸及表面粗糙度不易保證等技術問題,對加工難點進行分析,給出了工藝路線和加工方案,通過優化、完善裝夾方法,從而有效解決此類薄壁類零件的車削加工難題,為以后加工此類薄壁零件提供了經驗借鑒。
關鍵詞:薄壁零件;變形;夾具
薄壁零件應用越來越廣范,它具有重量輕,節約材料,結構緊湊等特點,但薄壁零件剛性差,強度弱,裝夾基準面小,加工過程中容易變形,不易保證加工質量和精度,因此如何正確的加工薄壁零件也是一個棘手的問題。
1 基本情況介紹
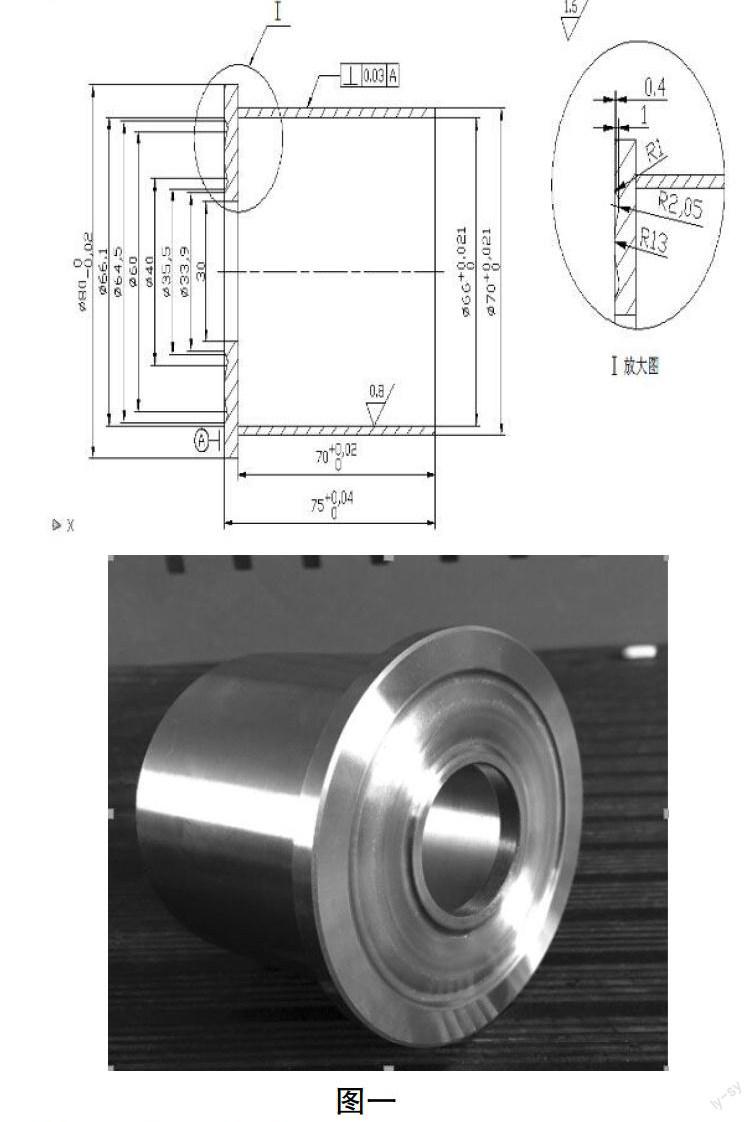
該薄壁套零件,材料為45#鋼,壁厚最薄2mm,薄壁套最大直徑為Ф70mm,內孔粗糙度為0.8,同時內孔精度要求在0.021mm內;外圓要求在0.021mm內,且精度要求較高,零件左端面有端面圓弧,其形狀及尺寸如圖一所示:
2 薄壁零件的工藝分析
2.1 工藝難點
影響該薄壁零件加工精度的主要因素主要有三方面的問題
①易受力變形 薄壁零件不易裝夾,工件壁薄,在較大的夾緊力下,容易產生夾緊變形。
②易受熱變形 因工件壁薄,過大的切削熱會使工件產生熱變形,不易保證工件精度要求。
③易振動變形 在高速切削過程中,工件易產生振動,從而影響工件的形位精度和表面粗糙度。
2.2 工藝方案過程
零件初始的工藝方案為:
①夾持毛坯料,鉆孔,內外交叉車削薄壁內外圓和Ф80外圓保證精度。②對零件切斷,為保證總長,長度提前預留1mm 。③為保證薄壁零件的形位精度,我們采用扇形軟爪和開縫套筒對薄壁進行裝夾。④零件調頭,切削端面保證總長。⑤切削端面圓弧。
通過這種方案加工出的工件經過三坐標測量機的檢測,零件薄壁外圓和內孔的圓度已經發生變化 ,為了保證工件的形位公差,我們變徑向裝夾為軸向裝夾。
零件改后的方案為:
① 對零件薄壁進行粗精車
選用Ф24的鉆頭鉆深度為80的孔,用內孔刀粗車內孔留精加工余量,對于Ф30的端面孔可以直接用Ф24鉆頭鉆孔,留余量為軸向裝夾定位時使用。用外圓車刀粗車Ф70、Ф80外圓,留精加工余量,之后分別對零件內孔和外圓進行精車,保證零件的尺寸精度,交叉車削最大限度的減少了零件的受力變形。
②切斷零件并留余量
選用4mm的切斷刀切斷零件,并留有1~2mm的余量,以保證總長,切斷時的轉速和進給都不宜過高。
③采用專用夾具對零件進行裝夾
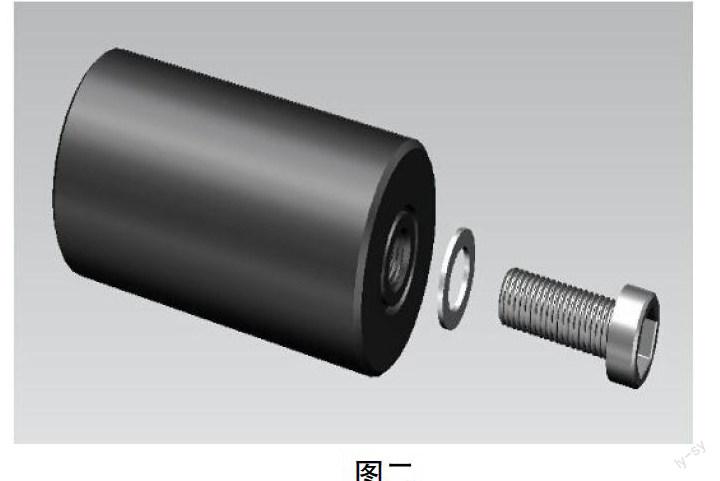
薄壁類零件,剛性很差,采用軟爪裝夾和開縫套筒也會對工件造成夾緊變形,為此我們設計一心軸來固定零件,極大的減小了零件的徑向變形(此心軸為螺紋配合),如(圖二)所示。將零件固定在夾具上,用外圓刀切削工件端面,保證總長。
④用左偏刀車削端面圓弧
將左偏刀橫裝在刀架上,刀尖對準工件端面,由外向里車削端面圓弧,進給速度不宜過快。
⑤用端面槽刀對零件進行最終切斷
零件在加工過程中,用螺栓加墊片緊固Ф24孔端面來固定零件,圖中端面孔的尺寸應為Ф30,選用3mm的端面槽刀,對零件進行切斷,轉速進給不宜過高。
2.3 刀具的選擇
在零件的加工過成中刀具材料和車刀角度的合理選擇對生產效率和工件表面粗糙對有很大影響,
所以正確選擇刀具材料和刀具角度是加工中關鍵的問題
2.3.1 刀具材料要求
①高的硬度;②足夠的強度和韌性;③高的耐磨性和紅硬性; ④良好的導熱性;⑤良好的工藝性;⑥良好的抗粘結性和化學穩定性。
2.3.2 刀具幾何角度選擇要求
①考慮工件的具體情況,如毛坯是鍛造件還是鑄造件,毛坯料的材質等。②考慮刀具的材料和結構,如高速鋼、硬質合金或陶瓷等,整體的機夾方式。③注意幾何間的參數關系,如選擇前角時應考慮斷屑槽的形狀,刃傾角的正負等。④了解具體的加工情況,如機床,夾具等。⑤正確處理刀具的鋒銳性與強度,耐磨性之間的關系。
精加工刀具角度的合理選擇:
外圓精車刀 Kr=90°~93°,Kr=15°α0=14°~16°,α01=15°,γ0適當增大。
內孔精車刀 Kr=60°,Kr=30°,γ0=35°,α0=14°~16°,α01=6°~8°,λs=5°~6°。
2.4 加工路線的優化
為使薄壁零件在加工過程中的變形對精度的影響減到最小,普通的車削很難保證零件的精度,應對零件進行內外交叉進行車削。
①先用Φ24的鉆頭進行鉆底孔。再選用Φ30的鉆頭進行擴孔,擴孔的深度大約有70mm左右,用鉆頭進行鉆孔可代替車刀的車削,效率比車削快。②粗車Φ66的內孔,留0.5的余量。③粗車Φ70的外圓,留0.5的余量。④精加工薄壁內外輪廓,保證精度。⑤用4mm的切斷刀把工件切斷,留1~2mm的余量,以保證總長。⑥用專用夾具固定零件,切削端面保證總長,左偏刀切削零件左端圓弧部分。⑦用端面槽刀把工件切斷。
3 總結
通過以上分析,對于薄壁零件的加工方法可歸納如下:
①粗、精加工分開。合理的工序安排減弱了因裝夾和熱變形對工件質量的影響,機床也得到合理的使用。②粗、精加工之間增加去應力工序,以最大限度地消除工件內部的應力。去應力后的工件在隨后的精加工中能夠較好的保證零件的形狀和尺寸精度。③精加工余量。合適的加工余量既能保持工件本身較好的基本強度,同時能保持切削時的散熱與排屑。④裝夾方式。合適的裝夾方式,提高了加工效率,節省了加工時間。
4 結束語
在數控加工中經常會碰到一些薄壁零件,本文對薄壁套零件加工的工藝特點、防止變形的工藝方法、車刀的幾何角度及路線優化進行了簡單的分析和闡述,為今后更好的加工薄壁零件提供了經驗積累。
參考文獻:
[1]《機械工程手冊》之《機械制造工藝及設備》(一)卷[M].機械工業出版社,1996.
[2]《航空制造工程》之計算機輔助制造工程分冊[M].航空工業出版社,1995.
[3]王啟平主編.機械制造工藝學[M].哈爾濱工業大學出版社,1990.
[4]劉立.數控車床編程與操作[M].北京理工大學出版社,2006.8.
[5]車工.職業技能鑒定教材編審委員會[M].中國勞動出版社,2004.7.
[6]穆國巖.數控加工編程與操作[M].機械工業出版社,2008.8.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36