淺談發動機加工工藝優化方法
2016-05-30 06:38:42郭勇志閆靜輝
時代汽車 2016年12期
郭勇志 閆靜輝
摘要:發動機各個零件的制造質量直接影響到發動機的性能水平和可靠性,因此加工質量要求很高,對各零件的加工工藝與設備要求也很高。不斷提高發動機各零部件產品的制造質量,已成為眾多車企提高發動機機整機質量的重要目標。
關鍵詞:制造質量;工藝;設備;整機質量
1引言
發動機三大零部件成品(缸體、缸蓋、曲軸)都是從鑄造或者是鍛造的毛坯經過復雜的機床加工而成的。機床加工工藝方法對產品的加工質量有重大影響。如何布置整線加工工藝,優化機床工藝加工順序。在提高產品質量的同時,又可以盡可能提高產品加工質量。這是我們研究的方向。本文將重點介紹一下缸體加工工藝的優化。2缸體加工工藝安排遵循原則
缸體加工工藝的優劣決定了產品質量高低。缸體工藝安排遵循以下原則:
a、首先從大表面切除多余的加工層,以便保證精加工后變形量很小。
b、容易發現內部缺陷的工序應該排在前。
c、把各深孔加工盡量安排在較前面的工序以免因較大的內引力,影響后續的加工。
3缸體加工工藝過程的制定
a、先基準后其它:先加工一面兩銷。
b、先面后孔:先加工平面,再以平面定位穩定可靠。可減少安裝變形,先加工平面,切去表面的硬質層,可避免因表面凸瘤、毛刺、及硬質點的作用而引起的鉆偏和打刀現象,提高孔的加工精度。
c、粗、精分開:有利于消除粗加工時產生的熱變形和內應力,提高精加工的精度。有利于鐵屑的排出,便于車間的生產管理,有利于及時發現廢品,避免工時和生產成本浪費。
d、工序集中:為了減少工序,減少機加工設備降低成本。應最大限度集中在一起加工,提高生產效益和加工精度。相關孔集中在一臺機床上加工還可以減少重復定位產生的定位誤差,尤其是提高位置度精度。
傳統的工藝加工方法都是按照先面后孔的工藝加工順序來加工的,缸體的加工也大體遵循了這一傳統工藝加工方法。但是卻有細微的區別。缸體的前端面作為發動機的重要安裝面,面上的安裝孔位置度好壞直接影響到發動機整機的氣密性。下面我們將以B15系列發動機缸體加工為例,簡單介紹一下后端面變速箱螺栓安裝孔加工方法。
后端面變速箱螺栓安裝孔是在粗加工OP40加工的。這臺機床除了加工后端面變速箱螺栓安裝孔外,還粗加工了前端面、止推面、鍵槽、水泵孔、變速箱定位銷孔。最初的具體加工順序如下:
加工前端面→止推面→#201、202孔→鍵槽→變速箱安裝孔→#130孔
從這一工藝布局來看,我們是嚴格遵循了先面后孔的傳統工藝加工方法。
4加工工藝分析
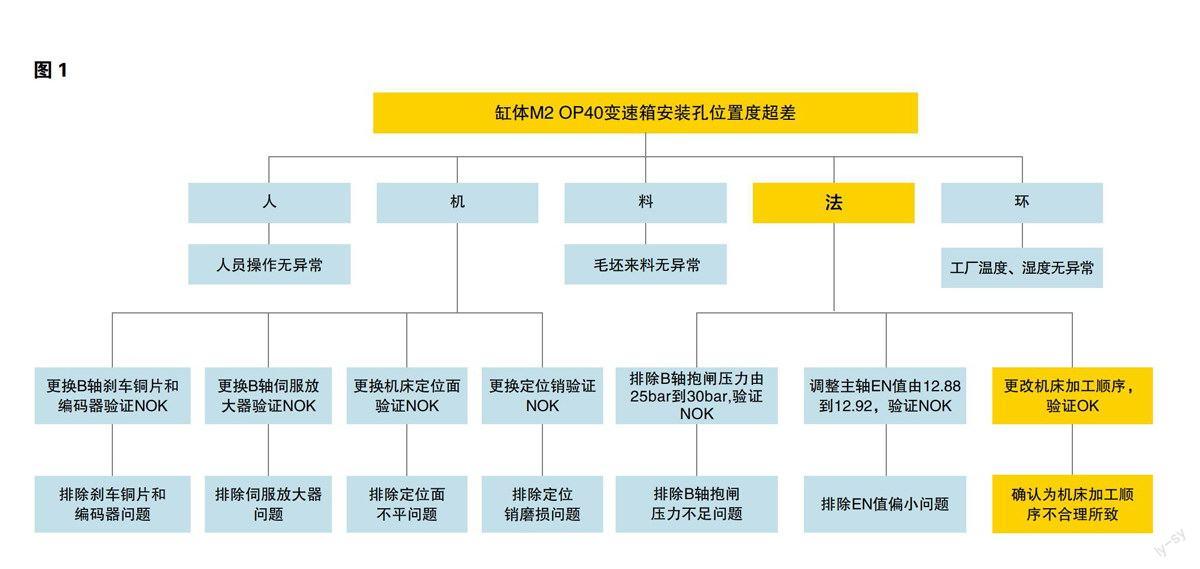
在缸體加工工藝過程中,影響變速箱安裝孔位置度的可能因素很多。下面我們將通過樹圖的形式對這些可能的因素逐一分析并一一排除。最終查找出根本原因。可能的原因主要從以下幾個方面產生:
1、人員:調查人員按照標準化操作,無異常。
2、機床設備:分析機床設備對位置度影響的可能因素有:
①B軸剎車片磨損和編碼器失效,零件將無法準確定位,導致孔加工位置度超差。
②伺服放大器失效,也會影響到工件加工定位,導致孔加工位置度超差。
③機床加工定位面不平整,零件夾歪,同樣會導致孔加工位置度超差。
④定位銷松動,零件加工時受力易偏移,孔位置偏移位置度也會超差。
3、毛坯來料:毛坯來料如果出現多肉或夾緊點不平整也會導致孔位置度超差。
4、加工方法:加工方法主要有以下幾點會影響到位置度:
①B軸抱閘壓力不足,機床B軸將無法及時剎車,零件加工定位偏移,位置度也會超差。
②主軸EN值小,刀具加工夾緊力不足,加工振動大也會影響到孔位置度。
③工藝加工順序設置不合理,孔位置度波動大也會超差。
5、工廠環境溫度:環境溫度變異影響加工精度已得到行業的證實。
5有效性驗證
對以上從人員、機床設備、毛坯來料、加工方法、工廠環境溫度等五個方面分析出來的可能原因我們做了逐一驗證。驗證結果我們發現只有從更改機床加工工藝方法所做的驗證有效。
6有效性解析
為什么更改了機床加工工藝順序之后效果如此明顯?這是否顛覆了傳統的先面后孔加工原理?我們對OP40工位加工工藝做了深入研究。對比改進前和改進后的工藝加工順序:
改進前:加工#199面→止推面→#201、202孔→鍵槽→變速箱安裝孔→#130孔
改進后:加工止推面→#201、202孔→鍵槽→變速箱安裝孔→#130孔→#199面
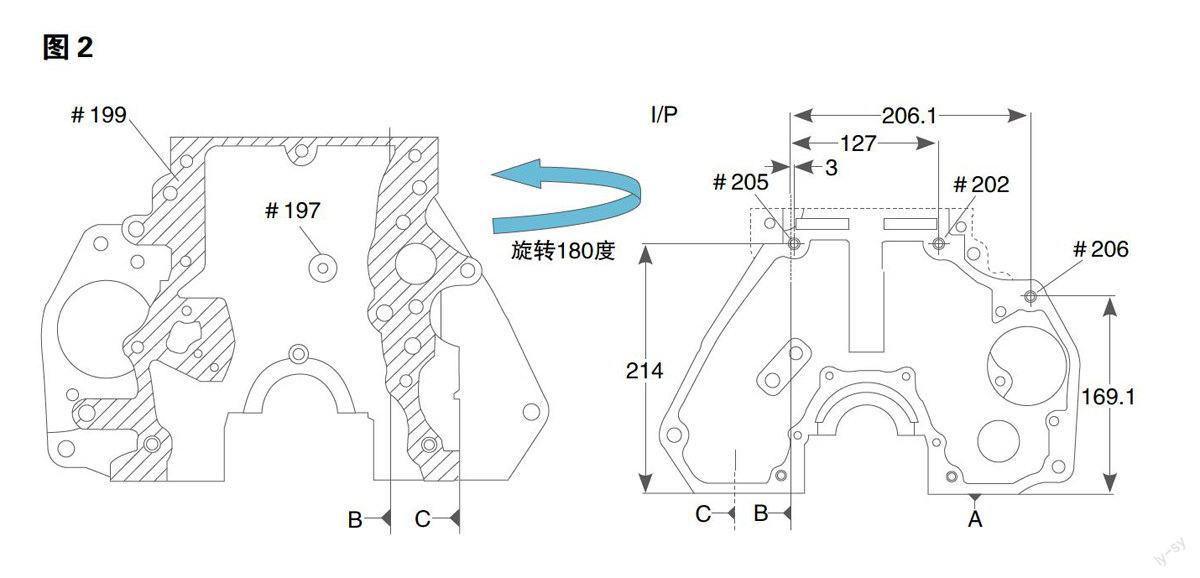
我們研究發現缸體01740先加工前端面是一個大平面。機床加工振動大,工件B軸旋轉方向易出現位移。當加工完前端面面之后,需要旋轉180度再加工變速箱安裝孔。B軸旋轉方向的位移誤差直接影響到變速箱安裝孔的加工。造成變速箱安裝孔位置度波動大出現超差。如圖2所示。
7經驗總結
總結此次工藝改進,我們意識到先面后孔原理僅僅是針對單一平面而言。對于兩個平面上的孔和面不一定適用這一原理。不難發現實際上我們并未顛覆傳統的先面后孔工藝加工原理。反而更深入的理解了這一原理。理解并由根據去尋求創新。
8結束語
對于機械行業機床加工工藝方法,有很多相通之處,無論是加工面還是孔都離不開我們最基礎的工藝學原理。但是工藝的制定不能脫離機床的實際加工特性。偏離了機床加工特性制定出來的工藝加工順序必定是不科學的。對產品質量會產生深遠的影響。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
