淺談手工電阻點焊焊接參數監控范圍的設定
2016-05-30 21:37:05呂金柱
企業科技與發展 2016年11期
呂金柱
【摘 要】電阻點焊具有成本低、效率高等特點,特別適合對汽車車身的連接。文章通過確定焊接時間、電極壓力2個變量,尋求采用焊接電流與熔核大小的關系來確定第3個變量的方法來確定焊接參數的合理范圍,再從焊接參數的衰減方面分析得出焊接參數的監控范圍。
【關鍵詞】電阻點焊;參數;監控
【中圖分類號】U466 【文獻標識碼】A 【文章編號】1674-0688(2016)11-0078-04
近年來,隨著新技術的應用,雖然各種連接工藝在車身中應用逐漸增多,但電阻點焊因其低成本、高效率的特點,仍然是車身裝配的主要連接工藝。電阻點焊完成90%以上的車身裝配工作量,是車身裝配的主要連接方式。電阻點焊焊點質量的好壞嚴重影響汽車的性能。本文從手工電阻點焊獲得合格熔核的參數范圍及手工電阻點焊參數的衰減2個方面分析得出焊接參數的監控范圍。
1 電阻點焊基本原理
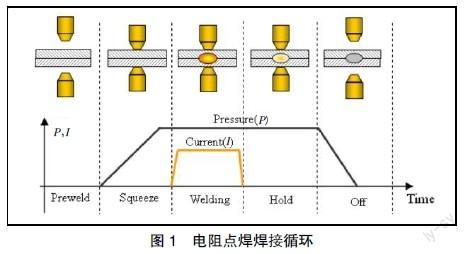
電阻點焊過程就是在熱與機械(力)作用下形成焊點的過程,熱作用使焊合件貼合面母材金屬熔化,機械(力)作用使焊接區產生必要的塑性變形[1]。電阻點焊焊接循環如圖1所示。
電阻焊是利用內部電阻通過電流產生的熱源來進行焊接的,焊接期間產生的熱量可用以下公式表示。
Q=I 2RT
上式中,I為焊接電流,R為電阻,T為通電時間。
電流I對熱量的影響比其余2個參數的影響都大,因此在焊接過程中,它是一個必須嚴格控制的參數。電流過小時,產生的有效熱量不足以形成所需要尺寸的熔核及熔透率,甚至出現完全沒熔合的虛焊。在用小功率焊機時,如果功率不足,因無法提供能熔化金屬的溫度場,即使延長焊接時間,也無法形成有效的焊點。電流過大時,會造成加熱過急,如果焊點周圍的塑性環未形成而板件的接觸點快速熔化就會引起前期飛濺,如果在形成熔核后熔化核心的擴展速度大于塑性區的變形速度就會引起后期飛濺。
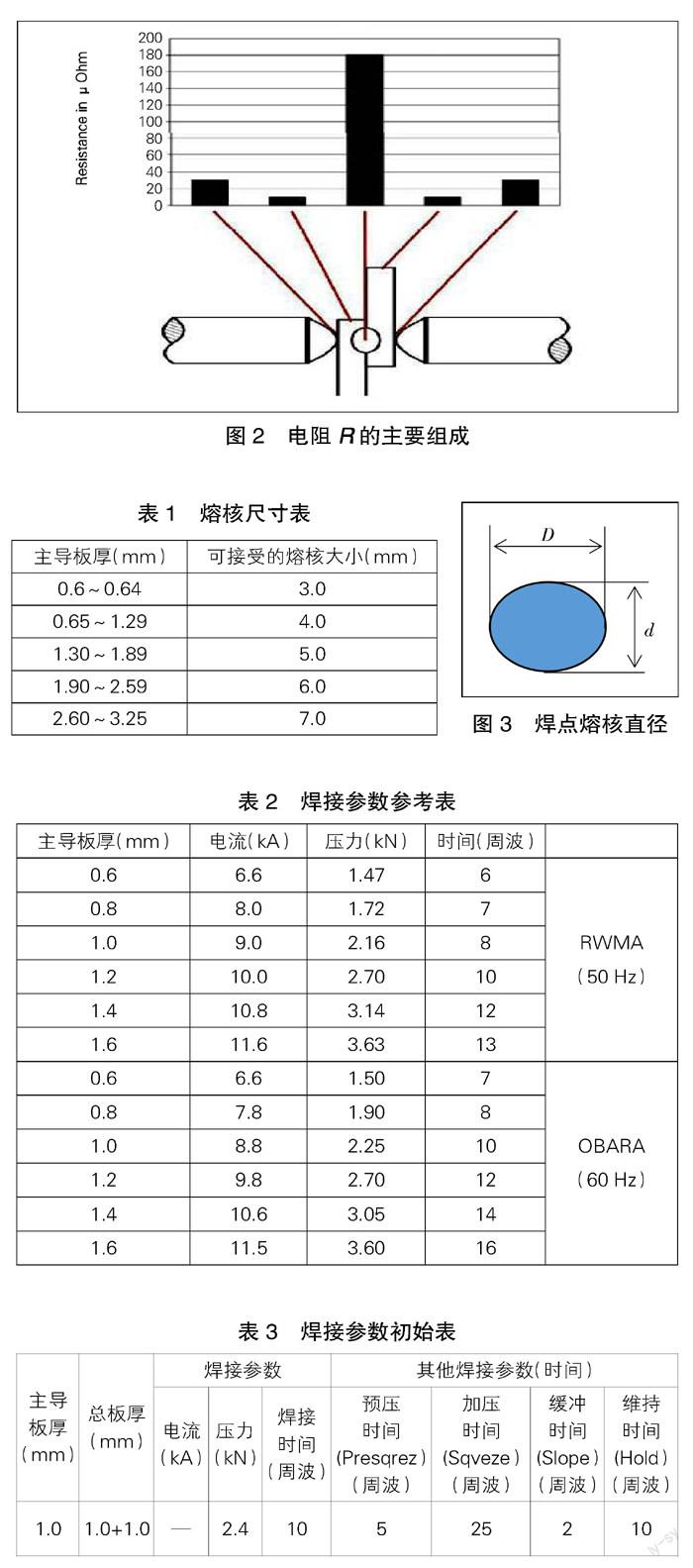
電極之間的電阻R包括工件本身的電阻R1、2個工件之間的電阻R2、電極與工件之間的電阻R3,R=2R1+R2+2R3[2]。電極和工件的接觸電阻、工件與工件間接觸電阻組成主要受電極壓力的影響,而工件本身的電阻變化很小。因此,影響電阻R的主要因素為電極壓力。電阻R的主要組成如圖2所示。
通電時間T對熱量也有顯著影響。當通電時間過短時,因產生的熱量有限而無法形成有效的熔核尺寸。當加熱時間過長時,又會因熔化金屬的范圍超出塑性環的約束區域而形成飛濺,同時引起表面過熱、壓痕過深、搭接邊壓潰等缺陷。
由此可見,影響電阻點焊焊接質量的主要參數有3個,即焊接電流、電極壓力、焊接時間。
2 手工電阻點焊基本參數范圍的確定
電阻點焊焊點質量的好壞嚴重影響汽車的性能。一般來說,整車焊點的合格率要求≥98%。要達到如此高的焊接合格率,必須先確定電阻點焊的基本參數范圍,然后再對參數進行監控。電阻點焊基本參數有焊接電流、電極壓力及焊接時間。確定電阻點焊參數范圍,首先要確定電極的端面形狀和尺寸,其次初步選定電極壓力、預壓時間、加壓時間、緩沖時間、維持時間,然后電流值從參考值為中心,向下逐漸減小到熔核尺寸太小不符合要求,向上逐漸增大,直到出現嚴重飛濺。
合格焊點應滿足焊點直徑=(D+d)/2≥d min,如果實際測量焊點直徑(D+d)/2實驗先確定電極頭端面尺寸,實驗采用尺寸為16 mm的新電極頭,修磨端面直徑為5.6 mm,焊接10~15點后開始實驗。根據美國電阻焊制造協會(RWMA)及小原(OBARA)提供的焊接參數參考(見表2)及現場實際情況,初取壓力為2.4 kN,焊接時間為10周波;其他參數預壓時間為5周波、加壓時間為25周波、緩沖時間為2周波、維持時間為10周波(見表3)。
最常用的檢驗試樣的方法是撕破法。優質焊點的標識如下:在撕破試樣的一片上有圓孔,另一片上有圓凸臺[3]。用試片撕破法進行電流-熔核大小的實驗,選取電流8.5 kA作為初始中值,以上下每0.1 kA作為一個變化單位進行實驗,其結果如下。當電流小于7.7 kA時,熔核直徑小于4.0 mm,小于7.2 kA以下時,基本撕不出有效熔核;當電流大于9.4 kA時,焊接飛濺比較嚴重。實驗結果表明,在壓力為2.4 kN、焊接時間為10周波的狀態下,1.0+1.0 mm板厚試片獲得了比較良好的焊接狀態的電流范圍為7.7~9.3 kA(見表4)。焊點熔核如圖4所示。
3 手工電阻點焊參數的正常衰減
電阻點焊的3個主要參數為焊接電流、電極壓力及焊接時間。電極壓力主要受工廠氣源壓力波動的影響,一般波動5%左右,該波動屬于正常的波動,比較容易受控;焊接時間一般設定后都不會變動;焊接電流受電纜的影響波動比較大。
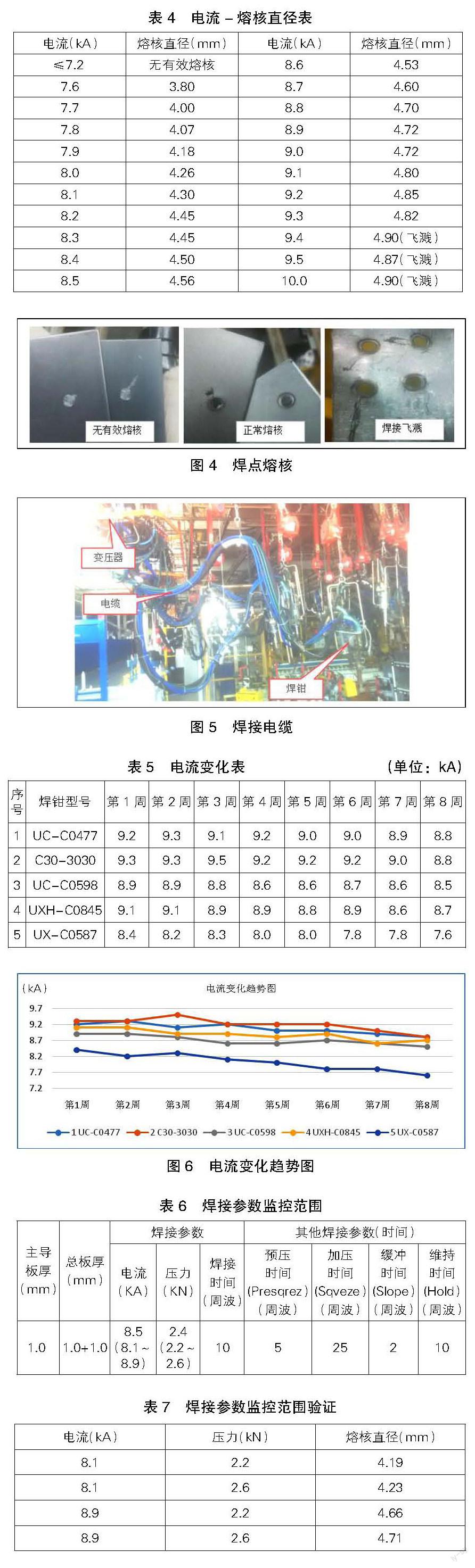
手工懸掛電阻點焊設備一般使用無感電纜。因為長時間的大電流焊接特別容易造成電纜電阻值增加,影響焊接電流;同時,電纜因長時間使用及焊接過程頻繁拉動而導致內部銅絲出現斷股,焊接電流輸出到電極頭位置就會隨時間推移不斷減小。焊接電纜如圖5所示。
為了獲得電流隨時間變化的狀態,在生產節拍為40 JPH、3個班次生產的條件下,采取每周測量一次參數的方式監控整條生產線的焊接電流。下面是部分通過測試得出的焊接電流隨時間推移的變化情況(見表5和圖6所示)。
從圖6和表5中可以得出結論,焊接電流隨時間的變化不斷衰減。從第1周到第4周,即一個月內衰減0~0.4 kA,從第1周到第8周,即2個月內衰減0.4~0.8 kA。
4 手工電阻點焊參數監控范圍的確定
前面實驗結果表明,在壓力為2.4 kN、焊接時間為10周波的狀態下,1.0+1.0 mm板厚試片獲得比較良好的焊接狀態的電流范圍為7.7~9.3 kA,中值電流為8.5 kA。工廠生產節拍為40 JPH,3個班次滿負荷生產,因此確定正常的監控周期為一個月比較適宜。從前面監控數據得知,一個月內焊接電流衰減大的有0.4 kA,從而得出電流的監控范圍下限為8.1 kA。對于監控范圍上限,實驗出現大量飛濺電流在9.4 kA以上,同時電流越大能耗越大,對電纜的損耗也越大,根據對稱原則,取電流8.9 kA作為監控范圍上限。最終得出在壓力為2.4 kN,焊接時間為10周波狀態下,1.0+1.0 mm板厚電流參數監控范圍為8.1~8.9 kA。同理,壓力參數一般波動5%,在做監控時應適當放寬范圍,取2.2~2.6 kN。最終得出1.0+1.0 mm板厚的焊接參數監控范圍(見表6)。
同樣,用撕破法驗證該參數監控范圍是否合理,表7為驗證結果,熔核直徑符合要求,同時焊點表面狀況良好。
對0.8 mm、1.2 mm、1.4 mm等常用板厚焊接參數監控范圍用同樣方法實驗得出(見表8)。
實際上,現場零件搭接比較復雜,參數的范圍還需要遵循以下原則,且其最終焊點熔核要符合要求。總板厚>2.5倍主導板厚,焊接電流和電極壓力保持不變,焊接時間加長;有銅板的焊接,焊接電流和電極壓力保持不變,焊接時間加長;當上電極或下電極為平面時,焊接電流和電極壓力保持不變,焊接時間加長。
5 手工電阻點焊焊接參數監控
電阻點焊焊接參數監控范圍確定后,需要定期對焊接參數進行監控。
(1)正常監控測量頻次為1次/月,測量出現參數偏差超出或臨近監控界限的情況需要進行調整維護,測量、維護結果記錄在《焊接規范參數檢測表》。當測量發現焊接參數變化異常時,需要確認電纜等焊接設備是否有異常情況。
(2)當更換電纜、焊鉗等焊接設備時需要對焊接參數進行測量確認,偏差較大時,需要對參數進行調整并確認焊接質量,記錄在《設備變更、參數調整記錄和驗證表》(見表9和表10)。
6 結語
焊接參數的監控對焊點質量控制有著十分重要的作用。焊接參數的設置就是要找到焊接電流、焊接時間、電極壓力的平衡點,使焊點的焊接質量達到最佳狀態。
參 考 文 獻
[1]孟大慶.車身制造過程中電阻點焊的應用探討[J].企業科技與發展,2015(18):21.
[2]郎瑞卿.淺談轎車白車身DC03鋼板點焊工藝參數的選擇[J].現代焊接,2014(8):55-56.
[3]中國機械工程學會焊接學會.焊接手冊[M].第3版.北京:機械工業出版社,2007:376.
[責任編輯:陳澤琦]
