降低N車型中控臺儲物盒鎖體失效故障率分析
2016-05-30 07:16:19梁少龍
企業科技與發展 2016年1期
梁少龍

【摘 要】針對N車型出現售后儲物盒把手斷裂導致儲物盒無法正常閉合的問題進行分析,從人、機、料、法、環等環節對可能造成此問題的影響因素進行理論和實踐探究,為解決內外飾注塑件的質量問題提供借鑒與幫助。
【關鍵詞】汽車內外飾件;中控臺;儲物盒;IPTV
【中圖分類號】F426 【文獻標識碼】A 【文章編號】1674-0688(2016)01-0086-04
近年來,我國的汽車行業發展迅速,汽車開始走進千家萬戶。儲物盒作為汽車中控臺重要的組成部分,在日常生活中使用的頻次非常高,所以耐用性是非常重要的要素。2015年N車型市場上陸續反饋出現儲物盒把手使用過程中斷裂導致鎖體失效,儲物盒無法正常閉合的問題。本文針對影響儲物盒把手斷裂的各種因素進行分析研究,以期提高產品的使用耐久度和客戶滿意度。
1 N車型售后儲物盒把手斷裂故障率統計
筆者對2014年11月以后售后數據進行統計分析發現,儲物盒把手斷裂的故障率相對其他內飾件都要高,從退回的故障件確認缺陷模式表現也相對比較單一,主要表現為儲物盒把手進膠口位置斷裂導致鎖舌不回彈,儲物盒無法閉合(如圖1所示)。售后統計數據如圖2所示。
2 儲物盒把手斷裂原因分析
本文針對儲物盒把手斷裂問題的各個相關因素,分析問題的癥結點,得出7條可能造成儲物盒把手斷裂的原因,并對它們逐一客觀分析(如圖3所示)。
2.1 取件方式不當造成零件產生隱裂
調查該工位目前有員工2名,兩班倒,在崗時間都已超過1年,工作水平可達到獨立上崗水平。在線旁連續觀察5次員工的取件方式,取件方式符合作業文件要求,對取出的零件進行確認,未發現外觀存在明顯磕碰、隱裂痕跡,基本可排除人員取件方式的影響。
2.2 使用了非指定供應商的原材料,原料粒子性能下降
公司在產品開發初期階段就會指定原材料采購供應商,并開展一系列物理、化學性能實驗,確保產品能滿足各種使用條件;不排除供應商私自更換原材料供應商,導致產品性能下降。因此,我們對供應商2014—2015年的進出貨記錄進行核查,發現原材料供應商與分供方清單一致,并在現場抽取最近批次在用的原料粒子送第三方實驗室進行性能確認,結果合格,因此可排除原材料性能不合格導致零件耐久性降低的可能性。
2.3 原料粒子中添加過多水口料
水口料是指注塑過程中產生的料把,按照行業約定俗成的管理規定,一般允許在生產過程中添加部分粉碎后的水口料,但需要將比例嚴格控制在15%以內,對儲物盒外開把手生產過程進行調查,生產過程經確認一直不添加水口料,不存在因水口料添加過多導致產品性能下降的可能性。
2.4 注塑過程工藝參數管控不到位
調查儲物盒把手注塑生產記錄,工藝參數設定數值符合工藝參數卡要求,特別是烘料溫度、時間、注塑壓力、保壓時間等都符合工藝要求,基本可排除由于注塑過程出現異常導致的產品性能下降。
2.5 開機注塑調試件管控不到位
注塑機開機以后通過電流進行加熱,設備溫度達到設定溫度后,模具溫度一般還未完全達到設定溫度,這個時候就需要通過預留加熱時間和通過生產零件來使模具達到理想的溫度,待模具溫度達到設定溫度后,只要設備持續運轉一般就不會出現問題。
調查儲物盒把手的注塑過程,該零件為1模2腔結構,成型周期較快,只需要22 s,注塑機設定溫度為220 ℃。目前對調試件的管控沒有明確要求,員工根據經驗,一般是待零件沒有缺料后,會對前5模左右進行隔離處置。為驗證隔離5模是否可靠,對設備開機冷模狀態下生產的零件進行故障模擬,情況如下:前10模(一模兩件)的零件斷裂面與售后反饋故障件的斷裂特征基本吻合[如圖4(b)所示];第11模后的進膠口位置融合狀態好轉,20模以后的零件進膠口位置斷裂面特征與故障件完全不同[如圖4(c)所示],模具升溫后融合狀態明顯變好。因此,調試件管控不到位是儲物盒把手斷裂的主要原因之一。
2.6 頻繁啟停導致溫度波動
經調查,供應商的生產方式是兩班倒,白班
8:00—17:30生產,其中11:30—13:00停機午休;夜班20:00—5:30生產,休息2次,不停機;17:30—20:00、5:30—8:00停機維護。通過調查發現該供應商的生產過程較為零散,設備啟停次數較多,既是對能源的浪費,同時也會導致模具溫度出現波動,存在零件融合不良的質量隱患,是造成儲物盒把手斷裂的主要原因之一。
2.7 零件結構設計不合理
從故障件分析,儲物盒把手斷裂都是沿進膠口位置(如圖5所示)。從注塑結構上分析,進膠口位置易產生收縮痕,強度低;且把手在使用過程中,進膠口位置存在彈簧作用力,增加了此處斷裂的風險,因此結構設計不合理也是導致把手斷裂的主要原因之一。
3 根據原因分析制定措施
通過對魚骨圖確定的7條可能原因逐一通過客觀驗證的辦法加以識別,從而鎖定3條要因并制定如下對策。
(1)更新作業指導書,注塑開機調試階段生產的前20模隔離報廢處理,以防止冷料或融合不良的產品流出。
(2)優化作息時間,按照業界通用做法,注塑線改為24 h連續生產,中間過程設備不停機生產,減少停機造成的模具溫度波動。
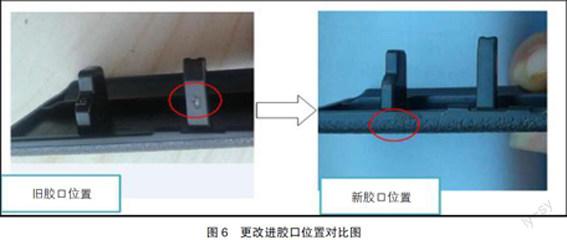
(3)優化儲物盒把手進膠口位置,移至面板一側(非受力點),降低進膠口位置受力斷裂的風險(如圖6所示)。
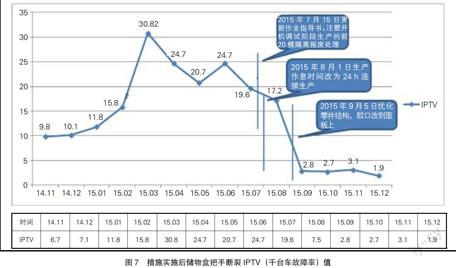
4 實施效果
通過統計2015年9月份斷點后的售后數據,措施實施后,N車型中控臺儲物盒的售后返修IPTV(千臺車故障率)值下降到3左右,且數據沒有反彈,至此,該問題得到有效控制和解決(如圖7所示)。
5 結語
本文主要結合工作中N車型出現的中控臺儲物盒把手斷裂問題作為案例,從中總結了汽車內外飾件質量問題調查的經驗,歸納了內外飾塑料件問題的原因分析查找的基本方法,為后續產品及其他車型的質量問題解決提供了思路和參考。
參 考 文 獻
[1]朱芝培.國內外汽車用塑料的進展[J].工程塑料應用,199:(2):31-33.
[2]王斌.汽車用塑料的研究進展[J].工程塑料應用,2006,34(4):76-80.
[3]李平.汽車用聚丙烯材料研究進展及應用[J].塑料工業,2011,39(S1):26-29.
[責任編輯:陳澤琦]
