簡(jiǎn)述螺紋磨床砂輪修整器的改造
2016-05-30 07:16:19廖朝伍
企業(yè)科技與發(fā)展 2016年1期
關(guān)鍵詞:改造
廖朝伍
【摘 要】砂輪修整器是螺紋磨床中關(guān)鍵部件之一,其結(jié)構(gòu)直接影響了螺紋磨床的整體剛性和加工質(zhì)量以及使用壽命。文章簡(jiǎn)述了Y7520W萬能螺紋磨床砂輪修整器的改造方法,介紹了滾柱導(dǎo)軌副的裝配和調(diào)整,以及砂輪磨具的裝配和調(diào)整。砂輪修整器改造效果良好,不僅縮短了維修工作時(shí)間,而且提高了生產(chǎn)效率。
【關(guān)鍵詞】改造;剛性;精度;滾柱導(dǎo)軌副;砂輪磨具
【中圖分類號(hào)】TG596 【文獻(xiàn)標(biāo)識(shí)碼】A 【文章編號(hào)】1674-0688(2016)01-0090-04
隨著公司的不斷發(fā)展壯大,設(shè)備已不能滿足生產(chǎn)需要,于是公司購進(jìn)了2臺(tái)二手Y7520W萬能螺紋磨床,隨機(jī)的砂輪修整器有以下幾個(gè)方面的不足。
(1)使用的是白剛玉砂輪,而白剛玉砂輪的修整所需的是金剛筆砂輪修整器。然而,我們公司買螺紋磨床回來加工的是硬質(zhì)合金工件,相應(yīng)使用的是金剛石砂輪,而金剛石砂輪需要碳化硅砂輪來修整,砂輪的材質(zhì)不同,不能用于砂輪修整。
(2)砂輪修整器導(dǎo)軌之間的滾動(dòng)體是鋼球,鋼球在運(yùn)行的時(shí)候參加接觸面積的是線接觸,接觸面積太少,導(dǎo)軌面容易磨損,而且整個(gè)砂輪修整器在使用中不平穩(wěn),振動(dòng)大,修出的砂輪有波浪線,影響零件的加工精度和質(zhì)量。
(3)砂輪修整器的結(jié)構(gòu)過于復(fù)雜,疊加的零部件有點(diǎn)過多,疊加的零部件都是靠螺栓進(jìn)行緊固,沒有定位銷,所以砂輪修整器剛性差。
(4)導(dǎo)軌及其端頭沒有防護(hù)罩,修整砂輪和磨削工件時(shí)產(chǎn)生的灰塵和金屬鐵屑粉末飛濺入導(dǎo)軌槽中,加劇導(dǎo)軌的磨損。基于以上幾點(diǎn),隨螺紋磨床購買回來的砂輪修整器是無法使用的,這就需要對(duì)砂輪修整器進(jìn)行改造。砂輪修整器的改造對(duì)整個(gè)公司來說是頭一次,沒有經(jīng)驗(yàn)可鑒,筆者借鑒于數(shù)控機(jī)床滾柱導(dǎo)軌副的工作原理[1]提出了技術(shù)措施并進(jìn)行改造。
1 現(xiàn)有條件和技術(shù)要求
我們結(jié)合實(shí)際情況和現(xiàn)有的技術(shù)能力,決定充分利用這些舊備件(公司里保存有數(shù)控機(jī)床更換下來的滾珠絲杠副和滾柱導(dǎo)軌副以及砂輪磨具)對(duì)砂輪修整器進(jìn)行改造。要求改造后的砂輪修整器能作均勻地左右移動(dòng)和均勻地前后移動(dòng),不得有卡滯現(xiàn)象,并且能夠靈活往返擺動(dòng)90°,剛性要好,磨具軸徑向跳動(dòng)≤0.004 mm,軸向竄動(dòng)≤0.01 mm,砂輪磨具作左右直線運(yùn)動(dòng)的直線度偏差≤0.02 mm,作前后直線運(yùn)動(dòng)的直線度偏差≤0.02 mm,修整砂輪過程中要平穩(wěn)、振動(dòng)小和響聲小,這樣才能滿足生產(chǎn)要求。
2 分析與測(cè)繪
因螺紋磨機(jī)床需要經(jīng)常修整砂輪,在修整過程中有不少砂輪灰,會(huì)隨著碳化硅砂輪和金剛石砂輪自身的旋轉(zhuǎn)離心力飛濺到砂輪修整器上,另外,在加工絲錐過程中也有少量硬質(zhì)合金粉末也因?yàn)殡x心力的作用飛濺到砂輪修整器上,硬質(zhì)合金粉塵很硬,會(huì)加劇砂輪修整器各零件的磨損。為了減小磨損延長(zhǎng)各零件的使用壽命,凡是接觸并相互摩擦的零件都采用9SiCr材質(zhì)并淬火至55~62 HRC,表面光潔度加工至0.4μm。
對(duì)數(shù)控機(jī)床更換下來的滾珠絲杠副和滾柱導(dǎo)軌副以及砂輪磨具的形狀尺寸進(jìn)行測(cè)量并做好記錄,對(duì)機(jī)床上砂輪修整器所安放的位置空間進(jìn)行測(cè)量并做好記錄,對(duì)砂輪修整器在修砂輪時(shí)作左右移動(dòng)的最大極限尺寸和前后移動(dòng)的最大極限尺寸及擺動(dòng)的最大極限角度進(jìn)行預(yù)測(cè),對(duì)螺紋磨機(jī)床砂輪的中心高進(jìn)行測(cè)量,并依據(jù)此測(cè)量數(shù)值來確定改造后的砂輪修整器的砂輪磨具中心高,還要考慮和預(yù)測(cè)砂輪修整器的調(diào)整及維修空間。然后把所測(cè)得的尺寸進(jìn)行綜合分析,最后確定各零部件的具體形狀和尺寸,并繪制出加工圖紙,附上相關(guān)的技術(shù)要求,交給生產(chǎn)車間進(jìn)行加工制作。為保證各連接件有好的緊固力和整個(gè)砂輪修整器的剛性,此次重要緊固部位,如底座、導(dǎo)軌副、砂輪磨具、電機(jī)(底部隔放有防震動(dòng)橡膠墊)固定等都采用了12.9級(jí)的內(nèi)六角螺栓打扭力進(jìn)行緊固。
3 裝配和調(diào)整
砂輪修整器的改造主要在于剛性和精度,其他的裝配在此不作論述說明。以下主要對(duì)縱向、橫向工作臺(tái)滾柱導(dǎo)軌副和砂輪磨具的修整裝配及調(diào)整方法介紹如下。
3.1 縱向工作臺(tái)
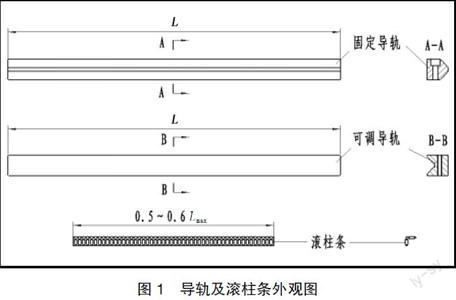
修整:將數(shù)控機(jī)床更換下來的滾珠絲杠副和滾柱導(dǎo)軌副進(jìn)行二次清潔,把滾珠絲杠切斷至160 mm,把2根固定導(dǎo)軌切斷至200 mm,然后把固定導(dǎo)軌切斷至200 mm,最后把2根滾柱條切斷至120 mm長(zhǎng)。固定導(dǎo)軌、可調(diào)導(dǎo)軌和滾柱條外觀如圖1所示。
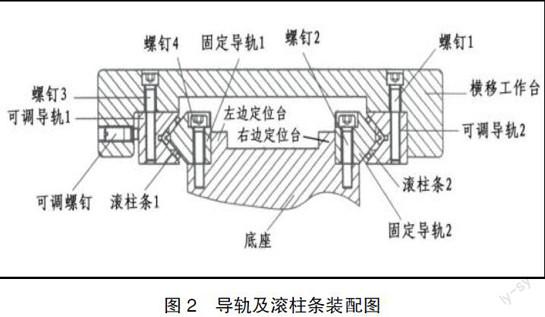
在此需要作如下提示:滾柱條不能和導(dǎo)軌一樣長(zhǎng),應(yīng)是所需最大工作行程的1/2~2/3為宜,即0.5~0.6 Lmax。如滾柱條和導(dǎo)軌一樣長(zhǎng),調(diào)整好的工作臺(tái)就會(huì)動(dòng)不了;如滾柱條過短,當(dāng)工作臺(tái)行至另一端最大行程時(shí),移動(dòng)工作臺(tái)會(huì)形成一個(gè)較長(zhǎng)的懸臂梁,降低剛性,甚至?xí)鹫駝?dòng)。檢查各固定導(dǎo)軌和可調(diào)導(dǎo)軌看是否有毛刺,如有則用細(xì)金相砂紙把其去除,然后用拋光機(jī)拋光;如有較深磨痕則上平面磨床進(jìn)行修整磨平,然后上拋光機(jī)進(jìn)行拋光。把修整好的導(dǎo)軌和滾柱條進(jìn)行最后清潔。導(dǎo)軌及滾柱條裝配和調(diào)整如圖2所示。
(1)先把固定導(dǎo)軌1放在底座左邊的定位臺(tái)上,并用手從左往右給固定導(dǎo)軌施加一水平力,讓固定導(dǎo)軌的右側(cè)面與底座左邊定位臺(tái)的左側(cè)面相貼緊,不讓兩者產(chǎn)生間隙,同時(shí)緊固M8螺釘4。緊固螺釘時(shí)應(yīng)注意,先把中間那顆螺釘稍微擰緊,然后分別以對(duì)稱的方式從中間起往兩端依次地把螺釘擰至30 N·m緊的程度,最后再次分別以對(duì)稱的方式從中間起往兩端依次地把螺釘以40 N·m的力矩?cái)Q緊。
(2)把固定導(dǎo)軌2放在底座右邊的定位臺(tái)上,并用手從右往左給固定導(dǎo)軌施加一水平力,讓固定導(dǎo)軌的左側(cè)面與底座右邊定位臺(tái)的右側(cè)面相貼緊,不讓兩者產(chǎn)生間隙,同時(shí)緊固M8螺釘2。緊固螺釘時(shí)應(yīng)注意,先把中間那顆螺釘稍微擰緊,然后分別以對(duì)稱的方式從中間起往兩端依次地把螺釘擰至30 N·m緊的程度,最后再次分別以對(duì)稱的方式從中間起往兩端依次地把螺釘以40 N·m的力矩?cái)Q緊。
(3)把移動(dòng)工作臺(tái)向上旋轉(zhuǎn)90°,然后把可調(diào)導(dǎo)軌2緊貼于移動(dòng)工作臺(tái)的右邊裝配處的下接觸面和和內(nèi)側(cè)面,同時(shí)緊固M8螺釘1,緊固螺釘時(shí)應(yīng)注意,先把中間那顆螺釘稍微擰緊,然后分別以對(duì)稱的方式從中間起往兩端依次地把螺釘擰至30 N·m緊的程度,最后再次分別以對(duì)稱的方式從中間起往兩端依次地把螺釘以40 N·m的力矩?cái)Q緊。
(4)把可調(diào)導(dǎo)軌1緊貼于移動(dòng)工作臺(tái)的左邊裝配處的下接觸面和內(nèi)側(cè)面,同時(shí)稍微緊固M8螺釘3,然后分別以對(duì)稱的方式從中間起往兩端依次地先把螺釘擰至10 N·m緊的程度。
(5)把移動(dòng)工作臺(tái)放平,讓可調(diào)導(dǎo)軌1和可調(diào)導(dǎo)軌2的“V”形面對(duì)準(zhǔn)底座安裝好的固定導(dǎo)軌1和固定導(dǎo)軌2的“V”形面,把工作臺(tái)從左往右推入并對(duì)齊兩端。
(6)用450 mm長(zhǎng)的小撬棍把移動(dòng)工作臺(tái)橇起,使可調(diào)導(dǎo)軌2的水平中心線與固定導(dǎo)軌2的水平中心線盡量在同一條線上,然后對(duì)工作臺(tái)從左往右施加一力,讓可調(diào)導(dǎo)軌2與固定導(dǎo)軌2產(chǎn)生最大的間隙,把滾柱條2推入2根導(dǎo)軌間隙中并居于導(dǎo)軌長(zhǎng)度方向的中間位置。
(7)用450 mm長(zhǎng)的小撬棍把移動(dòng)工作臺(tái)橇起,使可調(diào)導(dǎo)軌1的水平中心線與固定導(dǎo)軌1的水平中心線盡量在同一條線上,然后對(duì)工作臺(tái)從右往左施加一力,讓可調(diào)導(dǎo)軌1與固定導(dǎo)軌1產(chǎn)生最大的間隙,把滾柱條1推入2根導(dǎo)軌間隙中并居于導(dǎo)軌長(zhǎng)度方向的中間位置。
(8)把所有M5可調(diào)螺釘裝入移動(dòng)工作臺(tái)左側(cè)的螺釘孔中,從中間調(diào)節(jié)螺釘開始,以對(duì)稱的方式往兩端把調(diào)節(jié)螺釘稍微預(yù)緊,使其與可調(diào)導(dǎo)軌1接觸受力,盡量用相同的力度均勻地調(diào)整調(diào)節(jié)螺釘。在調(diào)整過程中要輕輕地往復(fù)移動(dòng)工作臺(tái),當(dāng)感覺到工作臺(tái)在移動(dòng)過程中沒有間隙時(shí)再把M8螺釘3擰至20 N·m后,此時(shí)再把調(diào)節(jié)螺釘以相同的方法擰至30 N·m,直至給工作臺(tái)從下往上和從左往右(或從右往左)施加50 N·m的力,沒有間隙而且工作臺(tái)在移動(dòng)過程中均勻無死點(diǎn)感覺不緊時(shí),再把M8螺釘3擰至40 N·m,最后把M5可調(diào)螺釘擰緊至10 N·m,此時(shí)縱向工作臺(tái)已調(diào)整完畢。調(diào)過程中分別要把移動(dòng)工作臺(tái)往一端移動(dòng)到極限位置,把千分表頭打到導(dǎo)軌上從相對(duì)的方向給工作臺(tái)施加100 N·m的力,其間隙≤0.002 mm即可。
3.2 橫向工作臺(tái)
橫向工作臺(tái)的修整、裝配和調(diào)整方法與縱向工作臺(tái)的方法相同,在此不重復(fù)進(jìn)行論述。
3.3 砂輪磨具
修整:把數(shù)控機(jī)床更換下來的砂輪磨具進(jìn)行拆卸和清潔(拆卸時(shí)也要注意力度,不能敲打,特別是配合和螺紋處要特別小心保護(hù)),檢查兩端拆下的內(nèi)背帽、外背帽、內(nèi)隔圈、外隔圈、套筒2及砂輪套筒本體內(nèi)腔是否有毛刺或碰傷點(diǎn),如有則進(jìn)行修復(fù)。采用精度等級(jí)為P4的型號(hào)為7205的角接觸向心球軸承,并用丙酮(或煤油)把它們清洗干凈,然后涼干或用氣槍吹干(吹時(shí)不能讓內(nèi)、外圈作相對(duì)的運(yùn)動(dòng),避免因沒有隔圈而造成內(nèi)圈或外圈在旋轉(zhuǎn)中引起的軸向擺動(dòng),使?jié)L道損傷)。接下來將是軸承與隔圈的選配,現(xiàn)在常用的是測(cè)量法、計(jì)算法和感覺法三種。測(cè)量法雖然較準(zhǔn)確,但特別煩瑣和費(fèi)時(shí),而且還需要一定的測(cè)量?jī)x器和設(shè)備;計(jì)算法最為準(zhǔn)確,但必須要知道軸承滾珠數(shù)目、滾珠與滾道的接觸角、滾珠直徑等相關(guān)參數(shù)才能進(jìn)行計(jì)算,有局限性;感覺法雖然有三種,但由于人的用力不均會(huì)有較大的誤差。由于本人修配的磨具較多,總結(jié)出一種輔助工具少而且程序相對(duì)簡(jiǎn)單一些的感覺法。首先,把軸承的面朝下放于高精度平臺(tái)上,然后在其上面放同一規(guī)格且與內(nèi)圈分開的軸承外圈,再在軸承外圈上疊加2個(gè)同一規(guī)格的軸承,用手去旋轉(zhuǎn)被壓軸承的外圈感受阻力大小來判斷軸承游隙。以此方法分別感受每個(gè)軸承所受阻力大小,選出阻力相近的兩個(gè)軸承進(jìn)行配選隔圈,隔圈再用手指撥動(dòng)感覺法來選配。以此來判斷隔圈端面是否需要研磨。此種方法比較適合于缺乏測(cè)量?jī)x器和裝備的情況。
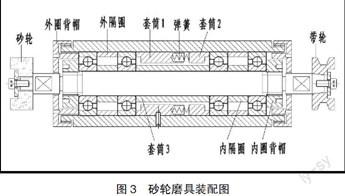
砂輪磨具裝配和調(diào)整如圖3所示。
(1)給各軸承注入潤(rùn)滑脂量約為滾道腔體容積的2/3;牌號(hào)為NB52克魯勃潤(rùn)滑脂,給軸表面和套筒腔體內(nèi)臂抹上適當(dāng)?shù)臐?rùn)滑油。
(2)把軸承和隔圈裝入套筒左端腔體內(nèi)并裝入軸,然后擰入左端內(nèi)圈背帽,讓其與軸承內(nèi)圈接觸受力。值得注意的是,左端軸承和右端軸承分別采用串聯(lián)排列(兩軸承的寬端面在一個(gè)方向,即朝外)安裝方式。但左端這一組軸承與右端這一組軸承卻形成了背對(duì)背的安裝方式,可增加其徑向和軸向的支承角度剛性,抗變形能力最大。
(3)擰入左端外圈背帽并擰緊。
(4)裝入套筒3和套筒2。
(5)裝入右端軸承和隔圈并擰入右端內(nèi)圈背帽,把其擰緊,在擰過程中分別給軸兩端錐面打表檢測(cè),直至跳動(dòng)≤0.004 mm,竄動(dòng)≤0.01 mm為止。最后把砂輪磨具、帶輪、電機(jī)、手柄等全部裝到位即可。
改造裝配完成后,分別打表檢測(cè)砂輪軸兩端的徑向跳動(dòng)都≤0.003 mm,軸向竄動(dòng)≤0.005 mm,縱向工作臺(tái)和橫向工作臺(tái)的移動(dòng)直線度分別都≤0.002 mm。把砂輪修整器開啟空運(yùn)行8 h,運(yùn)行過程中平穩(wěn)振動(dòng)小、響聲小、剛性好、溫升很小。在修整砂輪過程中,砂輪相互摩擦聲連續(xù)清脆,修整出的金剛石砂輪直線度好、表面光潔度高,而且砂輪只需修一次就可以達(dá)到使用要求。已經(jīng)使用了3年多的砂輪修整器沒有出現(xiàn)不良現(xiàn)象,各相互運(yùn)動(dòng)零件磨損量很小。
4 結(jié)語
事實(shí)證明,自主對(duì)萬能螺紋磨床砂輪修整器的改造是極為成功的,既提高了修整砂輪的效率,又消除了改造前砂輪修整過程中振動(dòng)大引起的非正常損耗,減少了砂輪使用量,為生產(chǎn)贏得了時(shí)間,為公司節(jié)約了成本,值得在公司里推廣,可為其他砂輪修整器的改造提供可靠的技術(shù)借鑒經(jīng)驗(yàn)。
參 考 文 獻(xiàn)
[1]張普禮.機(jī)械加工設(shè)備[M].北京:機(jī)械工業(yè)出版社,1999.
[2]孫庚午.機(jī)修鉗工手冊(cè)[M].鄭州:河南科學(xué)技術(shù)出版社,2003.
[3]楊申仲.現(xiàn)代設(shè)備管理[M].北京:機(jī)械工業(yè)出版社,2012.
[4]張景學(xué).機(jī)械原理與機(jī)械零件[M].北京:機(jī)械工業(yè)出版社,2011.
[責(zé)任編輯:陳澤琦]
猜你喜歡
中小企業(yè)管理與科技·上旬刊(2016年11期)2016-11-28 21:12:33
科學(xué)與財(cái)富(2016年15期)2016-11-24 14:07:33
中小企業(yè)管理與科技·下旬刊(2016年10期)2016-11-18 21:32:25
科技資訊(2016年19期)2016-11-15 08:34:13
科技資訊(2016年19期)2016-11-15 08:18:29
企業(yè)技術(shù)開發(fā)·中旬刊(2016年10期)2016-11-12 15:01:13
知音勵(lì)志·社科版(2016年9期)2016-11-09 08:05:00
中國(guó)科技博覽(2016年22期)2016-11-01 17:21:45
中國(guó)科技博覽(2016年18期)2016-10-19 08:49:55
科學(xué)與財(cái)富(2016年28期)2016-10-14 04:57:41
