板坯連鑄結晶器吹氬工藝參數優化
2016-06-04 01:41:55楊雪萍李光強饒江平楊治爭
武漢科技大學學報 2016年1期
楊雪萍,李光強,饒江平,楊治爭
(1.武漢科技大學省部共建耐火材料與冶金國家重點實驗室,湖北 武漢,430081;2.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢,430081;3.武漢鋼鐵股份有限公司煉鋼總廠,湖北 武漢,430083;4.武漢鋼鐵(集團)公司研究院,湖北 武漢,430080)
板坯連鑄結晶器吹氬工藝參數優化
楊雪萍1,2,李光強1,2,饒江平2,3,楊治爭2,4
(1.武漢科技大學省部共建耐火材料與冶金國家重點實驗室,湖北 武漢,430081;2.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢,430081;3.武漢鋼鐵股份有限公司煉鋼總廠,湖北 武漢,430083;4.武漢鋼鐵(集團)公司研究院,湖北 武漢,430080)
摘要:采用流體體積 (VOF)方法和拉格朗日離散模型建立了反映230 mm×1100 mm板坯連鑄結晶器吹氬過程中鋼液、熔渣和氬氣氣泡流動行為的數學模型,通過數值模擬方法研究吹氬量、拉坯速度和水口浸入深度等工藝參數對結晶器內鋼/渣界面行為特征的影響規律。結果表明,吹氬會明顯加劇水口附近的鋼/渣界面波動,選擇合適的拉坯速度能有效降低該處的界面波動幅度,同時吹氬有利于減緩結晶器彎月面處的液面波動,可在一定程度上達到穩定鋼/渣界面的目的。從16種工藝配置方案中優化出該結晶器的最佳吹氬工藝參數為:拉坯速度1.2 m/min,吹氬量9 L/min,水口浸入深度120 mm。
關鍵詞:結晶器;吹氬;板坯連鑄;鋼液流動;鋼/渣界面;數值模擬;參數優化
結晶器浸入式水口吹氬是目前廣泛應用于板坯連鑄生產的工藝技術之一,其通常由塞棒或滑板向浸入式水口中吹氬,以防止水口內壁結瘤造成堵塞,同時氬氣在結晶器中上浮還能攪動鋼液,促進鋼中夾雜物上浮,均勻鋼液成分和溫度。但如果工藝參數設置不合理,氬氣泡及其黏附的非金屬夾雜不能及時上浮,將會滯留在鑄坯內形成氣孔缺陷,且由于氬氣泡從保護渣層逸出導致結晶器液面波動加劇,極易造成保護渣卷入鋼液被凝固坯殼捕捉,從而導致板坯表面缺陷,嚴重影響鋼產品質量[1-2]。因此,國內外已有大量的研究工作圍繞氬氣泡在結晶器中的運動規律及其對結晶器內流場的綜合影響而展開。例如,文獻[3]主要采用物理模擬方法分析了吹氬量和拉坯速度對氬氣的氣泡分布及通過氣泡吸附去除夾雜的影響;文獻[4]采用物理模擬和數值模擬兩種方法研究了浸入式水口傾角、拉坯速度、吹氬量對氣泡的穿透深度、氣泡橫向分布和氣流噴射角的影響;文獻[5-6]采用多相流模型計算了吹氬后結晶器內鋼液的流場、溫度場及氬氣的分布特征;文獻[7-10]主要采用物理模擬方法研究了吹氬過程中連鑄結晶器內鋼液的流動行為,分析了水口浸入深度、水口傾角、拉坯速度、吹氬量等參數對連鑄結晶器內鋼液流動行為及鋼渣自由液面的影響。本文則針對某鋼廠230 mm×1100 mm板坯連鑄結晶器澆注時存在的因夾雜造成改判率較高的問題,采用數值模擬方法利用FLUENT軟件研究了吹氬量、拉坯速度、水口浸入深度等參數對結晶器內鋼/渣界面波動的影響,以期為吹氬工藝參數的合理設置提供參考。
1數學模型
1.1模型假設
為便于建立數學模型,假設結晶器內鋼液流動為三維瞬態不可壓縮黏性流動;忽略已凝固坯殼和結晶器振動對鋼液流動的影響;忽略結晶器壁的傾斜效果;忽略氣泡間的相互作用力(即不考慮氣泡破裂和碰撞過程),氣泡尺寸保持不變。
1.2控制方程
(1)流體體積函數模型
采用流體體積 (volume of fluid,VOF)方法來描述結晶器內鋼/渣界面波動,兩相界面的跟蹤通過以下連續方程來完成:
(1)
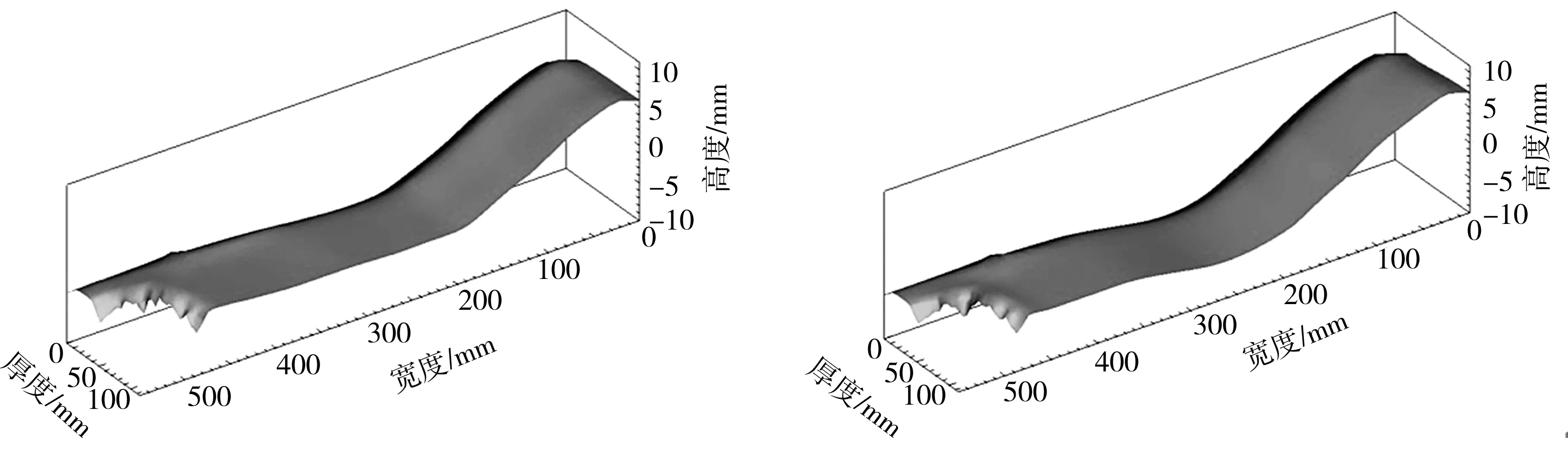
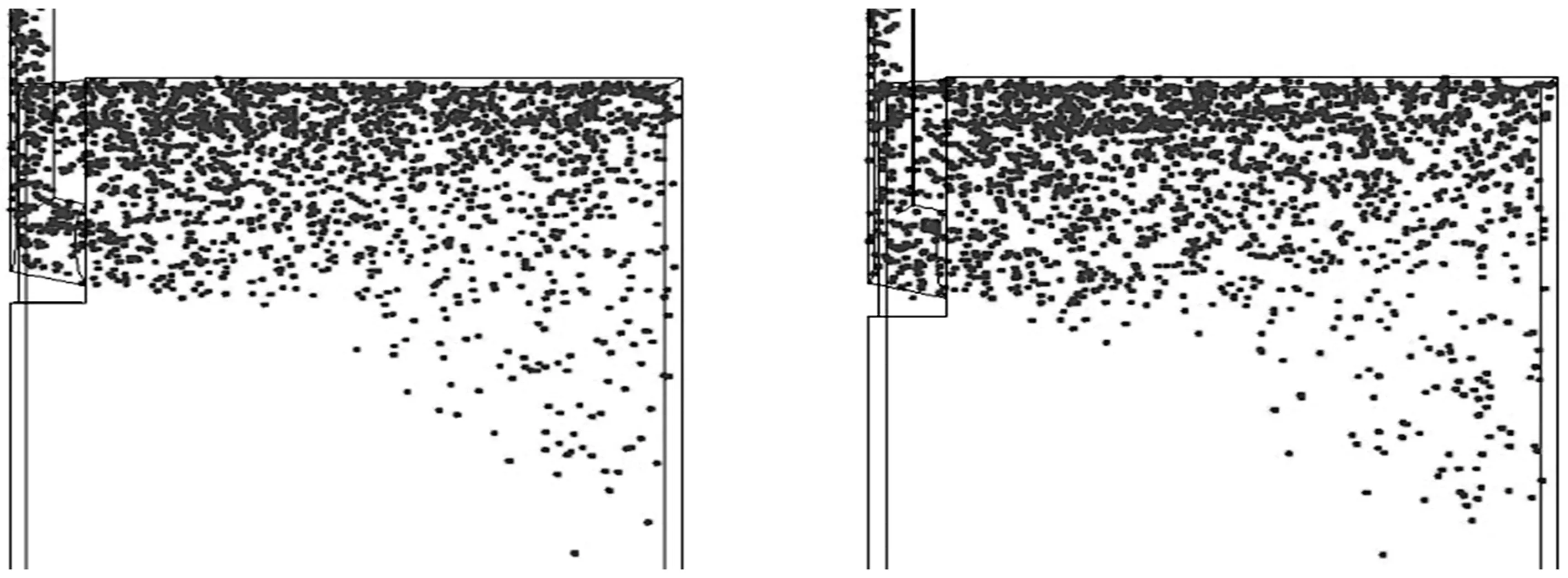
式中:xi為坐標分量;ui為i方向上的速度分量,m/s;Fs為鋼液的體積分數,Fs=0時代表液渣,0 (2)離散相模型中的作用力平衡方程 氬氣泡運動軌跡采用拉格朗日離散模型中的力平衡方程求解得出: (2) 式中:ug為氣泡速度,m/s;u為鋼液速度,m/s;μ為鋼液動力黏度,Pa·s;ρ為鋼液密度,kg/m3;ρg為氣泡密度,kg/m3;dg為氣泡直徑,m;F為單位質量氣泡所受其他力,N/kg;g為重力加速度分量,m/s2;CD為拖曳系數,是雷諾數Re的函數。 結晶器內鋼液的流動屬湍流流動,利用不可壓縮黏性流體力學中的連續性方程、動量方程及k-ε雙方程模型建立描述結晶器內三維流動的數學模型,其方程的具體形式參見文獻[5]。 1.3邊界條件及計算方法 結晶器浸入式水口結構如圖1所示,所采用的工藝參數和物性參數見表1。根據結晶器實際尺寸建立三維數學模型,考慮其雙對稱結構,為減小計算量取其體積的1/4作為計算區域。為減小結晶器內回流對鋼液流動的影響,在計算過程中適當延長了計算區域,結晶器有效長度為800 mm,計算區域長度取為1500 mm。采用正交直角坐標系,對結晶器模型劃分結構六面體網格。求解過程中動量方程的壓力項采用PISO(Press-ure Implicit with Splitting of Operators)算法。求解連續性方程、動量方程及湍動方程的收斂標準均為殘差值小于10-4。 Fig.1 Structural diagram of the submerged nozzle 圖1 浸入式水口結構示意圖 表1 工藝參數及物性參數 注:水口浸入深度為鋼渣界面至浸入式水口出口上端中心點的距離;液態渣層厚度近似取現場工藝條件下結晶器渣層厚度。 2模擬方案 首先在不吹氬的工況下,模擬不同拉坯速度和水口浸入深度對結晶器內鋼/渣界面波動行為的影響,然后利用正交試驗設計方法設計了16種方案,系統分析了在4種吹氬量、4種拉坯速度、4種水口浸入深度條件下結晶器內的鋼/渣界面波動行為特征,通過數值計算并綜合考慮各因素對結晶器鋼/渣界面波動情況和沖擊深度的影響來確定最佳的吹氬工藝參數。 3結果與討論 3.1拉坯速度對鋼/渣界面行為的影響 圖2為不吹氬且水口浸入深度為120 mm時不同拉坯速度下的鋼/渣界面形狀。由圖2可見,不吹氬時,結晶器鋼/渣界面波動最大的地方均出現在靠近結晶器窄邊的彎月面處;隨著拉速的增加,界面波動范圍明顯增大,當拉速由1.1 m/min增至1.4 m/min時,彎月面處鋼/渣界面最高點的高度坐標由6.9 mm變為10.1 mm,界面波動范圍由11.7 mm增至18.4 mm;水口附近液面波動較小,基本處于平穩狀態。這是因為隨著拉速的增加,上下回流動能增加,上回流到達鋼/渣界面后回流強度增大,導致彎月面處波動加劇。水口處鋼液出口速度增大導致流股動能增加,而動能更大的流股在理論上更能克服結晶器中鋼液的阻力從而達到更深的位置,即沖擊深度增加,但由于本文研究的拉速變化范圍不大,對鋼液的沖擊深度影響較小,4種拉速下的沖擊深度均在275 mm左右。 (a) 1.1 m/min(b)1.2 m/min (c)1.3 m/min(d)1.4 m/min 圖2不吹氬時不同拉坯速度下的鋼/渣界面形狀 Fig.2 Steel/slag interfacial profiles at different casting speeds without argon blowing 3.2水口浸入深度對鋼/渣界面行為的影響 圖3為不吹氬且拉坯速度為1.3 m/min時不同水口浸入深度下的鋼/渣界面形狀。由圖3可以看出,在不吹氬時,隨著水口浸入深度的增加,結晶器彎月面處鋼/渣界面波動范圍逐漸減小,當水口浸入深度由105 mm增至150 mm時,鋼/渣界面最高點由9.1 mm降至7.1 mm,而水口附近液面基本處于平穩狀態。這是因為,隨著水口浸入深度的增加,上回流區下移,撞擊到結晶器窄面的流股沿窄面流動的速度降低,流股對液面波動的影響減小。另外,隨著水口浸入深度由105 mm增至150 mm,流股在結晶器窄面上的沖擊點位置逐漸下移,沖擊深度由260 mm增至319 mm。 (a)105 mm(b)120 mm (c)135 mm(d)150 mm 圖3不吹氬時不同水口浸入深度下的鋼/渣界面形狀 Fig.3 Steel/slag interfacial profiles at different nozzle immersion depths without argon blowing 3.3吹氬對結晶器內鋼液流動和鋼/渣界面行為的影響 水口浸入深度為105 mm時不同吹氬量和拉坯速度下沿結晶器寬面的中間剖面處鋼液流場分布情況如圖4所示。由圖4可見,在吹氬工況下,從水口側孔出來的氬氣泡迅速上浮至浸入式水口周圍并抽引周圍的鋼液向上運動,在熔池表面形成表面流,并且在靠近結晶器窄面的彎月面附近上升流逐漸向下降流轉變。氬氣泡的浮力明顯改變了連鑄結晶器上部的鋼液流動行為,導致鋼液流股對結晶器窄面的沖擊點上移,結晶器上部的渦心上移并偏向水口。 (a) 拉速1.1 m/min,不吹氬(b) 拉速1.1 m/min,吹氬量9 L/min (c) 拉速1.2 m/min,吹氬量12 L/min(d)拉速1.4 m/min,吹氬量18 L/min 圖4不同拉坯速度和吹氬量下結晶器中的鋼液流場 Fig.4 Molten steel flow fields in the mold at different casting speeds and argon blowing rates 水口浸入深度為105 mm時不同吹氬量和拉坯速度下結晶器內的氬氣分布情況如圖5所示。由圖5可見,當拉速較低、吹氬量較小時,流股的沖擊強度較弱,氣泡在結晶器內分散程度較差,氬氣泡基本豎直上浮,易集中在水口附近逸出,導致水口附近液面波動加劇。隨著拉速和吹氬量的提高,氬氣泡受到主流鋼液的影響增加,在結晶器內的擴散范圍逐漸增大,并偏向結晶器窄面的彎月面處。但當水口吹氬量為18 L/min時,盡管拉速增至1.4 m/min,仍然有大量的氬氣泡擺脫主流鋼液的影響在水口附近聚集上浮逸出。 (a) 拉速1.1 m/min,吹氬量9 L/min(b) 拉速1.2 m/min,吹氬量12 L/min (c) 拉速1.3 m/min,吹氬量15 L/min(d) 拉速1.4 m/min,吹氬量18 L/min 圖5不同拉坯速度和吹氬量下結晶器中氬氣分布情況 Fig.5 Argon distributions in the mold at different casting speeds and argon blowing rates 水口浸入深度為105 mm時不同吹氬量和拉坯速度下的鋼/渣界面形狀如圖6所示。由圖6可見,吹氬對鋼/渣界面形狀影響顯著,鋼/渣界面最明顯的變化出現在水口附近以及靠近結晶器窄面的彎月面處。這是因為,在吹氬過程中,結晶器內鋼液的流動取決于從水口流出的鋼液的慣性力以及氬氣泡的漂浮力。當拉速較低時,氬氣浮力相對較大,較小的鋼液回流速度不足以抵消氬氣泡的浮力作用,較多的鋼液被氬氣泡所帶動沿水口附近的結晶器壁面向上運動,主流鋼液較早地開始回流,導致水口附近形成較強的旋流,同時氬氣泡在水口附近靠其自身的浮力脫離主流股而垂直上浮,到達液面后破裂逸出,造成靠近水口周圍的液面劇烈湍動,鋼/渣界面波動加劇,所以此處的液渣層更容易被吹破,例如圖6(a)中圓圈處所示,該工藝條件下結晶器彎月面處界面最高點坐標為-2 mm,而水口附近的液渣層處于吹破狀態。另一方面,由于吹氬導致到達結晶器窄面后向上回流的鋼液相對較少,所以此時彎月面附近的界面波動比不吹氬時的界面波動要小。 (a) 拉速1.1 m/min,吹氬量9 L/min(b) 拉速1.2 m/min,吹氬量12 L/min (c) 拉速1.3 m/min,吹氬量15 L/min(d) 拉速1.4 m/min,吹氬量18 L/min 圖6不同拉坯速度和吹氬量下的鋼/渣界面形狀 Fig.6 Steel/slag interfacial profiles at different casting speeds and argon blowing rates 隨著拉速的進一步提高,鋼液整體回流速度增大,氬氣泡的浮力不足以帶動更多的鋼液向上運動,水口附近形成相對較弱的旋流區,液面波動幅度呈減小趨勢,即選擇合適的拉速能明顯降低水口附近鋼/渣界面的波動幅度,同時更多的鋼液流向彎月面處,導致彎月面附近的液渣厚度降低。由圖6(a)和圖6(b)可見,當拉速從1.1 m/min增至1.2 m/min時,水口附近由渣層吹破狀態變為鋼/渣界面最高點坐標為2 mm,而彎月面處界面最高點由-2 mm增至2 mm。 但隨著吹氬量的持續增加(達到18 L/min),氬氣泡對周圍流體的抽引能力大于鋼液流股慣性力的影響,大量氬氣泡在水口附近破裂逸出引起水口附近的鋼/渣界面波動加劇,水口附近渣層再次被吹破,如圖6(d)中圓圈處所示。同時由于氬氣在吹入結晶器后對鋼液有提升作用,致使鋼液向下的速度減小,沖擊深度減小至166 mm。 3.4最佳吹氬工藝參數的確定 根據所設計的16種配置方案,通過數值計算得出不同吹氬工藝參數下的鋼/渣界面行為特征,如表2所示。由表2可見,采用方案1、6、11、13、15時,水口附近的鋼/渣界面波動較大,保護渣覆蓋效果較差,甚至出現水口附近部分鋼/渣界面被吹破的情況,此時極易造成卷渣,且鋼液暴露在空氣中,容易被氧化,影響鑄坯質量,所以這幾個方案的工藝配置很不合理,不考慮使用。 鋼/渣界面波動過大,容易造成卷渣;鋼/渣界面太平靜,不利于保護渣的熔化。注流流股沖擊深度過小,流股沖擊面上回流離液面近,造成液面波動和液面流速增大,也容易引起卷渣及保護渣覆蓋不均勻;而沖擊深度過大在一定程度上又增加了夾雜物及氣泡等物質上浮的障礙,同時由于下回流區的沖擊動能很大,對剛剛形成的凝固坯殼造成嚴重的沖刷,不利于初生坯殼的形成,增大了漏鋼的幾率,不利于高拉速操作。因此合適的液面波動和沖擊深度是連鑄工藝順行及鑄坯質量的保證。 表2 不同工藝參數下的鋼/渣界面行為特征 通過對表2數據的綜合分析并考慮沖擊深度的影響可知,在16種方案中,2號方案的各項指標符合預期,此時結晶器鋼/渣界面波動較為穩定,如圖7所示,而且沖擊深度合適,流股對凝固坯殼的沖擊力較小。因此,最佳吹氬工藝參數確定為:拉坯速度1.2 m/min,吹氬量9 L/min,水口浸入深度120 mm。 4結論 (1)在不吹氬的條件下,隨著拉坯速度的增加,結晶器彎月面處鋼/渣界面波動加大,而水口附近界面波動較小,基本處于平穩狀態;水口浸入深度的增大可有效減緩結晶器彎月面處鋼/渣界面的波動,但同時也會增大鋼液注流的沖擊深度,不利于鋼液中夾雜物上浮和凝固坯殼的形成。 (2)吹氬會明顯加劇水口附近的鋼/渣界面波動,而選擇合適的拉坯速度能有效降低此處的鋼/渣界面波動幅度,同時吹氬有利于減緩結晶器彎月面處的液面波動,可在一定程度上達到穩定鋼/渣界面的目的。 (3)對于所研究的230 mm×1100 mm板坯連鑄結晶器,其最佳吹氬工藝參數為:拉坯速度1.2 m/min,吹氬量9 L/min,水口浸入深度120 mm,此時結晶器鋼/渣界面波動較為穩定,沖擊深度為208 mm,也比較合適。 圖7 最佳工藝參數下的鋼/渣界面形狀 Fig.7 Steel/slag interfacial profile at the optimal process parameters 參考文獻 [1]Thomas B G, Huang X, Sussman R C. Simulation of argon gas flow effects in a continuous slab caster[J]. Metallurgical and Materials Transactions B, 1994, 25(4): 527-547. [2]盧金雄,王文科,張炯明,等.板坯連鑄結晶器吹氬對鑄坯卷渣的影響[J].北京科技大學學報,2006,28(1):34-37. [3]Kwon Youjong, Zhang Jian, Lee Hae-Geon. Water model and CFD studies of bubble dispersion and inclusions removal in continuous casting mold of steel[J]. ISIJ International, 2006, 46(2): 257-266. [4]Singh V, Dash S K, Sunitha J S, et al. Experimental simulation and mathematical modeling of air bubble movement in slab caster mold[J]. ISIJ International, 2006, 46(2): 210-218. [5]孫健.420 mm×1100 mm板坯連鑄結晶器吹氬對流場和溫度場影響的數值模擬[J].特殊鋼,2015,36(2):5-8. [6]于會香,朱國森,王新華,等.連鑄板坯結晶器內鋼液吹氬行為的數值模擬[J].北京科技大學學報,2003,25(3):215-217. [7]Miranda R, Barron M A, Barreto J, et al. Experimental and numerical analysis of the free surface in a water model of a slab continuous casting mold[J]. ISIJ International, 2005, 45(11): 1626-1635. [8]馮巍,朱傳運,余挺進,等.水口吹氬工藝條件下連鑄結晶器內鋼液流動行為的模擬和優化[J].連鑄,2007(4):4-7. [9]周海斌,鄭淑國,朱苗勇,等.寬厚板坯連鑄結晶器內氣液界面波動行為的實驗研究[J].連鑄,2008(6):20-22. [10]Yu Haiqi, Zhu Miaoyong, Wang Jun. Interfacial fluctuation behavior of steel/slag in medium-thin slab continuous casting mold with argon gas injection [J]. Journal of Iron and Steel Research (International), 2010, 17(4): 5-11. [11]Fluent Inc. Fluent 6.3 user’s guide[M]. Lebanon, NH:Fluent Inc, 2006. [12]Zhang Lifeng, Yang Subo, Cai Kaike, et al. Investigation of fluid flow and steel cleanliness in the continuous casting strand [J]. Metallurgical and Materials Transactions B, 2007, 38B(1): 63-83. [責任編輯尚晶] Optimization of process parameters for argon blowing in slab caster mold YangXueping1,2,LiGuangqiang1,2,RaoJiangping2,3,YangZhizheng2,4 (1.State Key Laboratory of Refractories and Metallurgy, Wuhan University of Science and Technology, Wuhan 430081, China; 2.Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education, Wuhan University of Science and Technology, Wuhan 430081, China; 3.General Steelmaking Plant, Wuhan Iron and Steel Company Limited, Wuhan 430083, China; 4.Research and Development Center,Wuhan Iron and Steel Corporation, Wuhan 430080, China) Abstract:Using VOF (volume of fluid) method and Lagrange discrete phase model, this paper established the mathematical models of the flow behaviors of molten steel, liquid slag and argon bubbles during argon blowing in a slab continuous casting mold (230 mm×1100 mm). Effects of such process parameters as argon blowing rate, casting speed and nozzle immersion depth on the steel/slag interfacial behavior characteristics in the mold were studied by numerical simulation. The results show that argon blowing obviously expands the fluctuation range of the steel/slag interface near the nozzle, while this range can be effectively reduced with proper casting speed. At the same time, argon blowing reduces the fluctuation of molten steel near the meniscus area of the mold, which can stabilize the steel/slag interface to some extent. The best process scheme for this mold is selected from sixteen ones, and the optimal parameter values of casting speed, argon blowing rate and nozzle immersion depth are 1.2 m/min, 9 L/min and 120 mm, respectively. Key words:mold; argon blowing; slab continuous casting; molten steel flow; steel/slag interface; numerical simulation; parameter optimization 收稿日期:2015-11-04 基金項目:湖北省自然科學基金資助項目(2008CAD010). 作者簡介:楊雪萍(1991-),女,武漢科技大學碩士生.E-mail:1204882271@qq.com 通訊作者:李光強(1963-),男,武漢科技大學教授,博士生導師.E-mail:liguangqiang@wust.edu.cn 中圖分類號:TF777 文獻標志碼:A 文章編號:1674-3644(2016)01-0012-07









猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
當代陜西(2020年13期)2020-08-24 08:22:02
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11