薄壁零件的加工方法研究
2016-06-04 02:32:24孫鵬
大陸橋視野·下 2016年4期
孫鵬
【摘 要】通過(guò)分析薄壁零件的特點(diǎn)及薄壁零件加工有可能出現(xiàn)的工藝問(wèn)題,找到改進(jìn)措施,給出解決問(wèn)題的具體方法。
【關(guān)鍵詞】薄壁零件;加工分析;精度
薄壁零件已日益廣泛地應(yīng)用在各工業(yè)部門(mén),因?yàn)樗哂兄亓枯p,節(jié)約材料,結(jié)構(gòu)緊湊等特點(diǎn)。但薄壁零件的加工是車削中比較棘手的問(wèn)題,原因是薄壁零件剛性差,強(qiáng)度弱,在加工中極容易變形,使零件的形位誤差增大,不易保證零件的加工質(zhì)量。對(duì)于批量大的生產(chǎn),可利用數(shù)控車床高加工精度及高生產(chǎn)效率的特點(diǎn)進(jìn)行加工,在車工教學(xué)中如何解決這個(gè)問(wèn)題呢,可以通過(guò)對(duì)薄壁零件加工過(guò)程的各種變形原因進(jìn)行材質(zhì)和技術(shù)分析,制定合適的加工方法解決問(wèn)題。
1.薄壁零件的特點(diǎn)及變形原因
對(duì)板狀工件而言,薄形工件是指寬厚比值B/H≥10的工件。類似于薄形板狀工件,薄形盤(pán)狀工件是指其外形直徑與工件厚度比值比較大的工件;薄形環(huán)狀工件是指工件圓柱外徑與其厚度比值比較大的工件;薄形套類工件是指工件外圓直徑與套壁厚度比值比較大的工件,薄壁箱體類工件是指箱體的外形尺寸與其壁厚的比值比較大工件。薄零壁件具有質(zhì)量輕、節(jié)約材料、結(jié)構(gòu)緊湊等特點(diǎn),導(dǎo)致變形的直接原因有外力夾持、溫度過(guò)高、振動(dòng)引起等,具體如下:
1.1受力變形 因工件壁薄,在夾緊力的作用下容易產(chǎn)生變形,從而影響工件的尺寸精度和形狀精度。
1.2受熱變形 因工件較薄,切削熱會(huì)引起工件熱變形,使工件尺寸難于控制。
1.3振動(dòng)變形 在切削力(特別是徑向切削力)的作用下,很容易產(chǎn)生振動(dòng)和變形,影響工件的尺寸精度、形狀、位置精度和表面粗糙度。
2.提高薄壁零件加工精度的方法
2.1合理選擇裝夾方式,減少受力變形
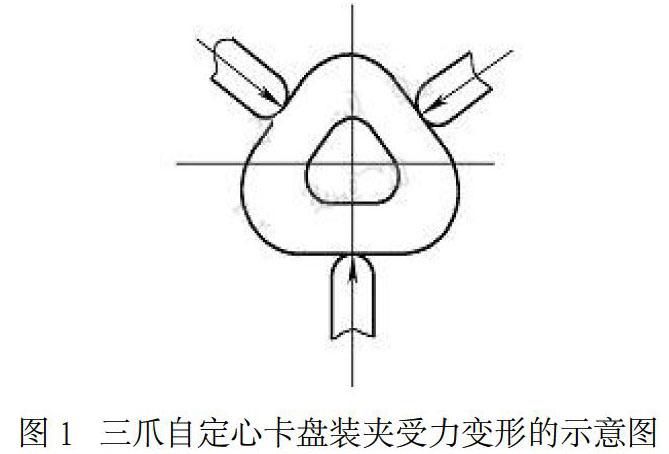
零件裝夾可分成定位和夾緊。定位使零件處于穩(wěn)定狀態(tài),對(duì)平面來(lái)說(shuō)應(yīng)采3點(diǎn)定位。在定位點(diǎn)一般要承受一定的夾緊力,并應(yīng)具有一定的強(qiáng)度和剛性。從定位穩(wěn)定性與定位精度看,接觸面是越小越好;而從夾緊力功能來(lái)看,接觸面需要越大越好,可以用最小的單位面積壓力來(lái)獲得最大的摩擦力。工件裝夾方法薄壁類零件在加工過(guò)程中假如采用普通裝夾方法,會(huì)由于產(chǎn)生很大的變形而無(wú)法保證加工精度。如圖1所示。
故薄壁類零件的裝夾,一般采取以下措施:
(1)增大工件的支承面和夾壓面積,或增加夾壓點(diǎn)使之受力均勻,并減小夾壓應(yīng)力和接觸應(yīng)力,必要時(shí)可增設(shè)輔助支承,以增強(qiáng)工件的剛性。但這種方法在應(yīng)用中有 局限性而且會(huì)造成材料的浪費(fèi)。
(2)增加夾壓點(diǎn)或夾壓面積通過(guò)增加夾壓點(diǎn)或夾壓面積減小零件的變形或使變形均勻化。如:采用專用卡爪或開(kāi)口過(guò)渡環(huán)裝夾;采用液性塑料自定心夾頭或彈簧夾頭裝夾;采用傳力襯墊裝夾等。
(3)變徑向夾緊為軸向夾緊使夾緊力作用在剛度較大的軸向,避免了徑向發(fā)生大的變形。
2.2合理選擇切削用量
切削用量的選擇為減少工件振動(dòng)和變形,應(yīng)使工件所受切削力和切削熱較小。背吃刀量,進(jìn)給量,切削速度是切削用量的三個(gè)要素。大量試驗(yàn)證明:背吃刀量和進(jìn)給量同時(shí)增大,切削力也增大,變形也大,對(duì)車削薄壁零件極為不利。在加工精度要求較高的薄壁零件時(shí),一般采取對(duì)稱加工,使相對(duì)的兩面產(chǎn)生的應(yīng)力均衡,達(dá)到一個(gè)穩(wěn)定狀態(tài),加工后工件平整。當(dāng)某一工序的背吃刀量大時(shí),應(yīng)力將會(huì)失去平衡,工件就會(huì)產(chǎn)生變形。
對(duì)加工精度要求較高的薄壁類零件,應(yīng)把粗加工、半精加工、精加工分開(kāi)進(jìn)行。粗、半精、精加工分開(kāi),可避免因粗加工引起的各種變形,包括粗加工時(shí),夾緊力引起的彈性變形、切削熱引起的熱變形以及粗加工后內(nèi)應(yīng)力重新分布引起的變形。 內(nèi)應(yīng)力是引起零件變形的主要因素,為了防止零件的變形,除應(yīng)嚴(yán)格地進(jìn)行材料的熱處理,使工件具有較好的組織外,在粗加工、精加工之間,最好增加一道去應(yīng)力工序,以最大限度的消除工件內(nèi)部的應(yīng)力。
粗加工時(shí),背吃刀量和進(jìn)給量可以取大些;精加工時(shí),背吃刀量一般在0.2~0.5mm,進(jìn)給量一般在0.1~0.2mm/r,甚至更小,切削速度6~120m/min,精車時(shí)用盡量高的切削速度,但不易過(guò)高。
2.3合理選用切削液
合理選用切削液,能減少切削過(guò)程中的摩擦,改善散熱條件,從而減小了切削力、切削功率、切削溫度,減輕刀具磨損,提高已加工表面質(zhì)量。粗加工切削量大,產(chǎn)生大量切削熱,刀具易磨損,尤其是高速鋼,應(yīng)選用冷卻為主的切削液,如乳化液或水溶液。而硬質(zhì)合金刀具可以不用切削液,如要用則必須連續(xù)、充分地澆注,以免產(chǎn)生裂紋。精加工切削液主要是潤(rùn)滑,以提高工件表面精度和表面粗糙度,以采用極壓切削油或離子型切削液。同時(shí)運(yùn)用高速加工,高速加工技術(shù)是近年發(fā)展起來(lái)的高效、優(yōu)質(zhì)、低耗的制造技術(shù)。在高速切削加工中,由于毛坯材料的余量還來(lái)不及充分變形就在瞬間被切離工件,工件表面的殘余應(yīng)力非常小,切削過(guò)程中產(chǎn)生的絕大多數(shù)熱量被切削迅速帶走,從而減小薄壁零件的熱變形,達(dá)到表面加工質(zhì)量。
2.4合理選擇刀具
加工孔的車孔刀桿懸伸距較大,剛性差,容易產(chǎn)生振動(dòng),并在徑向分力的作用下,容易發(fā)生讓刀現(xiàn)象,影響加工孔的精度。因此加工薄臂零件孔時(shí)應(yīng)盡可能增加刀桿的剛性。同時(shí),為了容易排屑,應(yīng)在車刀前面開(kāi)有斷屑槽或卷屑槽,在合適的刃傾角下控制切屑排出的方向。
3.結(jié)論
車床加工薄壁零件在機(jī)械加工中較為常見(jiàn),由于其剛性差,加工時(shí)受切削力、切削熱等因素的影響,變形較大,很難保證薄壁零件的加工質(zhì)量要求。通過(guò)采用合適的裝夾方式,采取合理的輔助支承和先進(jìn)的加工方法,同時(shí)選擇合理的刀具角度和切削用量,是能夠保證薄壁零件的加工質(zhì)量要求的。
參考文獻(xiàn):
[1] 陳日曜.金屬切削原理(第二版)[M]北京:機(jī)械工業(yè)出版社.1995.
[2] 楊授時(shí).中級(jí)車工技術(shù)[M]北京:機(jī)械工業(yè)出版社.1999.
