42CrMo筒體鍛件超標缺陷分析與改進措施
2016-06-13 05:52:09何石磊晉帥勇
大型鑄鍛件 2016年3期
何石磊 杜 旋 晉帥勇 馬 宏
(1.中信重工機械股份有限公司,河南471003;2.河南省大型鑄鍛件工程技術中心,河南471003)
?
42CrMo筒體鍛件超標缺陷分析與改進措施
何石磊1,2杜旋1,2晉帥勇1,2馬宏1
(1.中信重工機械股份有限公司,河南471003;2.河南省大型鑄鍛件工程技術中心,河南471003)
摘要:針對42CrMo筒體鍛件冒口端存在的密集型缺陷及超標點狀缺陷,對鍛件缺陷部位進行了低倍酸浸檢驗、宏觀斷口分析、金相分析、掃描電鏡分析及能譜分析等。分析結果表明缺陷為大型氧化鋁類和氧化鈦類夾雜物及夾雜物產生的裂紋,并提出了相應的改進措施。
關鍵詞:42CrMo筒體鍛件;夾雜物;超標缺陷;改進措施
42CrMo材料強度高,韌性和淬透性好,淬火變形小,無明顯的回火脆性,在調質處理后有較高的疲勞極限和抗多次沖擊能力且低溫沖擊韌性良好,一直被廣泛應用于工業生產領域。
在生產一批次42CrMo筒體鍛件時,按工藝要求在粗加工工序結束后對鍛件進行超聲檢測,發現其中某一鍛件在靠近冒口端位置存在超標缺陷,導致該鍛件無法正常使用。為找出造成超標缺陷的原因并提出相應改進措施,對該筒體鍛件缺陷部位進行了解剖分析。
1試樣制取及檢測方法
42CrMo筒體鍛件制造流程為:EBT電爐冶煉→LF精煉→真空碳脫氧→真空澆注→鋼錠壓鉗口、倒棱→鐓粗→沖孔→拔長→擴孔→精整毛坯→機加工→超聲檢測→熱處理。在機加工工序結束后進行超聲檢測,發現在鍛件上距冒口端500 mm范圍內,徑向深度(160~250)mm的環帶內存在密集型缺陷,最大參考當量?4.7 mm,而標準要求最大缺陷當量不大于?2 mm。
在鍛件冒口端缺陷部位切取厚20 mm的低倍試樣,銑平后進行低倍熱酸蝕試驗和斷口試驗,觀察試樣的宏觀形貌。在宏觀缺陷部位切取20 mm×20 mm×20 mm的金相試樣,經處理后,在金相顯微鏡下觀察組織形貌。利用KYKY2800型掃描電鏡對金相試樣缺陷部位進行觀察分析,使用能譜分析儀觀察裂紋痕跡。
2試驗分析
2.1宏觀分析
試樣低倍酸浸宏觀形貌見圖1。從圖1中看出,在試塊上存在多條微小裂紋,且大致呈平行分布。未發現氣孔、疏松和偏析等其他缺陷。
將低倍試塊中間沿缺陷背面開槽壓斷,斷口形貌見圖2。從圖2可以看出,斷口為結晶狀,上面分布著許多黑色的小孔洞類缺陷。從缺陷的分布和特征看來,排除氣孔缺陷的可能。取斷片進行調質處理,處理后在中間開槽壓斷,斷口塑性變形明顯,為纖維狀,但上面仍然分布著顏色較深的點狀和孔洞缺陷,故可排除白點缺陷的可能。

圖1 試塊低倍酸浸宏觀形貌Figure 1 Macrostructure of acid pickled specimen

圖2 宏觀斷口形貌Figure 2 Macro fracture appearance

(a)裂紋

(b)夾雜物
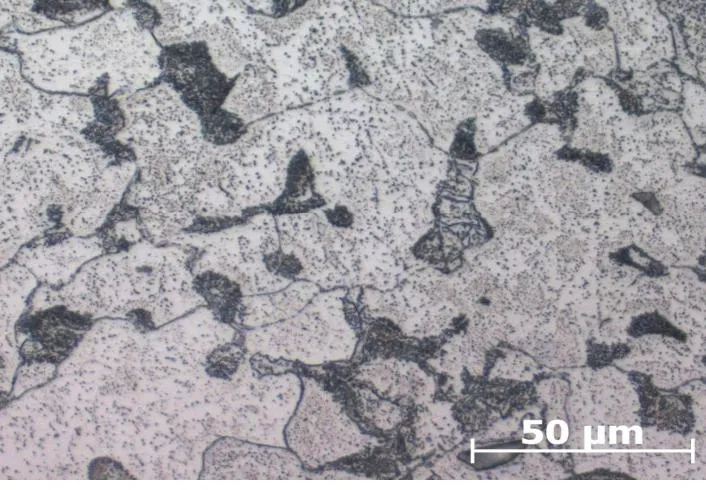
(c)顯微組織
2.2金相分析
在低倍缺陷處取金相試樣進行顯微組織分析。試樣經磨制、拋光后在金相顯微鏡下進行觀察,發現裂紋缺陷為夾雜物缺陷,其尖端部位及周圍存在大量氧化物夾雜。用4%硝酸酒精溶液腐蝕后,在金相顯微鏡下觀察,試樣的組織為貝氏體,晶粒度為7級,組織正常。試樣的金相顯微組織形貌見圖3。
2.3掃描電鏡及能譜分析
在斷口試塊缺陷處取樣進行電鏡分析,缺陷部位組織形貌見圖4。由圖4中看出,孔洞缺陷為開裂的裂紋面,其他區域斷裂形式為解理斷裂。將裂紋處放大看出開裂面上聚集著大量的顆粒狀夾雜物。
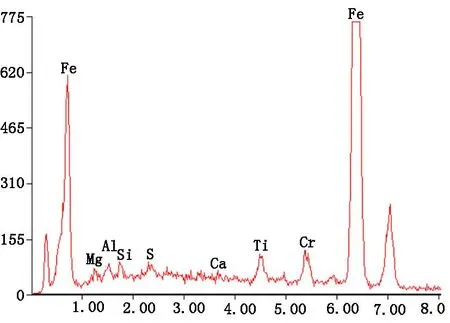
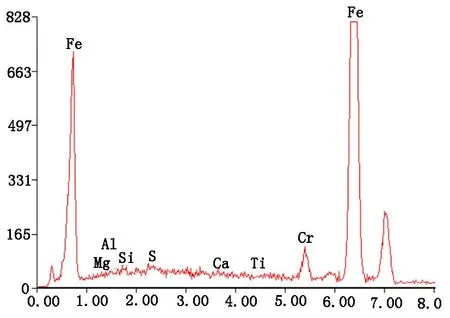
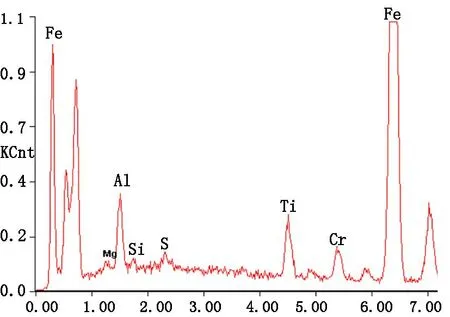
為明確開裂面上夾雜物的性質,利用掃描電鏡對所發現的裂紋和夾雜物進行能譜分析,見圖5。分別對夾雜物區域、夾雜物附近、正常斷裂區和裂紋邊緣進行半定量成分分析,能譜成分見表1。
3缺陷成因分析
從試驗分析結果可知,筒體鍛件冒口部位的超標缺陷為大型氧化鋁和氧化鈦夾雜物以及夾雜物造成的裂紋。
該筒體鍛件冶煉過程中主要采用鋁脫氧,生成的脫氧產物以氧化鋁類為主。另外,為了達到鍛件力學性能的要求,冶煉出鋼前加入約0.030%的鈦,在真空澆注倒中間包的過程中鋼水與大氣接觸,造成鋼水中的鈦氧化,產生氧化鈦類夾雜。此外,該爐鋼水生產時采用了較大型號的中間包,而精煉包熔煉鋼水噸位較小,倒包過程中熱量損失較大并且鋼水與精煉渣劇烈混沖,渣子未完全上浮即達到開澆溫度的下限,使精煉渣隨鋼水澆注至鋼錠模中,最終殘留在鋼錠冒口線以下的部位,導致鍛造的筒體出現環狀密集型超標缺陷。
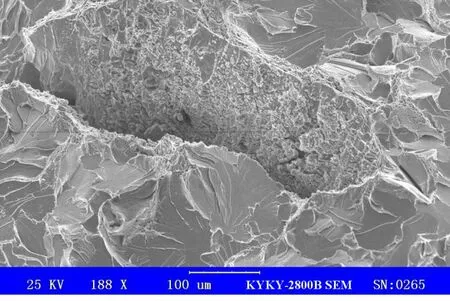
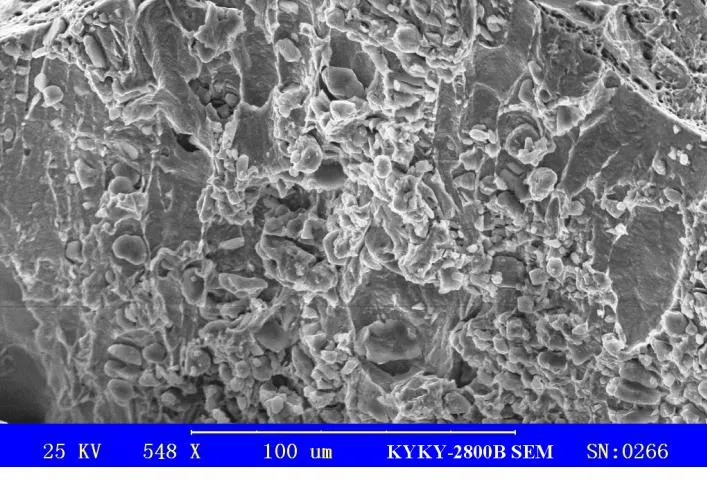
圖4 裂紋及夾雜物掃描電鏡照片Figure 4 SEM photographs of cracks and inclusions

(a)夾雜物區域
(b)夾雜物附近
(c)正常斷裂區
(d)裂紋邊緣
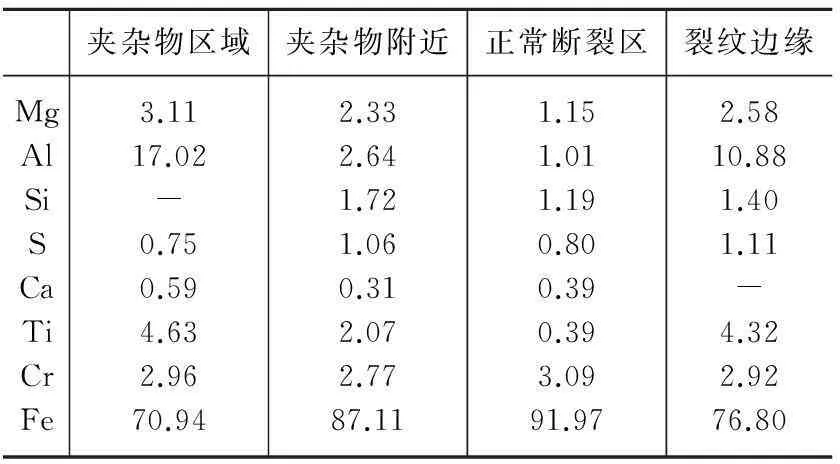
表1 夾雜物和裂紋EDS分析(質量分數,%)Table 1 EDS analysis of inclusions and cracks (mass fraction,%)
冒口區存在的氧化鋁類和氧化鈦類脆性夾雜物與基體的物性及力學性能差別較大,在受力變形過程中脆性夾雜物不能隨金屬相應變形,變形大的鋼基體就會在變形小的夾雜物周圍產生塑性流動,其連接處出現應力集中,產生微裂紋[1]。在鍛件塑性變形過程中,脆性的氧化鋁類和氧化鈦類夾雜物沿主變形方向被打碎,因此在宏觀形貌上出現了近似平行的夾雜物裂紋痕跡。
4改進措施
大型夾雜物和夾雜物裂紋是引起該筒體鍛件缺陷超標的主要原因,而夾雜物是在鋼錠澆注過程出現的。針對該問題提出改進措施:
(1)在真空澆注時,對于噸位較小的鋼包,盡量采用小型號的中間包,避免倒包過程中溫度損失過多,導致澆注溫度偏低,影響鋼水流動和夾雜物上浮;
(2)適當提高鋼水的出鋼溫度,保證鋼水進入中間包后距離澆注溫度上限有10℃的富余量。這樣有利于倒包后鋼中夾雜物順利上浮到表面;
(3)在真空澆注到冒口部位后,適當降低澆注速度,避免精煉渣澆注到鋼錠模中。
參考文獻
[1]黃希祜.鋼鐵冶金學[M].北京: 冶金工業出版社,2002: 424.
編輯杜敏
Cause Analysis and Improvement Measures of Unacceptable Defects for 42CrMo Cylinder Forgings
He Shilei,Du Xuan,Jin Shuaiyong,Ma Hong
Abstract:For the group defects and the unacceptable spot defects appeared on one end of riser for 42CrMo cylinder forgings,the following tests such as macro acid pickling test,macro fracture analysis,metallographic analysis,scanning electron microscopy and energy spectrum analysis etc.have been performed on the defect locations of forgings.The results show that these defects are the large alumina oxide and titanium oxide inclusions and the cracks caused by these large inclusions.Meanwhile,the relevant improvement measures have been proposed as well.
Key words:42CrMo cylinder forging;inclusion;unacceptable defect;improvement measures
收稿日期:2016—01—18
作者簡介:何石磊(1982—),男,工程師,主要從事特殊鋼冶煉澆注工藝技術研究。電話:18638887763,E-mail:stone-river@126.com
中圖分類號:TG244+.1;TG115
文獻標志碼:B
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年11期)2015-03-16 05:57:40
建筑材料學報(2014年3期)2014-03-11 17:08:02
