煤基聚丙烯1100N性能研究及注塑工藝條件分析
2016-06-21 06:23:08余中云田廣華
合成材料老化與應(yīng)用 2016年2期
余中云,方 偉,田廣華
(神華寧夏煤業(yè)集團(tuán)煤化工公司研發(fā)中心,寧夏銀川 750411)
?
煤基聚丙烯1100N性能研究及注塑工藝條件分析
余中云,方偉,田廣華
(神華寧夏煤業(yè)集團(tuán)煤化工公司研發(fā)中心,寧夏銀川 750411)
摘要:通過實(shí)驗(yàn)研究了煤基聚丙烯1100N的基本性能,分析了注塑加工條件選擇的注意事項(xiàng)。結(jié)果表明,煤基聚丙烯1100N具有優(yōu)良的力學(xué)性能、抗氧化性能及熔融加工性能。
關(guān)鍵詞:煤基聚丙烯(PP),性能,注塑加工
神寧集團(tuán)煤碳化學(xué)工業(yè)分公司烯烴公司聚丙烯裝置采用德國(guó)Novolen Technical Holding(簡(jiǎn)稱NTH)公司氣相法聚丙烯專利技術(shù),1100N產(chǎn)品是該公司生產(chǎn)并成功推向市場(chǎng)的聚丙烯牌號(hào)之一[1]。1100N是一種煤基均聚聚丙烯材料,其熔體具有良好的流動(dòng)性能,較高的結(jié)晶度和較快的結(jié)晶速率,主要用于注射成型家具、休閑娛樂場(chǎng)所桌椅、醫(yī)用醫(yī)療器皿、小家電部件、童車、日用品等產(chǎn)品。
1100N為均聚注塑料,其常用加工方法為注射成型。塑料的注射成型是指顆粒狀的塑料經(jīng)過注塑機(jī)螺桿的擠壓和加熱,熔融成流動(dòng)狀態(tài),然后在注射機(jī)螺桿的推動(dòng)下,通過注塑機(jī)噴嘴、模具的主流道、分流道和澆口進(jìn)入模具型腔,成型出具有一定形狀和尺寸的制品。注塑制品的優(yōu)劣受注射成型工藝條件的影響,主要包括溫度、壓力、時(shí)間等的影響[2]。本文研究分析了1100N的注塑加工條件。
1實(shí)驗(yàn)部分
1.1原料
煤基均聚聚丙烯(PP):粒料,1100N,神寧煤化工烯烴公司。
1.2測(cè)試儀器
熔融指數(shù)儀:MFI-2322,承德市金建檢測(cè)儀器有限公司;Instron 3365萬能電子材料試驗(yàn)機(jī):3365,Instron公司;XJC-250系列電子式懸簡(jiǎn)組合沖擊試驗(yàn)儀:XJC-250;差示掃描量熱測(cè)試儀:Diamond,PE公司;毛細(xì)管流變儀:RH 7型號(hào),英國(guó)馬爾文公司;應(yīng)力控制型流變儀:DHR-2(TA Instrument)。
1.3性能測(cè)試
(1)差示掃描量熱(DSC)
氮?dú)獗Wo(hù),用銦作為標(biāo)準(zhǔn)物對(duì)溫度和熔融焓進(jìn)行校準(zhǔn)。將4mg左右的樣品裝入鋁皿內(nèi)進(jìn)行測(cè)試。
熔融與結(jié)晶溫度測(cè)試步驟:將樣品加熱到200℃,保持5min,然后降到50℃保持1min,然后再次升溫至200℃,升降溫速率均為10℃/min。
氧化誘導(dǎo)期(OIT)程序?yàn)椋簶悠窂?0℃以20℃/min升溫到200℃,恒溫5min,然后將氮?dú)馇袚Q為氧氣,氮?dú)狻⒀鯕饬魉俳詾?0mL/min,直到放熱峰最低點(diǎn)出現(xiàn)。
(2)螺旋線流動(dòng)長(zhǎng)度
在燕山石化樹脂應(yīng)用研究所測(cè)試。
(3)毛細(xì)管流變
實(shí)驗(yàn)條件:下端口模分別采用32mm×1mm 毛細(xì)管口模和零口模。料筒升溫至200℃使樣品充分熔融,消除熱歷史,再控制料筒和樣品到200℃,活塞擠出樣品,同時(shí)測(cè)量活塞推力和料筒內(nèi)壓強(qiáng),測(cè)試采用恒壓模式,分八個(gè)試驗(yàn)點(diǎn),測(cè)定20s-1~10000s-1范圍內(nèi)的剪切速率與粘度的關(guān)系。還考察210℃和230℃下,剪切速率與粘度的關(guān)系。
在200℃下,考察了剪切速率分別為100s-1、200s-1、300s-1、400s-1、500s-1、600s-1、700s-1、800s-1、900s-1、1000s-1時(shí),聚丙烯熔體從1mm直徑毛細(xì)管擠出,擠出脹大直徑和剪切速率的關(guān)系。
(4)旋轉(zhuǎn)流變儀測(cè)試
實(shí)驗(yàn)中所使用的夾具為平行板夾具,直徑為25mm,板間距為1mm,實(shí)驗(yàn)溫度為180℃、200℃和230℃。進(jìn)行流變測(cè)試前,所有的樣品均在實(shí)驗(yàn)溫度恒溫處理2min以消除熱歷史。
(5)其它各項(xiàng)性能指標(biāo)均參照國(guó)標(biāo)(GB/T)進(jìn)行測(cè)試。
2結(jié)果與討論
2.1基本性能

表1 1100N的基本性能
2.2結(jié)晶性能
聚合物的許多物理機(jī)械性能都與結(jié)晶度有著密切的關(guān)系,結(jié)晶性能是決定其加工應(yīng)用性能的關(guān)鍵因素。高的結(jié)晶度可以使制品的抗張強(qiáng)度提高、斷裂伸長(zhǎng)率減小、密度增大、耐熱性能和耐溶劑性能增加。等規(guī)聚丙烯屬于部分結(jié)晶聚合物,其結(jié)晶度及結(jié)晶溫度不僅與分子鏈的立構(gòu)規(guī)整性有關(guān),而且與結(jié)晶條件、是否添加了成核劑等因素密切相關(guān)。通常隨分子量減小,熔體中纏結(jié)程度有所降低,分子鏈段運(yùn)動(dòng)能力強(qiáng),結(jié)晶速率加快。樣品中的成核劑可大大降低聚合物結(jié)晶的過冷度,提高結(jié)晶溫度。成核劑含量越高,聚合物總的結(jié)晶速率就越快[3]。本文通過差示掃描量熱分析研究了1100N的結(jié)晶溫度、結(jié)晶度。

表2 1100N的結(jié)晶熔融參數(shù)
由表2可知,在未加成核劑的條件下,1100N以10℃/min的降溫速率冷卻結(jié)晶,結(jié)晶溫度為120.5℃;其結(jié)晶度為45.6%,為典型半結(jié)晶聚合物;聚丙烯的熔融溫度為162.6℃;在135℃等溫結(jié)晶的半晶時(shí)間為6.8min。
2.3抗氧化性能
高分子材料在貯存、加工和使用中受光、熱和氧等外界環(huán)境的作用,會(huì)造成老化降解和物理及力學(xué)性能的降低。因此,正確評(píng)價(jià)高分子材料的抗氧化性能對(duì)材料開發(fā)和應(yīng)用具有重要意義[4]。本文采用示差掃描量熱(DSC)法測(cè)試了聚丙烯1100N的氧化誘導(dǎo)期。氧化誘導(dǎo)期(OIT)是指樣品在指定溫度下氧氣氣氛中開始發(fā)生自催化氧化反應(yīng)的時(shí)間。氧化誘導(dǎo)期可以用來評(píng)價(jià)聚合物的氧化穩(wěn)定性。圖1是1100N的氧化誘導(dǎo)期測(cè)試的DSC曲線,由圖可知,在200℃,氧氣氛圍中1100N的氧化誘導(dǎo)期為5.7min。

圖1 1100N在200℃的氧化誘導(dǎo)期
2.4熔融流動(dòng)性能
聚丙烯具有優(yōu)異的加工性能,可采用多種加工方式進(jìn)行成型加工,主要包括擠出成型、注塑、吹塑、熱成型、壓延成型和發(fā)泡成型等。其成型加工大多是在粘流狀態(tài)下實(shí)現(xiàn)的,塑料流動(dòng)性的好壞可以反映其成型加工的難易程度。流動(dòng)性越好,加工性能也越好,易于充模,能成型薄壁復(fù)雜制件。但流動(dòng)性過高,易發(fā)生溢料現(xiàn)象,且物理力學(xué)性能也會(huì)受到影響。塑料的流動(dòng)性一般可以根據(jù)聚合物的相對(duì)分子質(zhì)量、熔融指數(shù)、阿基米德螺旋線長(zhǎng)度及表觀粘度等一系列指標(biāo)衡量。相對(duì)分子質(zhì)量小,熔融指數(shù)高、螺旋線長(zhǎng)度大、表觀粘度小,則流動(dòng)性好。本文通過聚合物熔體的擠出脹大比和螺旋線流動(dòng)長(zhǎng)度來評(píng)價(jià)聚丙烯1100N的熔體流動(dòng)加工性能。
(1)擠出脹大比
在聚合物的加工過程中,由于熔體具有粘彈性,當(dāng)擠出物離開口模后,會(huì)出現(xiàn)擠出物的截面面積比口模的截面面積大的現(xiàn)象,即擠出脹大現(xiàn)象。擠出脹大現(xiàn)象對(duì)制件的形狀和尺寸精度影響很大,是合理設(shè)計(jì)模具和控制制品質(zhì)量所必須考慮的關(guān)鍵因素之一。
表3為1100N在不同剪切速率下的毛細(xì)管擠出脹大比,隨著剪切速率的增大,擠出脹大直徑略有增大,但沒有出現(xiàn)熔體破裂現(xiàn)象,說明1100N的加工穩(wěn)定性較好。

表3 1100N在不同剪切速率下的毛細(xì)管擠出脹大比
(2)螺旋流動(dòng)長(zhǎng)度
螺旋流動(dòng)長(zhǎng)度法是衡量聚合物在注塑條件下流動(dòng)性的一種方法,其可在接近實(shí)際注塑加工的條件下,通過比較樹脂在模具中的流動(dòng)長(zhǎng)度,來反映樹脂注塑成型性能的差別,有助于確定聚合物的成型加工條件。該方法的原理是用注塑機(jī)將聚合物塑化后,在一定壓力下注入螺旋模具。熔體在阿基米德螺旋形的半圓槽內(nèi)流動(dòng),螺旋通道的另一端開放以排氣。螺旋流動(dòng)長(zhǎng)度依賴于兩方面的因素:外部加工條件和聚合物自身的流變及傳熱性質(zhì)。
圖2為不同溫度和壓力下1100N的螺旋流動(dòng)長(zhǎng)度,由圖可知,在相同的壓力條件下,隨著注塑溫度的提高,聚丙烯1100N的螺旋流動(dòng)長(zhǎng)度均隨之增大;在等溫條件下,1100N的螺旋流動(dòng)長(zhǎng)度隨注塑壓力的升高而明顯增大;綜合分析,注塑壓力提高對(duì)1100N流動(dòng)性的提高明顯高于溫度升高的效果。上述結(jié)果說明提高注塑壓力和注塑溫度均能提高聚丙烯材料的熔體流動(dòng)性。考慮到聚丙烯熔體在高溫下易于降解,提高注塑壓力更易于提高熔體的流動(dòng)性。

圖2 1100N在不同溫度和壓力下的螺旋流動(dòng)長(zhǎng)度
(3)剪切粘度隨剪切速率的變化
高分子聚丙烯熔體是粘彈性的非牛頓流體,屬于假塑性流體,圖3為1100N在不同溫度下剪切粘度隨剪切速率的變化。由圖3、圖4可知,隨剪切速率提高,1100N的剪切粘度呈下降趨勢(shì);且剪切變稀更加明顯;在相同的剪切速率下,溫度越高,則其剪切粘度越低。
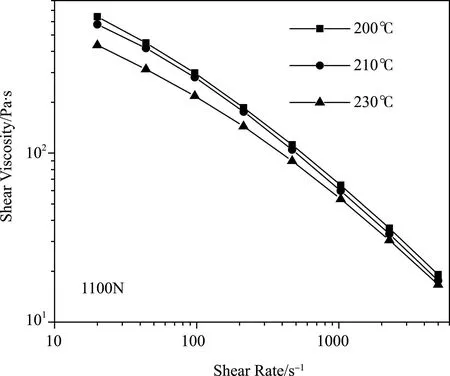
圖3 不同的溫度下1100N剪切粘度隨剪切

圖4 平板流變儀測(cè)定1100N的剪切粘度隨剪切
2.5注射成型工藝
1100N屬于均聚注塑料,大多用注塑成型的方法生產(chǎn)制品。不同的聚丙烯注塑級(jí)專用料,由于其組成和鏈結(jié)構(gòu)不同,材料的流動(dòng)性、結(jié)晶性能、制品的收縮率、力學(xué)性能等會(huì)有明顯差別。因此注塑工藝參數(shù)也需要做相應(yīng)的變化,以保證注塑制品的質(zhì)量。本文就1100N的注塑成型工藝條件進(jìn)行研究并給出合理建議。
(1)溫度
料溫的高低,主要由塑料的性質(zhì)決定,但仍需綜合考慮停留時(shí)間、注射機(jī)種類、模具特點(diǎn)等因素。料筒溫度必須介于粘流溫度或熔點(diǎn)和分解溫度之間。隨著料筒溫度的升高,熔體粘度下降,流動(dòng)性增加,所生產(chǎn)制品的表面光潔度會(huì)提高,但料溫過高,聚合物容易發(fā)生熱降解,材料力學(xué)性能會(huì)下降;而料溫過低,流動(dòng)性不好,充模不好,易造成制品缺料等。1100N的熔融溫度在166℃左右,而分解溫度為433℃。依據(jù)注射成型經(jīng)驗(yàn),一般材料的熔融溫度要高于熔點(diǎn)20℃,低于發(fā)生熱降解溫度20℃。應(yīng)較多的遠(yuǎn)離分解溫度,聚丙烯注塑成型時(shí)料筒溫度通常在200℃~270℃之間。但實(shí)際應(yīng)用中還需要根據(jù)具體情況來確定合適的加工溫度。料筒溫度的分布,從料斗側(cè)至噴嘴,由低到高,以利于塑料逐步塑化。在選擇注塑溫度要考慮熔融指數(shù)的影響,通常是熔融指數(shù)越大,注塑溫度越低;反之,則越高。另外,塑料在注射時(shí)以高速度通過噴嘴的細(xì)孔時(shí)會(huì)產(chǎn)生摩擦熱,若噴嘴溫度太高會(huì)發(fā)生“流涎現(xiàn)象”,所以通常噴嘴溫度要略低于料筒的最高溫度。一般建議噴嘴溫度比料筒最高溫度低5℃左右即可[5]。
模具溫度的確定應(yīng)根據(jù)塑料的性質(zhì)、制品的使用要求、制品的形狀與尺寸以及成型過程的工藝條件等綜合考慮。模具溫度的變化對(duì)聚丙烯制品的性能有很大的影響。模具溫度應(yīng)控制在結(jié)晶溫度和玻璃化轉(zhuǎn)變溫度之間。由于PP是半結(jié)晶性聚合物,注射入模具后,將發(fā)生相轉(zhuǎn)變,冷卻速率將影響塑料的結(jié)晶速率。所以在冷卻過程中,要充分考慮結(jié)晶給制品帶來的影響。模溫高,制品結(jié)晶度高,密度和剛度提高,但成型收縮率大,沖擊強(qiáng)度下降,易產(chǎn)生溢邊、凹痕等問題;模溫低,結(jié)晶度下降,韌性提高,但厚壁制品易翹曲。綜合考慮,建議1100N選用中等的模溫。
(2)壓力
注射壓力的選擇與制件的結(jié)構(gòu)、塑料的品種以及注射工藝條件有很大關(guān)系。在成型過程中隨著注塑壓力的增加,熔體粘度明顯下降,流動(dòng)性顯著增加。提高注塑壓力對(duì)制品的沖擊韌性、屈服強(qiáng)度影響不大,且有助于熔體充滿模腔,提高制品的密度,降低成型收縮率。因此,加工中往往選用較高的注塑壓力,以防止物料在充模時(shí)的冷卻效應(yīng)給流動(dòng)性所帶來的影響;不過需要注意過高的注塑壓力易造成制品溢邊。
(3)時(shí)間
成型周期中的注射時(shí)間一般很短,約2s~3s,大型和厚壁制品充模時(shí)間較長(zhǎng),可達(dá)10s以上。保壓時(shí)間對(duì)制品尺寸的準(zhǔn)確性影響較大,保壓時(shí)間不夠,會(huì)使制品出現(xiàn)凹陷、縮孔等現(xiàn)象,保壓時(shí)間一般為20s~100s。冷卻時(shí)間以保證制品脫模時(shí)不變形繞曲、而時(shí)間又較短為原則。
綜合1100N的結(jié)晶、流動(dòng)性能等數(shù)據(jù),給出參考工藝參數(shù)如表4所示。

表4 1100N注射成型參考工藝條件
注:以上工藝參數(shù)僅供參考,實(shí)際應(yīng)用中應(yīng)根據(jù)具體設(shè)備情況及制備尺寸進(jìn)行調(diào)整。
3結(jié)論
(1)1100N的熔體流動(dòng)速率為13.1g/10min。
(2)在未加成核劑的條件下,1100N結(jié)晶度為45.6%,結(jié)晶溫度為120.5℃。
(3)1100N氧化誘導(dǎo)期(200℃,氧氣氛圍)為5.7min。
(4)1100N具有優(yōu)良的成型加工性能,可通過提高注射壓力和注塑溫度來提高聚丙烯材料的熔體流動(dòng)性。
(5)1100N具有明顯的剪切變稀現(xiàn)象。隨剪切速率提高,1100N的剪切粘度下降;且隨著壓力的提高,剪切變稀更加明顯。在相同的剪切速率下,溫度越高,則其剪切粘度越低。
參考文獻(xiàn)
[1] 孟永智,李磊,田廣華,等. Novolen氣相聚丙烯裝置概況及特點(diǎn)[J].塑料工業(yè),2013,41(12):13-16.
[2] 楊明山.聚丙烯改性及配方[M].北京:化學(xué)工業(yè)出版社,2009:22-23.
[3] 方征平,宋義虎,沈烈.高分子物理[M].第二版.浙江大學(xué)出版社,2005:21-23.
[4] 鄭秋閭,劉鵬,陳德宏,等.評(píng)價(jià)聚丙烯抗老化性能的新方法[J].石油化工,2009,38(5):563-567.
[5] 周達(dá)飛,唐頌超.高分子材料成型加工[M].第二版.中國(guó)輕工業(yè)出版社,2006:297.
Study on the Properties and Injection Molding Processing Conditions of Coal Base Polypropylene 1100N
YU Zhong-yun,F(xiàn)ANG Wei,TIAN Guang-hua
(R&D and training center of Shenhua Ningxia coal group coal chemical company,Yinchuan 750411,Ningxia,China)
Abstract:By the experimental,the basic performance of coal base polypropylene 1100N was investigated,and the points needing attention for selecting injection molding processing conditions was analyzed. The results indicated that coal base polypropylene 1100 N has excellent mechanical properties,oxidation resistance and melting processing performance.
Key words:coal base polypropylene(PP),properties,injection molding processing
中圖分類號(hào):TQ 322.2
