PC/ASA合金的研發
2016-06-21 06:12:55黃李勝麥偉宗賴世亮
合成材料老化與應用 2016年2期
關鍵詞:研究
黃李勝,李 景,麥偉宗,賴世亮
(廣州合成材料研究院有限公司,廣東廣州 510665)
?
PC/ASA合金的研發
黃李勝,李景,麥偉宗,賴世亮
(廣州合成材料研究院有限公司,廣東廣州 510665)
摘要:利用雙螺桿擠出機制備PC/ASA合金,探討了不同PC與ASA配比對性能的影響。結果表明:在PC/ASA體系中,PC與ASA的配比為70 ∶30,添加4%的相容劑SMA以及0.8%的抗氧劑、潤滑劑,能獲得最優的性能:懸臂梁缺口沖擊強度達66.7kJ/m2,拉伸強度達56.1MPa,彎曲強度達82.3MPa,熱變形溫度達105.6℃;同時比同等條件下制備出來的PC/ABS合金擁有更好的耐光性。
關鍵詞:PC/ASA合金,性能及制備,研究
聚碳酸酯簡稱PC,其具有機械性能、沖擊韌性、耐熱性、穩定性及透明無毒優異特征,是一種熱塑性工程塑料。聚碳酸酯自1960年進入市場并得到迅速的發展,其應用的領域包括儀表、電子、機械、電器、電子、汽車及航空等重要領域,不僅涉及到工業領域,還涉及到生活領域,應用的范圍十分廣泛。聚碳酸酯消耗量與聚酰胺旗鼓相當。聚碳酸酯雖然優點較明顯,但當前影響其發展的重要因素有:加工難、熔體粘度大、產品應力開裂及價格昂貴等。社會各領域對聚碳酸酯研究也逐漸深入,主要是為了解決聚碳酸酯的缺點,擴大其應用領域。當前市場上主要是將其與ABS共混改性,也是當前常見的改性措施,這種改性措施很大程度上提高了聚碳酸酯的流動性,不僅使其制品的敏感性有所減少,還改善了聚碳酸酯的加工性能,降低成本,促進了PC的應用范圍,其聚合物合金是當前世界產量最高的合金。而ASA是由苯乙烯、丙烯腈和丙烯酸橡膠共聚而成的三元聚合物。ASA維持了ABS(丙烯腈-丁二烯-苯乙烯共聚物)的光澤好、加工性能良好和高沖擊強度等優點,同時ASA的熔體粘度比較低,容易加工成型,耐候性比ABS優異,價格也比較低。現在市場上,聚碳酸酯與ASA的共混改性,正在逐步地取代現有的PC/ABS合金市場[1]。
1實驗部分
1.1原材料采集及設備
實驗前主要采集的原料有PC、ASA、ABS、相容劑、抗氧劑及潤滑劑,設備有雙螺桿擠出機、高速混合機、注塑機、電子萬能試驗機、維卡軟化點試驗機、懸臂梁沖擊試驗機、熔體流動速度測定儀及氙燈老化試驗箱。
1.2制備方法研究
實驗前首先將收集的原材料PC及ASA放置在90℃~120℃下容器內進行干燥,時間控制在4h[2],其次將干燥完成的兩種材料與相容劑、抗氧劑、潤滑劑等調整比例均勻混合,混合后將這些混合物放置在加料器中,通過從雙螺桿擠出機中定量擠出(溫度控制在200℃~250℃的范圍內,螺桿轉速控制在280r/min~320r/min)。經過混合程序、擠出、冷卻及切粒這幾項流程后便可得到高性能的PC/ASA合金的成品。PC/ASA合金的成品的流程如圖1所示。

圖1 PC/ASA合金的成品的流程
1.3性能測試
將PC/ASA合金成品的粒子放置在90℃容器內進行干燥,至4h后通過注塑機進行制樣,將注塑機的溫度及壓力分別控制在230℃~260℃及70MPa~90MPa條件下進行[3],測試的主要內容有以下幾項:力學性能懸臂梁沖擊強度、拉伸強度、彎曲強度、熱變形溫度、熔融指數及耐候老化性能。這幾項測試的標準依次為GB/T 1843、GB/T 1040、GB/T 9341、GB/T 1634、GB/T 3682、GB/T 16422.2。其中耐候老化性能的測試是在氙弧暴露的環境下進實驗,將成品放入到氙燈老化試驗箱內[4],實驗條件如表1所示。

表1 實驗循環及實驗條件
實驗完成后,利用評價樣品灰卡的顏色變化程度測定耐光性等級。確定灰卡級別的標準是在光源D65的條件下,具體等級可分為5級、4級、3級、2級、1級,最好的等級是5級,最差的為1級,等級高度代表試樣耐光老化性能越高。
2結果與討論
2.1相容劑對PC/ASA合金力學性能的影響
此次實驗相容劑為SMA,主要的測試判斷方式是改變SMA的加入量而制備出等量不同的PC/ASA合金,PC ∶ASA ∶SMA ∶其他助劑控制在70 ∶30 ∶4 ∶0.8,通過測試后制作出各類合金及物理性能及力學示意圖,如圖2、圖3所示。
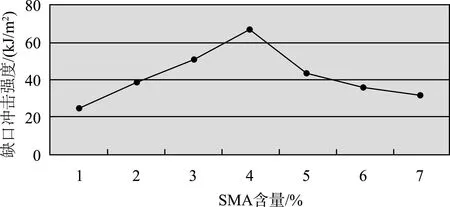
圖2 相容劑含量對缺口沖擊強度的影響

圖3 相容劑含量對拉伸強度的影響
在高分子混合物中添加相容劑有助于其性能的提高,從圖2及圖3中可看出,高分子性能隨著相容劑的增加而增大,相容劑增加到4份時懸臂梁缺口沖擊出現最大值,然后出現滑落;而拉伸強度在相容劑的量為3份時出現最大值,隨后出現滑落。
SMA是一種無規結構共聚物,與ASA結構相似且相容性良好,是由馬來酸酐與苯乙烯進行共聚反應而成。SMA含有酸酐基團,其受剪切力及高溫作用后會與聚碳酸酯發生酯交換[5],因此,加入SMA很大程度上可降低兩相的界面張力,分散了PC/ASA合金中的粒子,使其共混物的力學性能有所提高。從圖2中可看出,SMA用量在4份以上時,其沖擊強度反而下降,其原因是過量的基團受到剪切力及高溫作用后會發生PC熱降解,引起PC/ASA合金分子鏈斷裂,從而導致相容劑未起到增容作用。
2.2不同PC/ASA配比對PC/ASA合金綜合性能的影響
相容劑仍為SMA,保持其與助劑比例不變(4 ∶0.8),主要是改變PC與ASA的配比,從而得到不同的PC/ASA合金,表2為PC/ASA合金物理性能。

表2 不同PC/ASA配比對PC/ASA合金綜合性能的影響
從表2中可看出,PC/ASA合金的彎曲強度、拉伸及熱形形溫度隨著PC用量的增大而增大,在PC ∶ASA用量比例在70 ∶30時沖擊強度出現最大值,同時PC/ASA合金在這種比例下的綜合性能是最好的。
2.3相同PC組分下PC/ASA合金與PC/ABS合金的性能對比
與上述實驗相同,保持PC、SMA、助劑比之間使用量70 ∶4 ∶0.8,分別混合加入30份ABS或ASA,制備出PC/ASA合金及PC/ABS合金,制樣條件相同并且放置在室溫下24h后測試耐老化性能及力學性能,結果如表3所示。
從表3中可看出,保持混合物的比例,兩者力學性能并無明顯差異,而耐候老化性能方面PC/ASA合金要超過PC/ABS合金。

表3 相同PC組分下PC/ASA合金與PC/ABS合金的性能對比
3結論
在PC/ASA合金中添加相容劑SMA能提高其力學性能,且SMA用量為4%時最佳。PC/ASA用量比例在70 ∶30時綜性能力為最優,在這種技術下制成的PC/ASA合金與PC/ABS力學性能無明顯差異,但PC/ASA的耐候老化性能優異于PC/ABS,PC/ASA可在高耐熱或高耐候條件下使用。
參考文獻
[1] 閻國濤.碳纖維廢絲增強PC/ABS合金復合材料的制備與性能研究[D].北京化工大學,2013.
[2] 蔡夢霞. PC/本體法ABS共混合金的制備及其性能研究[D].華東理工大學,2012.
[3] 陳婷. PBT/ASA共混體系性能及其戶外制品應用研究[D].福建師范大學,2013.
[4] 羅明,陳振嘉,宋湘怡,等.阻燃高光澤PC/PMMA合金的制備與性能研究[J].塑料工業,2010(10):21-24,38.
[5] 于春娜,宋陽,鄭瑩瑩,等. SAN/CPE/PC合金的制備與性能研究[J].塑料工業,2013(06):39-42.
Research on PC/ASA Alloy Performance and Preparation Process
HUANG Li-sheng,LI Jing,MAI Wei-zong,LAI Shi-liang
(Guangzhou Research Institute Co.,Ltd.of Synthetic Materials,Guangzhou 510665,Guangdong,China)
Abstract:Using a twin-screw extruder equipment,PC/ASA alloy was prepared,the effects of different ratio of PC and ASA on performance were investigated. The results showed that:in PC/ASA system,PC and ASA ratio is 70 ∶30,adding compatibility agent SMA 4% and 0.8% of antioxidant and lubricant,can achieve optimal performance:Izod notched impact strength of 66.7kJ/m2,the tensile strength of 56.1MPa,the bending strength of 82.3MPa,heat distortion temperature of 105.6℃;while PC/ABS was prepared under the same conditions,PC/ASA alloy has better lightfastness than PC/ABS.
Key words:PC/ASA alloy,performance and preparation,research
中圖分類號:TQ 325
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
