測量光幕在制絲線的應用
2016-06-30 12:50:26唐靖堯
科技視界 2016年15期
關鍵詞:技術
唐靖堯
【摘 要】自動化的實現對于企業效益的增長具有非常的意義。目前在煙草的生產中儲柜是主要應用的設備,其可以很好的提高煙絲的質量。但是儲柜的出料流量會經常的產生一些波動,嚴重影響生產過程。但是近幾年測量光幕技術的應用給煙草的生產帶來了很大的便利,本文就測量光幕技術在制絲線上的應用進行分析探討。
【關鍵詞】測量光幕;技術;制絲線
【Abstract】The realization of automation for the growth of enterprise efficiency is of great significance. At present in the production of tobacco storage cabinet is mainly used equipment, which can improve the quality of tobacco shreds. But the discharge of the storage tank will often produce some fluctuations, seriously affect the production process. But the application of measuring light screen technology in recent years to the tobacco production has brought great convenience, this paper measurement screen technology in the thread used for analysis and discussion.
【Key words】Measurement technology; Thread
0 引言
煙草的生產設備是煙草企業重要的一個生產基礎,設備的好并且壞生產是否高效直接關系著煙草企業的經濟效益。煙草的生產設備具有以下特點:種類繁多、普遍價格昂貴、數據傳輸多等。制絲線是煙草生產的一個很重要的環節,其主要包括烘絲線、葉片線、切絲線等等幾個工藝段。制絲線的工作流程一般是利用儲倉進行對物料的緩存和存儲,在經過提升機對物料進行運輸。在最近幾年里煙草生產企業在制煙的過程中要求生產更加的精細化、系統化和智能化的方向發展,這就要求制煙的操作系統要設備合理的和計算機結合起來。測量光幕系統的使用使得現代煙草制絲線的生產更加高效,生產出的煙絲質量更高。
1 儲柜的基本機構及存在問題
儲柜在煙草制絲線被廣泛應用,其主要功能為提高煙葉或煙絲配方的均勻性,是一種很好的流量緩存和調度調節關節,其出料流量是否波動直接影響上游設備的工藝指標的穩定。其出料部分主要由底帶電機、耙電機及安裝在儲柜出料端側板上的光電開關檢測裝置進行出料控制,當煙葉或者煙絲未遮擋住光電開關時,底帶高速向前送料,直至出料端光電開關被遮擋后以操作人員手動設定的固定速度進行出料。
在柜體底部一端設有主動輥,在柜體底部另一端設有被動輥,在所述主動輥和被動輥上設有用于輸送煙料的底帶,底帶在主動輥的帶動下,將煙料從柜體內朝一個方向輸出,其特征在于:在所述被動輥或主動輥的軸心上設有用于計算被動輥或主動輥圈數的旋轉編碼器,該旋轉編碼器將被動輥或主動輥的旋轉圈數以脈沖信號的方式,輸送給PLC,從而換算出儲柜物料存儲量重量。
其煙葉重量為:
(1)柜物料存儲量百分比=(預設滿柜出料所需的脈沖值-出料開始后脈沖值)×100%;
(2)儲柜物料存儲量公斤數=儲柜物料存儲量百分比×儲柜物料總量。
2 儲柜計量系統存在以下問題
2.1 計數不準
實際應用中,這種計量方式常受到金屬條變形、接近開關松動等因素影響,出現漏計數。而且底帶鏈輪停止后因鏈條張緊側的應力,導致傳動軸承反轉,即計數盤正向和反向轉動時,接近開關均可感應到金屬條并發出脈沖。出現重復計數。
2.2 精確度低
金屬旋轉盤式脈沖計數裝置轉動l周只能采集8個脈沖,平均1個儲柜能全部采集到的脈沖只有約120個(按儲柜大小會有區別),即一旦多或少采集1個脈沖就會造成約41kg(按物料總量5000kg/120折算)的誤差,儲柜計量系統經常出現100-200kg的誤差。
3 測量光幕的應用
3.1 測量光幕結構
測量光幕傳感器是一種特殊的光電傳感器,與普通的對射式光電傳感器一樣,包含相互分離且相對放置的發射器和收光器兩部分,但其外形尺寸較大,為長管狀。測量光幕發射器產生的檢測光線并非如普通傳感器般只有一束,而是沿長度方向定間距生成光線陣列,形成一個“光幕”,以一種掃描的方式,配合控制器及其軟件,實現監控和測量物體外形尺寸的功能。常用的光幕掃描模式有兩種,分別為平行掃描模式和交叉掃描模式,前者是最常用和最簡單的掃描模式,發射器連續生成定間距的光線陣列,依次由始至終平行排列,并由收光器對應一一接收。測量光幕的發射器和收光器對應布置于儲柜兩側,1號掃描光線與煙葉最低處相平。其檢測分析模式以采用“首尾光線阻擋模式”最為適宜,控制器只需要采集最后阻擋光線號數即可分析檢測數據。
3.2 測量原理
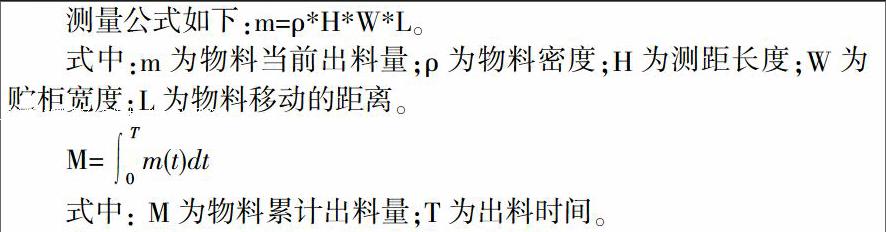
測量光幕高度反饋測量元件,安裝在儲柜出料端兩側,在物料出柜過程中,實時檢測出物料的高度變化,其檢測的輸出信號通過電纜傳送至分布式I/O控制箱內,可編程邏輯控制器(PLC)通過現場總線進行信號采集,進行邏輯控制。根據儲柜的寬度、物料的高度,可以計算出需要達到出料流量所需的底帶頻率,當物料高度出現變化,底帶出料速度也將相應調整。
儲柜存料重量=進柜重量-物料累計出料量
在生產過程中,底帶出料頻率根據出料量的設定值進行實時調整,保證儲柜的均勻穩定出料量。通過使用測量光柵,解決儲柜出料在料頭部分流量較低的情況,實現從儲柜出口至上游計量管之間設備上煙絲料層的均勻;可以通過采集煙葉或煙絲出料高度變化,實時計算出儲柜煙絲的實際出料量,保證了儲柜信息的可靠性;減少了生產過程中的堵料或斷料次數,減小了煙絲的造碎率,提高了生產效率,對實現制絲線儲柜的自動換柜的功能提供了可靠保證。
4 總結
現在測量光幕技術的應用使得制絲線的生產更加的精確,對于儲柜內的情況的判斷更加的準確,對于生產的高效性產生了特別的意義。但是還是有一些問題需要在今后的工作中不斷的去改進使系統更加的完善。
【參考文獻】
[1]李濤,管仲,馬路.卷煙制絲生產的柔性制造初探[J].煙草科技,2006.
[2]羅登山,姚光明,劉朝賢.中式卷煙加工工藝技術探討[J].煙草科技,2005.
[責任編輯:湯靜]
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 12:44:57
中國科技博覽(2016年19期)2016-10-19 12:07:10
中國科技博覽(2016年19期)2016-10-19 11:56:58
中國科技博覽(2016年18期)2016-10-19 11:28:27
中國科技博覽(2016年18期)2016-10-19 11:16:57
中國科技博覽(2016年18期)2016-10-19 11:12:23
中國科技博覽(2016年18期)2016-10-19 09:33:57
中國科技博覽(2016年18期)2016-10-19 09:04:19
中國科技博覽(2016年18期)2016-10-19 08:55:40
科技視界(2016年21期)2016-10-17 20:00:58
