蒸發(fā)式冷凝器在尿素氨冷凝器上的應用
2016-07-01 09:39:04黃新奎韓愛峰
氮肥與合成氣 2016年5期
關鍵詞:系統(tǒng)
黃新奎 韓愛峰
(陽煤平原化工有限公司山東平原253100)
?
蒸發(fā)式冷凝器在尿素氨冷凝器上的應用
黃新奎韓愛峰
(陽煤平原化工有限公司山東平原253100)
0前言
陽煤平原化工有限公司化肥一廠1#尿素裝置(100 kt/a尿素)和2#尿素裝置(180 kt/a尿素)分別在1999年和2000年建成投產(chǎn)。2套尿素裝置共用1套循環(huán)水系統(tǒng),同時該尿素裝置循環(huán)水還供合成氨系統(tǒng)碳酸丙烯酯脫碳崗位的碳酸丙烯酯冷卻器、冰機系統(tǒng)的油冷卻器、變換系統(tǒng)的變換氣冷卻器使用。原尿素裝置采用管殼式氨冷凝器,其安裝在框架頂部(標高約30 m),氨冷凝器耗水量約占尿素裝置循環(huán)水水量的30%,需要采用高揚程的循環(huán)水泵。
1存在的問題
夏季2#尿素裝置滿負荷生產(chǎn)時,其氨冷凝器出口氣體溫度較高(約38 ℃,最高達42 ℃),且波動幅度大;同時,還經(jīng)常出現(xiàn)惰洗器帶液、中壓系統(tǒng)壓力波動等問題,嚴重時尿素裝置被迫減量生產(chǎn),造成尿素裝置氨耗增高。增開循環(huán)水泵也只能短時間緩解氨冷凝器溫度波動的問題,不能徹底解決氨冷凝器溫度高和溫度波動對生產(chǎn)負荷的影響;增開循環(huán)水泵后,還會導致循環(huán)水系統(tǒng)電耗大幅上升。
2改造技術方案
為解決2#尿素裝置氨冷凝器溫度高、影響夏季尿素裝置生產(chǎn)的問題,2011年12月開始討論制定對2#尿素裝置氨冷凝器進行改造的方案,決定增設1臺蒸發(fā)式冷凝器作為尿素氨冷凝器,于2012年7月并入系統(tǒng)。借鑒其他企業(yè)的經(jīng)驗,采用NSAL- 800型(換熱面積800 m2,設計壓力2.0 MPa,設計溫度150 ℃,風機功率4×5.5 kW, 風量4×78 000 m3/h, 水泵功率水流量2×135 m3/h,)蒸發(fā)式冷凝器與氨冷凝器C并聯(lián),其出口氣液混合物經(jīng)分離器分離后,氣相進入惰洗器,分離下來的液氨送至液氨緩沖槽出口液氨管線。氨冷系統(tǒng)工藝流程見圖1。
3投運情況
3.1 投運初期存在問題
2012年7月2日蒸發(fā)式冷凝器投運后,投運初期運行不穩(wěn)定,效果不明顯。蒸發(fā)式冷凝器出口氣液混合物進分離器,當進入氨冷凝器C閥門全部關閉后,出現(xiàn)分離器下液受阻、氣相帶液的問題。針對此問題進行了原因分析:
(1) 分離器出口液氨應進液氨緩沖槽入口,由于緩沖槽入口沒有備用管口,蒸發(fā)式冷凝器出口下液管直接接在緩沖槽出口管道上,緩沖槽內液位與蒸發(fā)式冷凝器下液管位差約有1.5 m,折合阻力0.01 MPa。
(2) 蒸發(fā)式冷凝器與液氨緩沖槽沒有設置氣相平衡管。分離器與惰洗器相連,壓力較液氨緩沖槽要低,分離器壓力會略低于液氨緩沖槽壓力0.02 MPa。
(3) 分離器液相出口管線上設有0.5 m高的U形管。U形管前液氨產(chǎn)生的靜壓只能克服0.03 MPa的壓力,液氨才能順利流入液氨緩沖槽的排液管中。
(4) 由于分離器安裝位置并不高,內部液氨產(chǎn)生的靜壓不足以克服0.03 MPa的壓力,所以分離器內部充滿液體,甚至蒸發(fā)式冷凝器蒸發(fā)冷盤管的中下部也產(chǎn)生積液;同時,由于蒸發(fā)冷盤管內積聚大量液氨,換熱面積大大減少,導致其蒸發(fā)冷凝效果不好。
3.2解決措施
針對以上分析的原因,通過調整氨冷凝器C進口閥門,將進入蒸發(fā)式冷凝器與氨冷凝器C的氣量分配,使氨冷凝器C與蒸發(fā)式冷凝器的氣量達到平衡。調整后,基本沒出現(xiàn)過分離器滿液、下液不暢的現(xiàn)象。
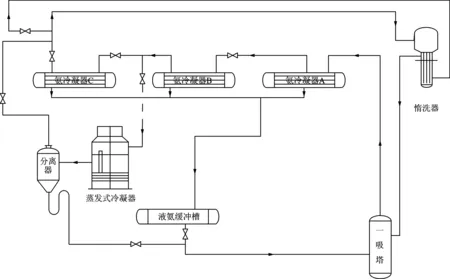
圖1 氨冷系統(tǒng)改造后工藝流程
3.3改造效果
蒸發(fā)式冷凝器投運前、后工藝參數(shù)見表1。
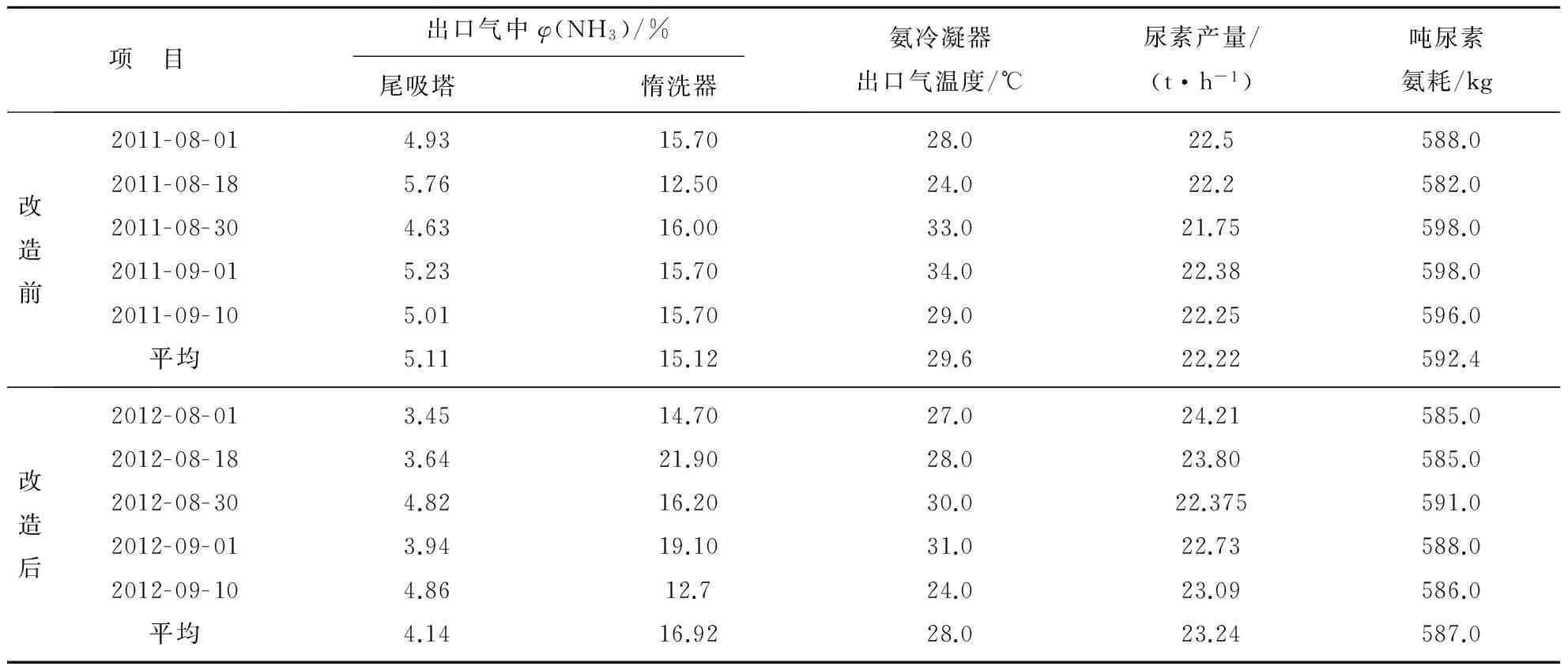
表1 蒸發(fā)式冷凝器投運前、后工藝參數(shù)
從表1數(shù)據(jù)可以看出:蒸發(fā)式冷凝器投運后與投運前相比,尾吸塔出口氣中φ(NH3)下降了0.97%,尿素產(chǎn)量增加了1.025 t/h,噸尿素氨耗降了5.4 kg。按2#尿素裝置年產(chǎn)尿素180 kt 、液氨價格2 500元/t計,每年可減少氨損失997 t,年效益249萬元。改造后,尿素裝置生產(chǎn)操作比較穩(wěn)定,因氨冷凝器出口氣溫度波動而導致尿素裝置減量現(xiàn)象得到徹底解決,2#尿素裝置操作難度大幅降低。
(收到修改稿日期2015-09-06)
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32