某產品外形尺寸鏈的分析
2016-07-04 06:20:35陳曉李玲宋飛躍王慶華
企業技術開發·中旬刊 2016年1期
陳曉 李玲 宋飛躍 王慶華

摘 要:某產品在交驗過程中,發現產品資料外形尺寸沒有標注尺寸公差。文章進行了討論,并按照產品圖對其外形尺寸進行了尺寸鏈的計算,確定了問題的根本原因,在問題準確定位的基礎上,合理制定了產品外形尺寸的公差,并采取了有效的改進措施,滿足了產品技術要求。
關鍵詞:封閉環;尺寸鏈;減環;增環
中圖分類號:TH161 文獻標識碼:A 文章編號:1006-8937(2016)02-0051-02
產品結構設計過程中,規定了必要的裝配精度(技術要求)需要進行尺寸鏈計算與分析。公差分析的成功與否直接和所建立的裝配鏈有關,考慮本產品的實際情況用極值法計算尺寸鏈,解決了生產中產品的裝配問題。
1 裝配尺寸鏈及尺寸鏈計算
1.1 裝配尺寸鏈
①尺寸鏈的概念:由若干相互有聯系的尺寸按一定順序首尾相接形成的尺寸封閉圖形定義為尺寸鏈。在產品設計和裝配過程中,由相關零件設計尺寸形成的尺寸鏈,稱為裝配尺寸鏈,組成尺寸鏈的每一個尺寸,稱為尺寸鏈的尺寸環。各尺寸環按其形成的順序和特點,可分為封閉環和組成環。凡在產品裝配過程中最終形成的環(或間接得到的環)稱為封閉環,尺寸鏈中除封閉環以外的各環,稱為組成環。為了研究產品結構尺寸之間的相互關系,分析影響產品精度的因素,確定相關零件尺寸、位置的合理公差,使其達到產品技術要求。使產品既能滿足精度要求,又具有良好的經濟效益。
②增環:尺寸鏈中某組成環,各組成環不變時,可以使封閉環增大的環;
③減環:是尺寸鏈某組成環,各組成環不變時,可使封閉環減小的環。
1.2 公差設計分析方法
①通過計算零件公差得出產品的裝配公差;
②尋找零件公差的調整方案并確定方案的可行性;
③尋找最佳的制造精度和制造成本的平衡點。
常用的公差分析計算模型有兩種:極值法和均方根法。
1.3 問題的提出
《某產品制造和驗收技術條件》第二條(儀器的主要參數)之第9條規定:
儀器外形尺寸:儀器長:150 mm;儀器高:138 mm;儀器寬:85 mm
以上指標中,外形尺寸沒有標注尺寸公差。針對此問題,和相關人員進行了討論,并按照產品圖對產品外形尺寸進行了尺寸鏈的計算。
2 尺寸鏈計算
考慮本產品的實際情況用極值法計算尺寸鏈。
2.1 高度計算
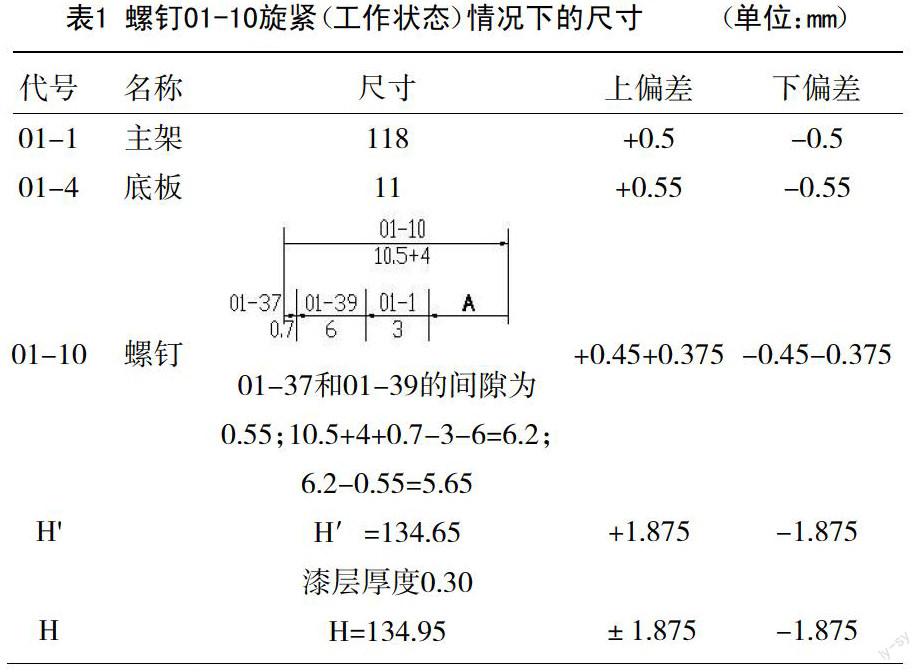
螺釘01-10旋緊(工作狀態)情況下的尺寸,見表1。
2.2 長度計算
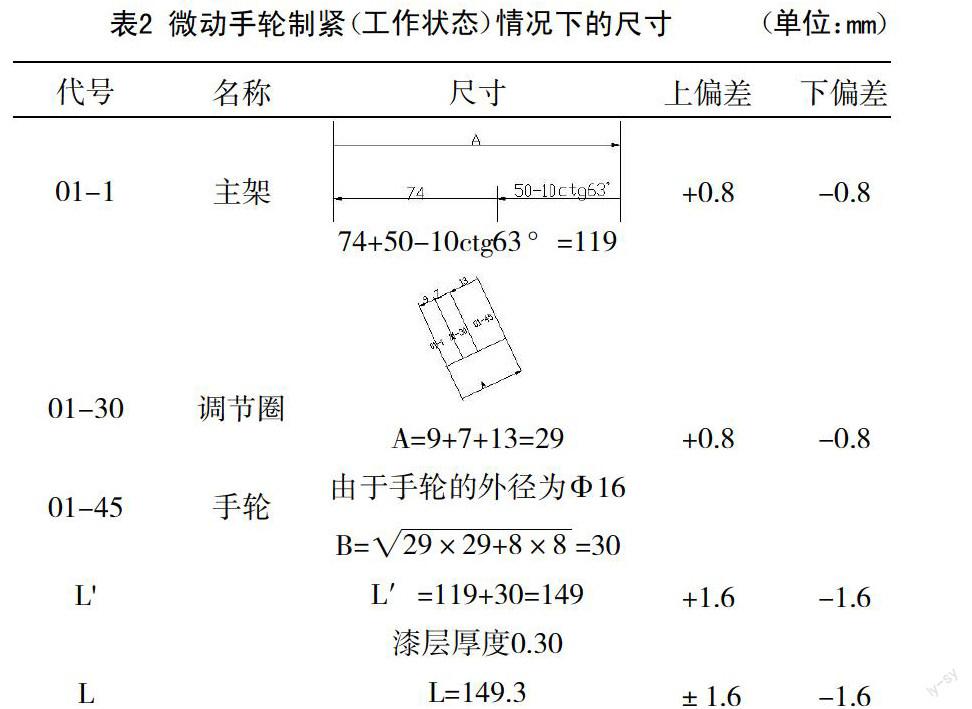
微動手輪制緊(工作狀態)情況下的尺寸,見表2。
2.3 寬度計算
顯微鏡目鏡擰緊情況下的尺寸,見表3。
3 該產品外形尺寸公差分析
3.1 定 義
尺寸公差分析是指在滿足產品功能、性能、外觀和裝配等要求的前提下,合理定義、分配零件尺寸和產品裝配公差等級,優化產品設計,降低成本生產出高質量的產品。
3.2 漆層厚度
依據《中華人民共和國兵器行業標準WJ2610-2003兵器產品表面涂漆通用規范》3.7厚度要求“無底漆的漆層厚度應大于0.2.底漆層的厚度一般應大于0.1,總厚度一般應大于0.3”,故WG607產品的油漆的漆層厚度為0.30。
3.3 高度尺寸
高度方面的尺寸由四個零件組成即:01-1主架、01-4底板、01-10螺釘、01-37制緊片,螺釘01-10旋緊(工作狀態)情況下的尺寸鏈計算得出:H=134.95±1.875 mm
3.4 長度尺寸
長度方面的尺寸由01-1主架、01-04螺桿組組成,長度在微動手輪制緊(工作狀態)情況下的尺寸鏈L=149.3±1.6 mm。
3.5 寬度尺寸
寬度方面的尺寸由01-1主架、01-07A顯微鏡組,尺寸鏈計算得出(含漆層厚度)寬度尺寸范圍應在88.065~90.025之間,另依據《某產品30冊裝配工藝》第30-77頁工步號3的規定,產品在調校顯微鏡視差時需要修切01-43墊圈,經實踐測試均在1~2 mm范圍, 因此寬度尺寸范圍應在86.065~88.025之間。
3.6 外形要求
某產品的外觀尺寸從裝配角度來看,和3-2冊《某型儀器箱》內襯長度尺寸85+85有關,內襯尺寸的長度大于產品外形長度尺寸。裝箱后產品外形的長、寬與包裝箱內襯間隙大,需對包裝箱內襯尺寸進行修改。
4 解決措施及結語
根據產品裝配的特點, 在滿足互換性條件下, 綜合考慮產品制造的工藝性, 內襯長度尺寸定為149 mm。保證了產品在包裝箱內不晃動,滿足產品裝箱要求及美觀要求。
參考文獻:
[1] GB 6414-86,鑄件尺寸公差[S].
[2] GB 1801,1804-79,光學儀器用公差與配合[S].
[3] WJ 2610-2003,兵器產品表面涂漆通用規范[S].產品結構設計過程中,規定了必要的裝配精度(技術要求)需要進行尺寸鏈計算與分析。公差分析的成功與否直接和所建立的裝配鏈有關,考慮本產品的實際情況用極值法計算尺寸鏈,解決了生產中產品的裝配問題。
1 裝配尺寸鏈及尺寸鏈計算
1.1 裝配尺寸鏈
①尺寸鏈的概念:由若干相互有聯系的尺寸按一定順序首尾相接形成的尺寸封閉圖形定義為尺寸鏈。在產品設計和裝配過程中,由相關零件設計尺寸形成的尺寸鏈,稱為裝配尺寸鏈,組成尺寸鏈的每一個尺寸,稱為尺寸鏈的尺寸環。各尺寸環按其形成的順序和特點,可分為封閉環和組成環。凡在產品裝配過程中最終形成的環(或間接得到的環)稱為封閉環,尺寸鏈中除封閉環以外的各環,稱為組成環。為了研究產品結構尺寸之間的相互關系,分析影響產品精度的因素,確定相關零件尺寸、位置的合理公差,使其達到產品技術要求。使產品既能滿足精度要求,又具有良好的經濟效益。
②增環:尺寸鏈中某組成環,各組成環不變時,可以使封閉環增大的環;
③減環:是尺寸鏈某組成環,各組成環不變時,可使封閉環減小的環。
1.2 公差設計分析方法
①通過計算零件公差得出產品的裝配公差;
②尋找零件公差的調整方案并確定方案的可行性;
③尋找最佳的制造精度和制造成本的平衡點。
常用的公差分析計算模型有兩種:極值法和均方根法。
1.3 問題的提出
《某產品制造和驗收技術條件》第二條(儀器的主要參數)之第9條規定:
儀器外形尺寸:儀器長:150 mm;儀器高:138 mm;儀器寬:85 mm
以上指標中,外形尺寸沒有標注尺寸公差。針對此問題,和相關人員進行了討論,并按照產品圖對產品外形尺寸進行了尺寸鏈的計算。
2 尺寸鏈計算
考慮本產品的實際情況用極值法計算尺寸鏈。
2.1 高度計算
螺釘01-10旋緊(工作狀態)情況下的尺寸,見表1。
2.2 長度計算
微動手輪制緊(工作狀態)情況下的尺寸,見表2。
2.3 寬度計算
顯微鏡目鏡擰緊情況下的尺寸,見表3。
3 該產品外形尺寸公差分析
3.1 定 義
尺寸公差分析是指在滿足產品功能、性能、外觀和裝配等要求的前提下,合理定義、分配零件尺寸和產品裝配公差等級,優化產品設計,降低成本生產出高質量的產品。
3.2 漆層厚度
依據《中華人民共和國兵器行業標準WJ2610-2003兵器產品表面涂漆通用規范》3.7厚度要求“無底漆的漆層厚度應大于0.2.底漆層的厚度一般應大于0.1,總厚度一般應大于0.3”,故WG607產品的油漆的漆層厚度為0.30。
3.3 高度尺寸
高度方面的尺寸由四個零件組成即:01-1主架、01-4底板、01-10螺釘、01-37制緊片,螺釘01-10旋緊(工作狀態)情況下的尺寸鏈計算得出:H=134.95±1.875 mm
3.4 長度尺寸
長度方面的尺寸由01-1主架、01-04螺桿組組成,長度在微動手輪制緊(工作狀態)情況下的尺寸鏈L=149.3±1.6 mm。
3.5 寬度尺寸
寬度方面的尺寸由01-1主架、01-07A顯微鏡組,尺寸鏈計算得出(含漆層厚度)寬度尺寸范圍應在88.065~90.025之間,另依據《某產品30冊裝配工藝》第30-77頁工步號3的規定,產品在調校顯微鏡視差時需要修切01-43墊圈,經實踐測試均在1~2 mm范圍, 因此寬度尺寸范圍應在86.065~88.025之間。
3.6 外形要求
某產品的外觀尺寸從裝配角度來看,和3-2冊《某型儀器箱》內襯長度尺寸85+85有關,內襯尺寸的長度大于產品外形長度尺寸。裝箱后產品外形的長、寬與包裝箱內襯間隙大,需對包裝箱內襯尺寸進行修改。
4 解決措施及結語
根據產品裝配的特點, 在滿足互換性條件下, 綜合考慮產品制造的工藝性, 內襯長度尺寸定為149 mm。保證了產品在包裝箱內不晃動,滿足產品裝箱要求及美觀要求。
參考文獻:
[1] GB 6414-86,鑄件尺寸公差[S].
[2] GB 1801,1804-79,光學儀器用公差與配合[S].
[3] WJ 2610-2003,兵器產品表面涂漆通用規范[S].
