N111非承載式車(chē)架機(jī)器人自動(dòng)焊接可行性分析
2016-07-15 07:09:56秦志文謝陳陽(yáng)
裝備制造技術(shù) 2016年3期
關(guān)鍵詞:焊接
秦志文,賴(lài) 曉,謝陳陽(yáng)
(1.上汽通用五菱汽車(chē)股份有限公司技術(shù)中心,廣西 柳州545007;2.廣西大學(xué)機(jī)械工程學(xué)院,廣西 南寧530004)
?
N111非承載式車(chē)架機(jī)器人自動(dòng)焊接可行性分析
秦志文1,賴(lài)曉2,謝陳陽(yáng)1
(1.上汽通用五菱汽車(chē)股份有限公司技術(shù)中心,廣西 柳州545007;2.廣西大學(xué)機(jī)械工程學(xué)院,廣西 南寧530004)
摘要:通過(guò)對(duì)汽車(chē)產(chǎn)品(零件、分組件、分總成)結(jié)構(gòu)及生產(chǎn)現(xiàn)狀的了解,采用部分產(chǎn)品做焊接試驗(yàn),經(jīng)過(guò)實(shí)驗(yàn)對(duì)比和理論分析,分析白車(chē)身前后車(chē)架采用機(jī)器人自動(dòng)焊接的可行性。
關(guān)鍵詞:白車(chē)身;焊接;機(jī)器人自動(dòng)焊
目前大部分主機(jī)廠非承載式車(chē)身車(chē)架均采用人工弧焊的方式焊接縱梁與中間橫梁。但是由于弧焊工位的勞動(dòng)強(qiáng)度大、工作環(huán)境惡劣,嚴(yán)重影響工人的身體健康,再加上對(duì)于焊工的技能要求高、社會(huì)上弧焊工人缺口嚴(yán)重、人工成本增高等原因,故采用機(jī)器人弧焊代替人工焊接車(chē)架是目前主流的趨勢(shì)[1-2]。故而以上汽通用五菱汽車(chē)股份有限公司N111非承載式車(chē)身為例,通過(guò)實(shí)驗(yàn)對(duì)比及理論分析,分析白車(chē)身前后車(chē)架采用機(jī)器人自動(dòng)焊接的可行性。
機(jī)器人自動(dòng)焊接是通過(guò)編寫(xiě)程序使焊槍按照設(shè)定的軌跡行走的自動(dòng)化設(shè)備。如果各個(gè)組成模塊之間配合良好、裝夾準(zhǔn)確、定位精確,焊接機(jī)器人可以非常準(zhǔn)確地焊接焊縫。但是在實(shí)際的生產(chǎn)條件下,工件可能發(fā)生變形、尺寸不一致、夾具磨損及機(jī)器人的負(fù)載等,這些因素不能確保機(jī)器人焊接100%準(zhǔn)確。比如焊接夾具受制造、裝配和檢測(cè)的條件等因素的影響,不可避免有一定偏差。因而無(wú)法保證焊接接頭的位置和縫隙位置始終不出現(xiàn)位置的變化,這些不確定性使得弧焊機(jī)器人無(wú)法進(jìn)行補(bǔ)償,因而引入為機(jī)器人焊接提供焊縫搜索定位和跟蹤系統(tǒng)激光視覺(jué)系統(tǒng),能夠提高焊接質(zhì)量及減少焊接工藝過(guò)程的故障率。機(jī)器人自動(dòng)焊接系統(tǒng)組成如圖1所示,具體包括機(jī)器人系統(tǒng)、視覺(jué)系統(tǒng)、傳感器及外部接口[3-5]。
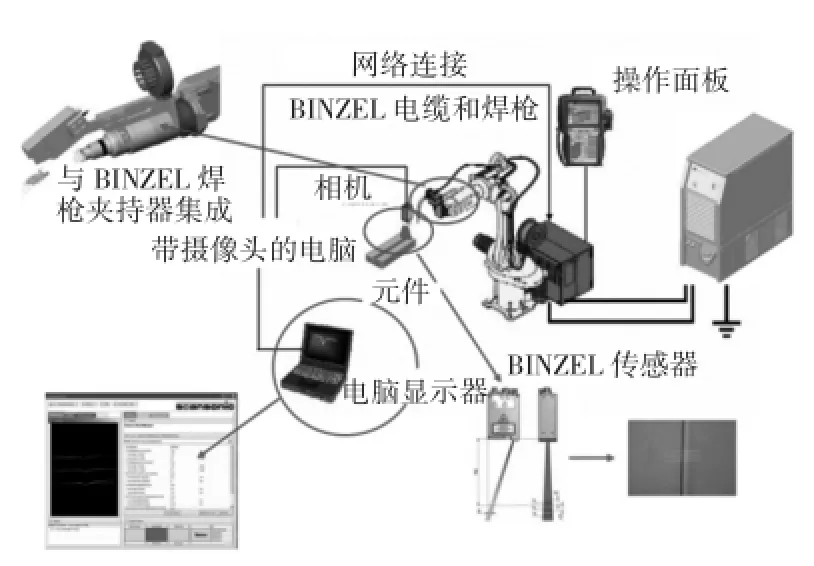
圖1 機(jī)器人自動(dòng)焊接系統(tǒng)
1 目前現(xiàn)狀
N111產(chǎn)品現(xiàn)狀如下圖2所示,主要是包括兩根縱梁及編號(hào)為①②③④圓管狀的橫梁。設(shè)計(jì)上在縱梁上面開(kāi)圓形孔與圓管狀的橫梁配合,通過(guò)CO2氣體保護(hù)焊連接縱梁與橫梁。目前該工位采用人工焊接,員工工作強(qiáng)度大、焊接質(zhì)量不穩(wěn)定等問(wèn)題。
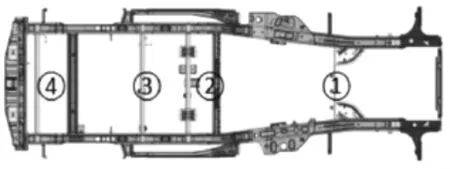
圖2 N111產(chǎn)品圖片
1.1產(chǎn)品設(shè)計(jì)配合間隙
采用機(jī)器人自動(dòng)焊接的主要難題是產(chǎn)品的配合尺寸不穩(wěn)定,零件(組件)之間的配合間隙難以控制。N111產(chǎn)品設(shè)計(jì)縱梁與4根鋼管橫梁之間的配合間隙如圖3所示,從圖中可以看出,鋼管①與縱梁的設(shè)計(jì)間隙為1 mm,鋼管②③④與縱梁的設(shè)計(jì)間隙為2 mm.
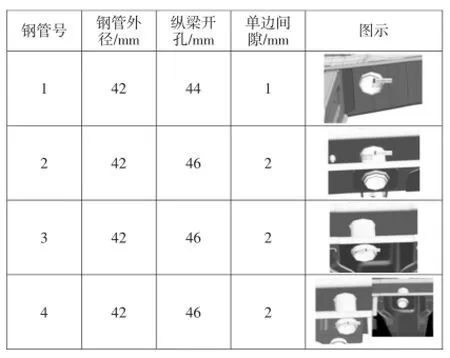
圖3 N111產(chǎn)品設(shè)計(jì)縱梁與4根鋼管橫梁的配合間隙
1.2產(chǎn)品實(shí)際配合間隙
實(shí)際的產(chǎn)品由于制造的條件的限制,無(wú)法保證零件實(shí)際的配合間隙與設(shè)計(jì)的配合間隙保持一致,零件受制造、裝配、檢測(cè)、夾具磨損及運(yùn)輸過(guò)程中變形導(dǎo)致實(shí)際尺寸與設(shè)計(jì)尺寸相差較大。我們考察了零件供應(yīng)商生產(chǎn)的U型縱梁,發(fā)現(xiàn)其平行邊的平行度和底邊的垂直度沒(méi)有很有效檢測(cè)保證;現(xiàn)場(chǎng)用塞規(guī)檢驗(yàn)①②③④號(hào)鋼管的管孔,發(fā)現(xiàn)在塞規(guī)插入時(shí),塞規(guī)和零件檢測(cè)孔周向明顯存在間隙不均勻現(xiàn)象,最大間隙差達(dá)1 mm左右。另外在鋼管組件的焊接加工過(guò)程中,也存在零件的彎曲變形。
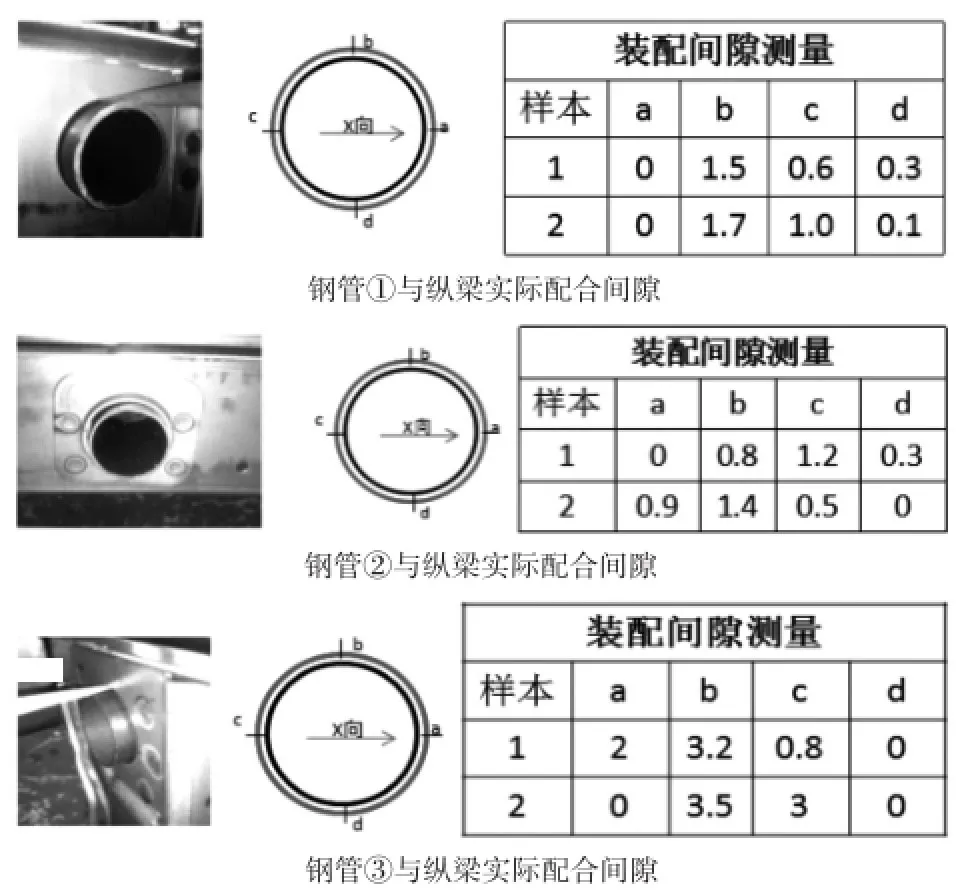
為此選取了兩組裝配好的樣本,測(cè)量它們的實(shí)際配合間隙。以白車(chē)身尾端板指向前防撞梁為坐標(biāo)系X向,在鋼管與縱梁配合處取4個(gè)測(cè)點(diǎn)a、b、c、d,利用塞尺測(cè)量4個(gè)測(cè)點(diǎn)的實(shí)際裝配間隙。測(cè)量結(jié)果如圖4所示,結(jié)果顯示①④號(hào)鋼管與U型縱梁的配合間隙比較穩(wěn)定,④號(hào)鋼管與縱梁配合良好基本上塞尺無(wú)法插入配合間隙處,而②③號(hào)鋼管與U型縱梁的配合間隙不穩(wěn)定,最大的間隙差達(dá)到2.2 mm,對(duì)于機(jī)器人自動(dòng)焊接產(chǎn)生很大的影響。
(續(xù)下圖)
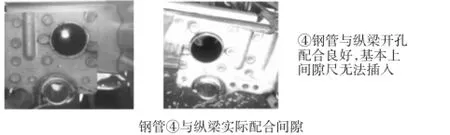
圖4 N111產(chǎn)品縱梁與4根鋼管實(shí)際的配合間隙
2 實(shí)驗(yàn)結(jié)果
2.1試片實(shí)驗(yàn)
為了驗(yàn)證N111四根鋼管橫梁與縱梁機(jī)器人CO2自動(dòng)焊接的可行性。我們分別做了試片試驗(yàn)及實(shí)際零件焊接試驗(yàn),試片試驗(yàn)分別做了對(duì)接焊縫及角焊縫。為了與產(chǎn)品的厚度匹配,選取試片的厚度為1.5 mm.
圖5所示為1.5 mm對(duì)接試片機(jī)器人CO2自動(dòng)焊接結(jié)果,焊接參數(shù)為電流160 A、電壓17 V、焊接速度10 mm/s.可以看出1.5 mm對(duì)接試片可以形成很好的焊縫,沒(méi)有出現(xiàn)咬邊、燒穿等焊接缺陷。圖6 為1.5 mm角接試片機(jī)器人CO2自動(dòng)焊接示意圖。總共實(shí)驗(yàn)2組,焊接參數(shù)分別為電流100 A、電壓15 V焊接速度7 mm/s及焊接電流160 A、電壓17 V、焊接速度10 mm/s,如圖7所示。

圖51 .5mm厚度對(duì)接試片機(jī)器人CO2自動(dòng)焊接結(jié)果
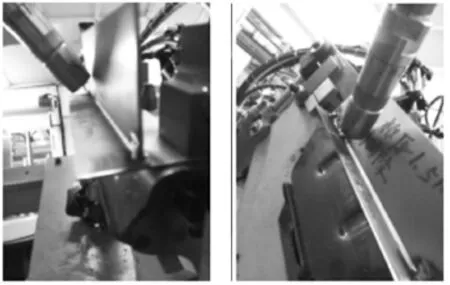
圖61 .5mm厚度角接試片機(jī)器人CO2自動(dòng)焊接示意圖
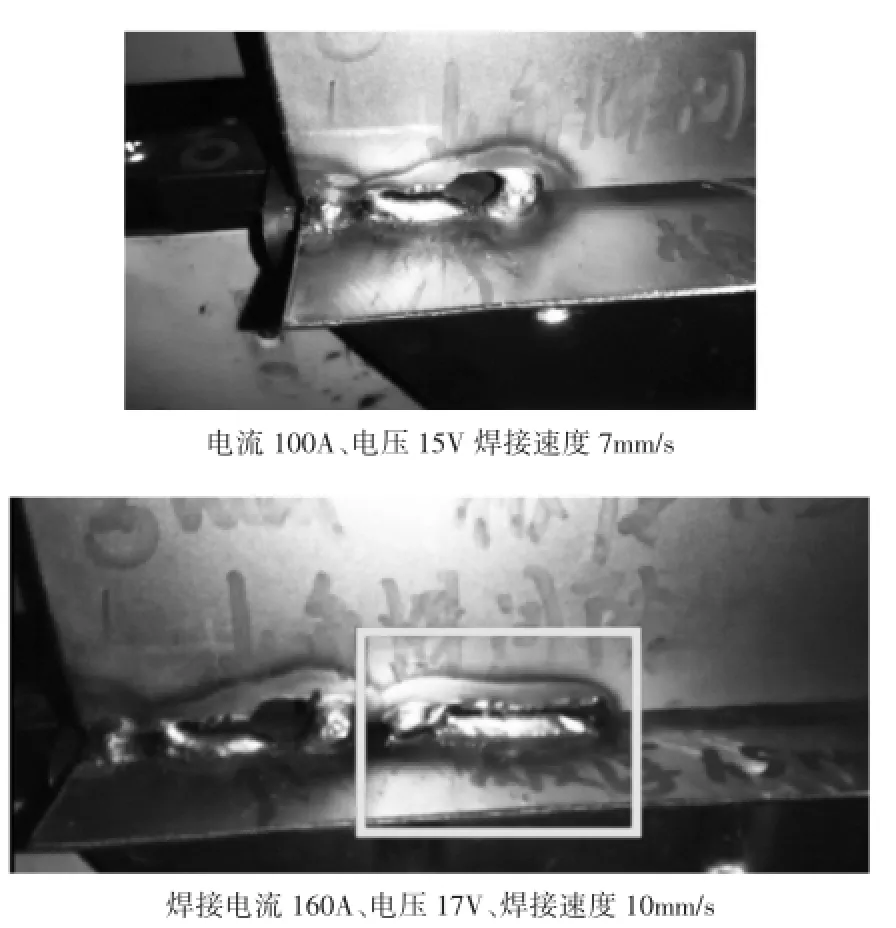
圖71 .5mm厚度對(duì)接試片機(jī)器人CO2自動(dòng)焊接結(jié)果
從圖7可以看出1.5 mm角接試片機(jī)器人CO2自動(dòng)焊接,當(dāng)焊接參數(shù)為電流100 A、電壓15 V焊接速度7 mm/s及焊接電流160 A、電壓17 V、焊接速度10 mm/s時(shí),角接試片均不能形成很好的焊縫,出現(xiàn)了咬邊、塌陷等焊接缺陷。
而先采用較小電流打底,再用較大電流進(jìn)行補(bǔ)焊,進(jìn)行多道焊接時(shí)可以形成質(zhì)量較好的焊縫,可以避免上述缺陷,焊接是首先采用焊接規(guī)范為電流100 A、電壓13 V焊接速度5 mm/s進(jìn)行打底焊接,再采用焊接規(guī)范為電流100 A、電壓15 V焊接速度7 mm/s進(jìn)行補(bǔ)焊,焊接結(jié)果如圖8所示,可以形成質(zhì)量較好的焊縫。

圖8 先采用較小電流打底,再用較大電流進(jìn)行補(bǔ)焊
2.2現(xiàn)場(chǎng)零件焊接實(shí)驗(yàn)
試片焊接實(shí)驗(yàn)可以得到較好的結(jié)果,而零件生產(chǎn)現(xiàn)場(chǎng)狀態(tài)由于零件尺寸、運(yùn)輸、裝配等因素,使得現(xiàn)場(chǎng)裝配間隙與試片的狀態(tài)還是有很大的差別。故而我們還進(jìn)行了現(xiàn)場(chǎng)實(shí)車(chē)的機(jī)器人CO2自動(dòng)焊接。首先采用焊接規(guī)范為焊接電流150 A、電壓18 V、焊接速度0.5 m/min進(jìn)行機(jī)器人CO2焊實(shí)驗(yàn),實(shí)驗(yàn)結(jié)果如圖9所示。從圖中可以看出鋼管與大梁焊接后的熱影響區(qū)不均勻,沒(méi)有形成圓形狀,實(shí)驗(yàn)結(jié)果不是很理想。
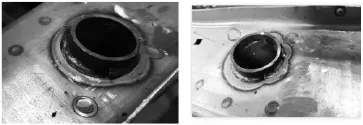
圖9 焊接電流150A、電壓18v、焊接速度0.5m/min
所以臨時(shí)將焊接方法調(diào)整為MAG焊(Ar90% +CO210%),采用的焊接規(guī)范為焊接電流150 A、焊接壓力16.5 V、焊接速度0.53 m/min.焊接結(jié)果如圖10所示。從圖中可以看出鋼管與大梁可以形成很好的焊接接頭,沒(méi)有發(fā)現(xiàn)焊接缺陷,焊接質(zhì)量很好。對(duì)比現(xiàn)場(chǎng)員工的手工焊接,需要員工具備很高的焊接技能,現(xiàn)場(chǎng)為分段焊接(左右手各焊一段),員工的工作環(huán)境惡劣,并且焊接成品的質(zhì)量不穩(wěn)定。
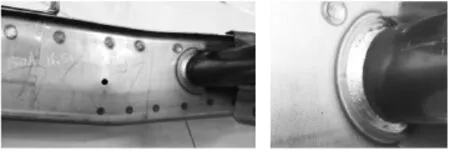
圖10 焊接電流150A、焊接電壓16.5v、焊接速度0.53m/min
3 焊接可行性分析
采用機(jī)器人弧焊需要良好的焊接條件,特別是被焊零件之間的間隙需要滿(mǎn)足一定的條件。一般來(lái)說(shuō)焊接薄板時(shí),焊接間隙一般不超過(guò)焊絲直徑的二分之一,而焊接中厚板(2.5 mm~4 mm)時(shí)焊接間隙一般需要控制在1.0之內(nèi)。另外中厚板還可以采用多層多道焊。焊縫位置誤差一般應(yīng)控制在0.5之內(nèi)。
對(duì)于N111非承載式車(chē)身前后車(chē)架焊接部位,縱梁板厚為1.8 mm,管件壁厚為2.2 mm~2.5 mm,由于是角接,間隙控制在1.0 mm之內(nèi),可以達(dá)到很好的效果。而焊接間隙在1.5 mm內(nèi),也是可以焊接的。從之前檢測(cè)①②③④號(hào)鋼管與大梁的間隙數(shù)據(jù)來(lái)看,前車(chē)架①號(hào)管和縱梁間隙最大為1.7,②④管的間隙最大為1.4 mm,而③號(hào)管的配合間隙最大為3.5 mm.在損失工作效率的情況下,也勉強(qiáng)可以進(jìn)行焊接,但是最大困難是間隙大小在焊縫圓周分布是離散分布的,這個(gè)情況采用機(jī)器人焊接很難,而采用跟蹤系統(tǒng),目前設(shè)備的智能判斷、智能多道焊判定、智能焊接參數(shù)匹配似乎還不成熟。從前車(chē)架①號(hào)鋼管的焊接情況來(lái)看,由于理論間隙是1 mm,即使單邊也不會(huì)超過(guò)2 mm,采用MAG焊能夠取得比較好的效果。
4 結(jié)束語(yǔ)
經(jīng)上分析,得出:
(1)對(duì)于前車(chē)架,在目前的狀態(tài)下,采用MAG焊,重新設(shè)計(jì)夾具,工作站配置變位機(jī),是可以實(shí)現(xiàn)機(jī)器人自動(dòng)焊接并達(dá)到較好效果。
(2)對(duì)于后車(chē)架,在目前零部件狀態(tài)下,尚不具備機(jī)器人自動(dòng)焊條件。建議控制產(chǎn)品零件組件的精度,縮小配合公差,穩(wěn)定不均勻間隙離散度后實(shí)施。
參考文獻(xiàn):
[1]王克鴻,周琦.重型車(chē)輛弧焊機(jī)器人自動(dòng)焊接技術(shù)[J].國(guó)防制造技術(shù),2009,06(3):28-37.
[2]譚一烔,周方明.焊接機(jī)器人技術(shù)現(xiàn)狀與發(fā)展趨勢(shì)[J].電焊機(jī),2006,36(3):6-10.
[3]陳本善,呂娜.焊接智能化與智能化焊接機(jī)器人技術(shù)研究進(jìn)展[J].電焊機(jī),2013,43(5):23-36.
[4]宋金虎.我國(guó)焊接機(jī)器人的應(yīng)用與研究現(xiàn)狀[J].電焊機(jī),2009,39(4):18-19.
[5]陳華斌,黃紅雨.機(jī)器人焊接智能化技術(shù)與研究現(xiàn)狀[J].電焊機(jī),2013,43(4):8-15.
Analysis the Feasibility of N111 Non-Bearing Body Robot Automatic Welding
QIN Zhi-wen1,LAI Xiao2,XIE Chen-yang1
(1.SAIC GM WULING automobile co.,LTD technology center,LiuzhouGuangxi 545007,China;2.Guangxi University,Nanning 530004,China)
Abstract:Through the understanding of automotive(parts,components and sub assembly) structure and production situation of by product welding test,by comparing the experimental results and theoretical analysis,analysis the feasibility of the body frame robot automatic welding.
Key words:body-in-white;welding;robot automatic welding
中圖分類(lèi)號(hào):TH162
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1672-545X(2016)03-0029-03
收稿日期:2015-12-01
作者簡(jiǎn)介:秦志文(1976-),男,廣西博白人,中級(jí)工程師,研究方向:電氣自動(dòng)化。
猜你喜歡
現(xiàn)代商貿(mào)工業(yè)(2016年14期)2016-12-27 16:36:43
科教導(dǎo)刊·電子版(2016年30期)2016-12-26 16:43:00
現(xiàn)代商貿(mào)工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時(shí)代·教師版(2016年30期)2016-12-05 10:10:20
新教育時(shí)代·教師版(2016年33期)2016-12-02 22:34:26
中國(guó)科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(bào)(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(bào)(2016年8期)2016-05-31 18:40:49
