高密度聚乙烯裝置反應器制造安裝質量控制
2016-07-20 03:58:26王朝嶺
中國特種設備安全 2016年6期
關鍵詞:質量控制
王朝嶺
(山東齊魯石化建設有限公司 淄博 255410)
?
高密度聚乙烯裝置反應器制造安裝質量控制
王朝嶺
(山東齊魯石化建設有限公司 淄博 255410)
摘 要:本文結合高密度聚乙烯裝置大型反應器受道路限制無法實現設備整體運輸進場,只能根據道路限高情況采取基地分段預制、現場組對的實際,針對首次采用Q370R主體材質、施工現場情況復雜、制造難度大的特點,介紹了進場材料檢驗、預制分段方案、組對成型控制、分布板加工、焊接工藝參數確定、焊接過程管理、分段和局部熱處理、水壓試驗等過程質量控制措施確保了設備制造質量滿足設計及使用要求。
關鍵詞:反應器 預制 組對 熱處理 質量控制
反應器是聚乙烯裝置的核心設備,通過催化劑和反應物料的連續進入反應生成粉料樹脂產品,其操作壓力較高,通常設備壁厚較大,要求焊后需要進行消應力熱處理,由于受到現場施工場地、道路交通狀況、運輸能力、吊裝能力等限制,需要采取在制造廠分段預制,在施工現場進行分段殼體組裝、熱處理、耐壓試驗等工序,需要優化各種資源條件、施工工序等滿足設備制造質量要求,本文結合某25萬t/a高密度聚乙烯裝置聚乙烯反應器首次采用Q370R主體材質的制造過程,對大型設備現場制作、安裝的質量控制進行簡要論述。
1 設備主要技術參數(見表1)
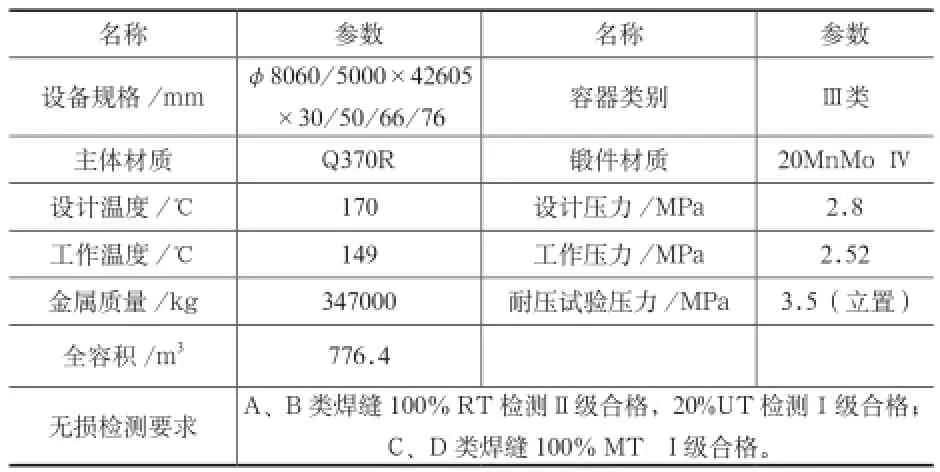
表1 設備主要技術參數
2 制造安裝程序
1)根據現場施工場地、沿途道路、吊裝運輸能力等情況,確定在公司基地完成單節筒節的卷制成形及組焊,運抵施工現場采用立式正裝法進行分段殼體組焊、熱處理,然后再將第四、五預制段組成第四吊裝段,分四段依次進行吊裝,完成設備的總裝,現場組裝環縫進行局部消應力熱處理。設備的結構形式及吊裝分段情況如圖1所示。
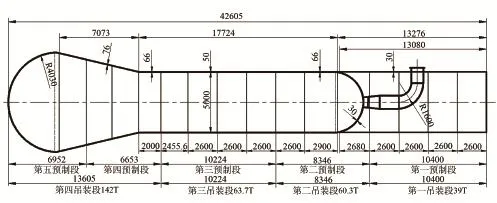
圖1 反應器的結構形式及吊裝分段示意圖
2)施工工藝流程(見圖2)
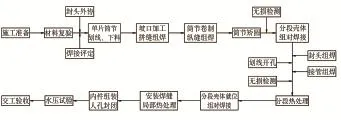
圖2 反應器施工工藝流程圖
3 材料質量控制
3.1 Q370R鋼板
鋼板尺寸、外形及其允許偏差應符合GB/T 709的規定,鋼板的厚度允許偏差按GB/T 709的B類偏差,鋼板的質量應符合GB 713—2008《鍋爐壓力容器用鋼板》規定。鋼板的交貨狀態為正火。鋼板的化學成分(熔煉分析)符合表2的規定,鋼板應逐張進行力學性能試驗,其力學性能試驗結果應符合表3的規定。

表2 鋼板的化學成份(熔煉分析)
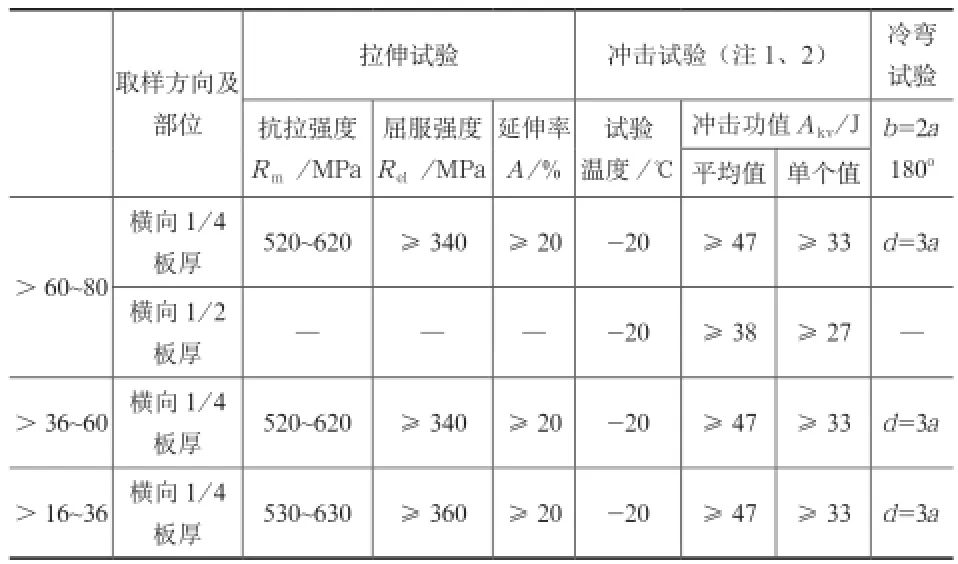
表3 力學性能要求
3.2 鍛件
反應器所用鍛件牌號為20MnMo,鍛件的形狀、尺寸和表面質量應滿足設計文件的要求。鍛件的化學成分(熔煉分析)應符合表4的規定。鍛件應逐件進行力學性能試驗,其結果應符合表5的規定。
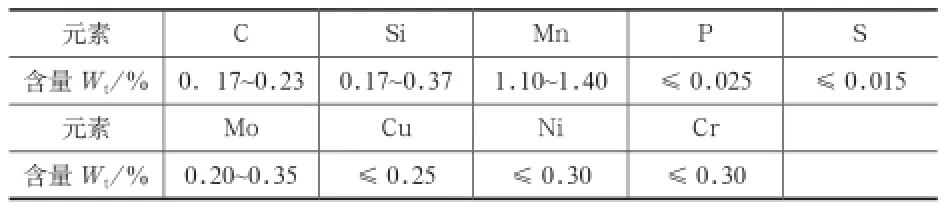
表4 鍛件的化學成分(熔煉分析)
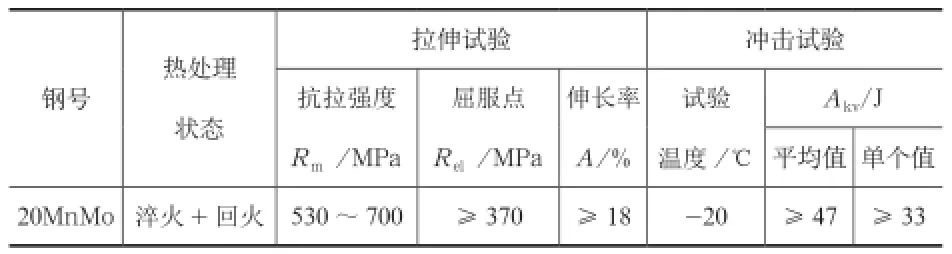
表5 力學性能要求
3.3 焊接材料
焊接材料應滿足設計文件的規定,根據設備主體材質及相焊零部件的具體情況和JB/T 4709—2000《鋼制壓力容器焊接規程》要求,進行焊接工藝評定選擇適宜的焊接材料;按相關標準按批進行焊條熔敷金屬的化學成分及力學性能復驗。其中,焊接接頭熔敷金屬的力學性能(抗拉強度、屈服強度、伸長率和沖擊試驗)不低于母材的要求,焊接接頭-20℃夏比V型缺口沖擊試驗,要求3個試樣沖擊功平均值≥47J,允許其中一個試樣沖擊功≥33J。
4 組裝成形質量控制
4.1 下料
材料到貨并經入廠檢驗合格后方可進行下料,下料前首先核對材料的規格、數量、并對照備料計劃、排板圖核實板材的使用位置后再進行劃線。與外協件及封頭相鄰的筒節待外協件到貨實測周長尺寸后再進行下料(僅限長度方向),以確保錯邊量控制在規范允許范圍之內。筒節劃線完成后及時按排板圖編號,將筒節編號用油漆或記號筆標記在板材上。
4.2 筒節預制
按工藝文件及排板圖畫線下料,按焊接工藝卡要求加工坡口,坡口采用半自動切割機或刨邊機加工。按排板圖組對焊接筒節拼縫,對口錯邊量等指標嚴格按照相關標準執行,拼縫焊接的同時完成產品試板的焊接。卷板機卷制筒節,卷制過程中應采用20t行車或40t吊車配合,防止由于自重造筒體過彎或其它變形。縱縫焊接完成后進行矯圓,矯圓后筒體圓度允差±9.5mm,合格后及時用頂杠做十字支撐加固,每節筒節設兩組加固支撐,加固支撐點應加設與殼體同材質墊板保護。同時在4個對稱的方向設置臨時板式吊耳。
4.3 封頭預制
1)上球形封頭由頂蓋板和12塊瓜瓣組成。頂蓋由3塊極板拼接而成,頂蓋中心圓直徑φ6174mm。下球形封頭由8塊瓜瓣和一頂圓板組成。
2)材料入廠檢驗合格后轉封頭制造廠,由封頭制造廠對板料進行下料、坡口加工和成形。封頭分片壓制完成后在封頭制造廠進行預組裝,并經現場驗收合格,分別對各個封頭零件進行編號和標記后,拆散運回公司設備制造預制場。封頭分片瓜瓣對成形尺寸進廠后需進行100%復檢,合格后,封頭在預制場直接進行組對焊接,完成后運往現場。
3)封頭組裝必須在水平的剛性平臺上進行,按照封頭預組裝排板圖對封頭進行組裝、焊接及無損檢測。
4.4 錐體的預制
錐體由三帶板組成,其中最上面一帶與上球形封頭一同組對,其余二帶與下面厚度為66mm的筒節一起組對。留排版圖上A14、B3相連環縫及環縫兩側500mm范圍內的縱焊縫不焊,將其拆開,分別運往安裝現場進行重新組對。待A14、B3分別焊接完成且熱處理完成后,再進行組對焊接B1,并在焊縫及熱影響區范圍做局部熱處理。
4.5 分布板預制
●4.5.1 組對焊接
由于分布板直徑較大,需要兩張板材拼接,在板材訂貨時厚度方向預留了15mm加工余量。下料后先對板材本身進行校平,然后焊接拼縫。兩板拼接時在預先設置的平臺上水平點對,點對時不留反變形量,組對間隙控制在2~3mm,錯邊量按標準執行,表面不平度應≤5mm。點固完成后立即在焊縫兩面每各700mm設置防變形支撐板,采用預熱和雙面同時焊接等措施,確保焊接質量和變形量符合要求。
●4.5.2 機加工
對分布板上、下表面及側圓面進行機加工,加工至圖紙要求尺寸,拼接焊縫表面100%MT檢測I級合格后,分布板鉆孔加工:采用計算機放樣手工劃線,確保劃線精度。先用 φ14.8mm普通鉆頭加工到深度60~70mm,設定轉速250r/min,走刀0.13mm,并用通規芯棒檢查孔的垂直度,合格后分兩次進行鉸孔、孔倒角等作業。
4.6 現場組對
2)反應器制造安裝質量控制指標見表6。
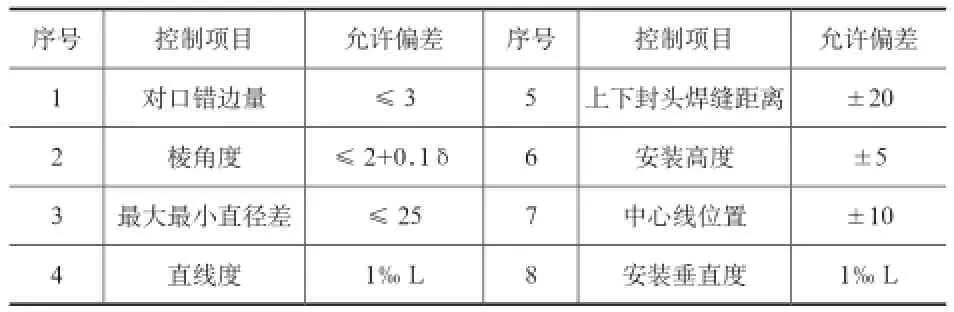
表6 反應器組對、安裝允許偏差mm
5 焊接質量控制
5.1 焊接材料
焊接材料應有質量證明書,驗收合格焊材應做上合格標記,妥善保管。Q370R鋼板、Q370R鋼板與20MnMo及20MnMo自身相焊,焊接材料選擇低氫型E5515焊條。施工現場配備專用焊材庫,焊材的儲存、保管、使用符合標準規定,焊條烘干要求見表7。
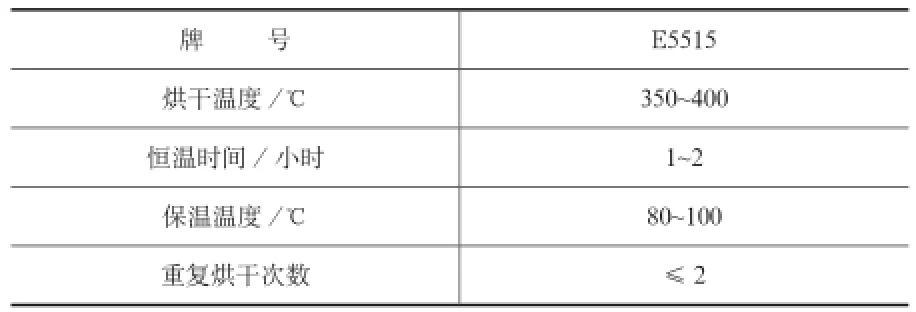
表7 焊條烘干要求
5.2 焊接工藝評定
反應器殼體材質為Q370R,產品施焊前必須按JB 4708—2000《鋼制壓力容器焊接工藝評定》的要求進行工藝評定,評定結果見表8。
5.3 產品施焊
凡參加反應器焊接的焊工必須取得相應合格證并持證上崗,焊接質量的無損檢測等檢查按圖紙和技術方案要求進行。

表8 焊接工藝評定
6 熱處理質量控制
6.1 熱處理方法
反應器分段殼體采用立置內部電加熱法進行熱處理,為減少內部加熱空間,筒體內部設內膽,內膽直徑較殼體內直徑小2m的夾層內,筒體外部用保溫材料進行絕熱保溫,通過電加熱片不斷加熱產生的高溫氣流在筒體內壁對流和熱輻射作用,使筒體升溫到熱處理所需的溫度。現場安裝過程中吊裝段之間的環焊縫,同樣采用內部電加熱法對組焊的焊縫進行局部熱處理。
6.2 熱處理工藝參數(見表9)
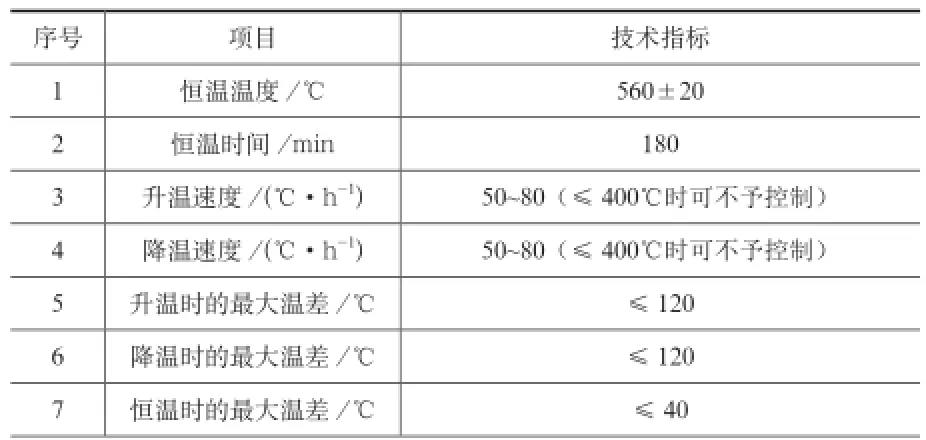
表9 熱處理工藝參數
6.3 熱處理溫度控制
溫度測量記錄系統由12路K型熱電偶,補償導線和5臺記錄儀進行測量和記錄。現場將12路熱電偶信號接入36路控制回路,記錄儀可根據12路WT-80S溫度控制儀現場打印記錄曲線。
溫度監測監視配置WGK型記錄儀5臺,12個溫度監視點,升、降溫階段每30min記錄一次各測點溫度值,恒溫階段每15min記錄一次各測點溫度值。
6.4 現場組裝焊縫的局部熱處理
將熱處理后相鄰的兩段筒體組焊完并經無損檢測合格后,筒體焊縫外側用15片履帶式加熱片環繞掛好,用保溫棉將焊縫內、外兩側包好,形成獨立的加熱空間,并在筒體外側均勻布置5個測溫點,熱處理工藝及溫度控制要求同6.3條。
7 耐壓試驗
7.1 試壓準備
1)檢查資料是否齊全,內容包括:無損檢測記錄、熱處理記錄、材料合格證、焊接工作記錄、設計聯系單等。
2)相應專業人員按事前安排的要求到崗到位,落實職責和責任。
3)設備內外部檢查。檢查設備內部臟物、碎片、焊渣等是否清理完畢。檢查焊縫、法蘭蓋、盲板、墊板、螺栓、壓力表的校驗設置情況,檢查接管封閉情況連接螺栓是否均勻緊固。
7.2 上水試壓
1)水壓試驗上水用多級離心泵,水源為消防水,要求水溫不低于15℃。
2)試壓時應緩慢升壓到規定的試驗壓力,保壓足夠時間;然后降至設計壓力,保壓足夠時間進行檢查,檢查期間壓力應當保持不變;無異常變形、響聲、無滲漏、無壓降為合格。
8 結束語
隨著石油化工裝置規模的不斷擴大,設備也逐漸大型化,通過施工技術準備、材料的進貨檢驗、成形及組對、焊接、熱處理及最終檢驗等環節的有效控制,可以實現大型設備現場制造安裝,并確保制造質量,設備自2013年投用以來一直運行正常。
參考文獻
[1] JB 4708—2000 鋼制壓力容器焊接工藝評定[S].
[2] 姚佐權,王冰,顧玉鋼. 低溫高壓氮氣緩沖罐的開發設計制造[A]. 中國機械工程學會壓力容器分會、合肥通用機械研究院.壓力容器先進技術——第七屆全國壓力容器學術會議論文集[C].中國機械工程學會壓力容器分會、合肥通用機械研究院:2009.
Manufacturing and Installation Quality Control for High Density Polyethylene Device Reactor
Wang Chaoling
(Shandong Qilu Petrochemical Construction Co., LTD. Zibo 255410)
AbstractAs the large-scale reactor equipment in high density polyethylene device is not impossible to transport approach integrally restricted by road, prefabricate and field assemble according to road restriction is the only way, aiming to the characteristics of using Q370R as subject material for the first time, complex construction site, high difficult in manufacturing, this paper introduces the quality control for the process of material-in inspection, precast block scheme, assemble molding controlling, distribution board processing, welding process parameters determination,welding process management, segmentation and local heat treatment, hydraulic pressure test, which could make sure the satisfaction of equipment manufacturing quality for the design and use requirements.
KeywordsReactor Precast Assemble Heat treatment Quality control
作者簡介:王朝嶺(1966~),男,本科,副總經理,總工程師,高級工程師,從事石油化工建設、運行維護以及壓力容器設計、制造等管理工作。
收稿日期:(2016-01-11)
中圖分類號:X933.4
文獻標識碼:B
文章編號:1673-257X(2016)06-0079-05
DOI:10.3969/j.issn.1673-257X.2016.06.020
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33