750 mm超高陽極的研制與制備工藝過程中的難點淺析
2016-07-20 09:51:02劉光勇戚宗華李慶新李恒剛王曉華張透方高效軍杜玉峰潘興旺趙營溫保森田發洪新疆農六師煤電有限公司五家渠831300
新疆有色金屬 2016年2期
關鍵詞:新疆
劉光勇 戚宗華 李慶新 李恒剛 王曉華 張透方高效軍 杜玉峰 潘興旺 趙營 溫保森 田發洪(新疆農六師煤電有限公司五家渠 831300)
?
750 mm超高陽極的研制與制備工藝過程中的難點淺析
劉光勇戚宗華李慶新李恒剛王曉華張透方高效軍杜玉峰潘興旺趙營溫保森田發洪
(新疆農六師煤電有限公司五家渠831300)
摘要新疆農六師煤電有限公司技術中心及其碳素廠通過研究750 mm超高陽極生產工藝,對現有的預焙陽極生產工藝進行了革命性的技術改進。新疆農六師煤電有限公司技術中心及其鋁廠、碳素廠400 kA大型預焙槽使用750 mm超高陽極這項新技術,減少了換極頻率,降低了對鋁電解槽干擾,增強了鋁電解槽運行穩定性,提高了鋁電解槽電流效率。本文闡述了750 mm超高陽極研制與制備技術中的技術難點解決方案。
關鍵詞750 mm超高陽極研制制備工藝難點
DOI∶10.16206/j.cnki.65-1136/tg.2016.02.034
0 前言
目前新疆農六師煤電有限公司鋁廠產能190萬噸,是世界單體產能最大的電解鋁企業;新疆農六師煤電有限公司碳素廠年產90萬噸碳素。新疆農六師煤電有限公司技術中心及其碳素廠對現在碳素行業的大多數成型設備和焙燒爐的工藝難以滿足超高陽極制備需要,通用的陽極炭塊制備的工藝裝備受限這種現狀。結合新疆農六師煤電有限公司碳素廠進行大規模的研究推廣應用750 mm超高陽極,首先就要對現有的陽極碳素生產系統進行技術改造,生產出優質的超高陽極產品,從而為新疆農六師煤電有限公司鋁廠使用750 mm超高陽極提供技術支持。
近幾年工業的發展已進入資源節約型、環境友好型工業綠色發展。電解鋁行業高耗能,三廢排放量較大[1][2]。電解鋁產業的發展必須緊跟時代的步伐,打破傳統思維定式,綜合各學科的先進技術,對影響鋁電解槽工藝和結構設計的核心技術即鋁電解陽極炭塊的配置高度和陽極炭塊的制備工藝,進行探索性工藝創新[3][4]。
新疆農六師煤電有限公司碳素廠針對電解鋁行業普遍關心的成本高、效益差、設備運轉率低等問題,通過技術創新攻關,克服制約電解鋁技術進步的主要技術障礙,開展了750 mm超高陽極炭塊研制與制備工藝的研究,生產出“國際首創”的750 mm超高陽極炭塊,并在新疆農六師煤電有限公司鋁廠大型鋁電解槽進行配置應用,為大型鋁電解槽的節能降耗生產闖出一條能代表中國電解鋁發展方向新的技術路線。
1 750mm超高陽極炭塊的研發
1.1原料選擇與配方調整
預焙陽極加高制備工藝研發的目的之一,就是如何選取價格低廉、來源廣泛的材料,產出物美價廉的超高陽極炭塊產品。為了保證企業的效益和生產的持續發展,本項目產品的750 mm超高陽極炭塊,在保證產品質量的前提下,對陽極炭塊的原料和配方進行了改進。
配料是碳素制品生產過程中的重要工序,碳素制品配方的編制及配料操作的正確性、穩定性對最終產品的物理化學性能和各工序的成品率都有明顯的影響。由于預備陽極尺寸加高,陽極的熱膨脹增多,對陽極的抗熱震性提出了更高的要求。大顆粒在物料中起骨架作用,適當提高大顆粒的尺寸和使用比例有利于改善碳素制品的抗熱震性和降低線膨脹系數,減少碳素制品的焙燒和裂紋廢品,但同時提高了碳素制品的孔隙率及降低了制品的體積密度和機械強度。中小顆粒和細粉的作用是填充大顆粒之間的空隙,適當的增加細粉的使用比例,有利于提高碳素制品的體積密度和機械強度[5][6]。
公司在配方上進行調整,對骨料各級粒度配比做了多次試驗。對各級料的震實容重比例進行了優化,特別是適當增加了粗顆粒料的使用比例,減少了粉料的使用量。經過多次實驗室十字配方交叉試驗,并經2次工業小試,制定了生產超高預焙陽極的新配方,見表1。
1.2混捏工藝調整
混捏是將不同粒級的各種原料預熱到一定溫度,同黏結劑充分混和捏合的工藝過程,混捏鍋將混捏分為干混和濕混兩個過程,在干混過程中,將各種干料均勻混合,使其達到最佳的分散度,干混20~30 min,干混的溫度為110~130℃。濕混過程是混合均勻的干料同具有一定溫度和黏度的黏結劑瀝青進行充分攪拌和捏合的過程,是一個較復雜的物理化學過程,濕混時間一般為25~35 min,在這樣的一個過程中,黏結劑瀝青同干料發生各類吸附反應和充分混合,濕混結束后,糊料溫度165~170℃,糊料的黏塑性好,浮于物料表面的瀝青少,由這種糊料生產出的陽極塊質量均勻、理化性能好。由于每塊生陽極單重加大,我們對單鍋糊料量進行了調整,單鍋糊料加大到4.8 t,基本每鍋能做4塊生陽極,避免了接茬料造成的產品質量波動。導熱油溫度提高到245℃,上層鍋干混時間延長到35 min,干料溫度≥120℃;下層鍋濕混時間30 min,糊料溫度控制在165~170℃,瀝青高位槽瀝青溫度保持在182℃。瀝青加入量保持在15.1%~15.5%。

表1 超高陽極炭塊的主要原料指標
1.3成型工藝改進
成型是將具有一定塑性的糊料壓制成具有一定形狀和物理特性生坯的工藝過程,預焙陽極使用振動成型機進行生產,在糊料質量穩定的情況下影響生塊質量的因素主要是振動成型的時間、重錘比壓和激振力。實驗表明,生塊的體積密度隨著振動時間的延長而提高,最佳的振動時間為70~90 s,當振動時間短于70 s時,生塊體積密度降低并出現明顯波動,當振動時間長于100 s時,生塊因彈性后效作用脫模后開始出現裂紋[7][8]。因此,成型時間要根據設備情況通過系統的實驗來確定。振動成型的重錘比壓對提高產品密度及縮短振動時間有明顯影響。重錘比壓的選擇通常遵循以下規律:小規格不太高的產品比壓0.1 MPa;中等規格產品高度在1~1.5 m,比壓為0.15~0.25 MPa;大規格產品比壓一般控制在0.3 MPa。
振動成型技術條件的控制對生陽極外觀質量、體積密度影響較大,下料溫度過低,糊料發硬塑性差,生塊外觀粗糙,體積密度低;溫度高、塑性好便于成型體積密度高,但是成品脫模過程中容易出現水平裂紋和碗間裂紋,根據生產經驗糊料進成型機溫度一般高于瀝青軟化點40~50℃,采用改質瀝青成型溫度控制在150~159℃較合適。
由于單塊重量增加到1 190 kg左右,糊料秤小車和轉運小車容積進行了加大改造,稱重傳感器量程加大,提模具油缸行程加長,換了新油缸。生陽極高度的增加,成型時糊料在模具中受到的壓力差異增大,生塊的上部、中部、下部糊料的壓縮比差異加大,不均質風險提高。通過調整振幅、頻率,適當加大激振力,定制了新的振動臺,并把振動時間延長到100 s。生陽極體積密度控制在1.65~1.68 g/cm3,強度控制在40~45 MPa,生塊成品率控制在98%~99%范圍內。
1.4懸鏈輸送改造
由于單塊重量加重,高度加高,懸鏈局部受力結構進行了加強,對生塊在懸鏈的推出方式進行了改變,由側面推出改為直推出,進入軌道轉向機構,這樣原有吊具就不用進行大的改動,懸鏈的可靠性也得到了加強。生塊在冷卻水池中的冷卻時間,由冷卻100 min增加到120 min,給應力釋放留出時間。
1.5堆垛行車夾具的改造
堆垛行車夾具加塊數量由原來的21塊改為19塊;多功能行車夾具尺寸進行了調整,加塊數量沒變。
1.6焙燒爐窯改造與焙燒曲線的調整
焙燒是在隔絕空氣的條件下,把陽極生塊按一定的升溫速度進行熱處理的過程。生塊用改質瀝青作黏結劑,在焙燒過程中排出相當于生塊重量5%左右的揮發份,黏結劑進行炭化,在骨料顆粒間形成焦炭網格,將不同粒度的骨料牢固地粘結成一個整體,從而使焙燒后的碳素制品具有固定的幾何形狀和一定的理化性能[9][10][11]。
焙燒升溫速率影響到煤瀝青的熱解縮聚炭化進程和黏結劑的析焦量,也影響炭坯形態的變化,從而影響到焙燒品的理化性能指標。升溫速率慢時,煤瀝青有足夠的時間進行熱解縮聚反應,析焦量增多,成焦密度大,有利于提高炭陽極性能,從而防止炭坯裂紋;相反,升溫速率快時,大量煤瀝青所含有機物分子來不及發生縮聚反應便揮發出來,帶走了很多本來可生成瀝青焦的炭,使煤瀝青析焦量降低,同時煤瀝青的揮發份劇烈排出,炭坯容易產生裂紋。焙燒升溫速率過快,煤瀝青的熱分解和揮發速率加快,分解的揮發份增加,同時結焦值下降,導致焙燒品一系列理化性能降低,而且在焙燒過程中容易產生裂紋廢品。
最佳升溫速率應能保證生坯中煤瀝青的熱解縮聚在最利于成品率和產品質量條件下進行,即產生變形和裂紋的數量最少,能得到最大的結焦率,使焙燒品有較高的體積密度、機械強度和合適的電阻率,從而獲得較好的使用性能。焙燒熱處理溫度高,有利于碳素制品內部微晶的生成增長,提高抗氧化性,從而減少鋁電解陽極消耗:在850~1 200℃的溫度范圍內,陽極焙燒溫度每提高100℃,陽極的消耗就減少1~3個百分點,特別是當升高到1 000~1 100℃時,陽極抗氧化性會有更大的改善;焙燒熱處理溫度高能降低陽極比電阻,但同時陽極的化學活性也降低,反電勢增大,對于電解來說,消耗的電能增多,當焙燒溫度從900℃上升到1 200℃,反電勢增加0.1 V,故陽極比電阻并非越小越好。700℃以后,焦炭燒結發展到熱老化過程,強度隨溫度升高而下降。所以,在達到陽極理化反應、碳素制品性能能夠均勻一致的最低條件時,即可進入保溫階段,見表2。

表2 最終焙燒溫度對陽極炭塊質量的影響
原設計焙燒爐的料箱尺寬度為800 mm,裝爐方式為立裝三層。生塊高度增加到750 mm,生塊和料箱火道墻之間的距離僅有25 mm,空隙由填充料填實。生塊表面的受熱速度加快,生塊表面與中心部位溫差加大,揮發份的溢出路程加長,溢出阻力增加,內外揮發份氣壓差加大,出現結殼現象幾率增加,成品裂紋率會提高,成品理化指標的均質性會有所影響[3][4]。
針對生塊變化的狀況,對升溫曲線進行了調整,由6爐室32 h移動周期,焙燒192 h曲線,調整為7爐室32 h移動周期,焙燒224 h曲線。總體是放慢了揮發份溢出階段的升溫速率,延長了生塊的焙燒時間,火道最終保溫溫度1 170℃,保溫時間60 h,確保料箱內碳素制品溫度達到1 100℃以上。對焙燒曲線的調整,我們進行了2個多月的生產試驗,最終得出了切實可行的焙燒曲線。既保證了產品質量的穩定,又保證了產量不降低,同時揮發份燃燒良好,煙氣凈化達標,見表3。

表3 爐室運行32 h、移動周期224 h數據表
1.7750 mm超高陽極炭塊產品技術參數
750 mm超高陽極炭塊產品技術參數見表4。
1.8750 mm超高陽極炭塊生產工藝流程
750 mm超高陽極炭塊生產工藝流程見圖1。
2014年6月在新疆農六師煤電有限公司碳素廠生產出第一批750 mm陽極炭塊。
2014年7月在新疆農六師煤電有限公司電解鋁廠簡易組裝車間采用澆注磷鐵環的方式將陽極鋼爪與鋁導桿陽極鋼進行了組裝。
2014年8月在新疆農六師煤電有限公司電解鋁一期400 kA大型鋁電解槽1015號槽進行了工業應用試驗。
2014年10月750 mm超高陽極炭塊在碳素廠進行批量生產。
2015年1月,在新疆農六師煤電有限公司電解鋁一期400 kA大型鋁電解槽1013號、1011號、2011號、2012號、2013號5臺400 kA鋁電解槽進行擴大工業應用試驗。
2015年7月,新疆農六師煤電有限公司企業技術中心、貴陽鋁鎂設計研究院、新疆計量測試研究院分別對已穩定運行6個月,采用高度為750 mm超高陽極炭塊,配置有48組陽極的5臺400 kA電解鋁工業試驗槽和采用高度為620 mm陽極炭塊,配置有48組陽極的50臺400 kA原設計鋁電解槽作為對比槽,進行了比對測試技術分析。
通過120天的工業試驗運行結果的生產數據統計計算分析表明:對原設計的400 kA,配置有48組高度為620 mm陽極炭塊的鋁電解槽實行技術改造,采用高度為750 mm的超高陽極炭塊進行替代配置后,在受控技術狀態下,鋁電解槽生產節能為:鋁電解槽的電流效率可以提高1.25%;噸鋁鋁液直流電耗可降低222 kWh;在鋁電解槽整體功率電耗降低的槽況下日均多出鋁40 kg.
經過二年多的實施,項目實現了噸鋁液耗電節電240.6 kW/h;噸鋁液消耗陽極炭塊節約3.63%;噸鋁液消耗氧化鋁粉量節約0.33%;單日均鋁液產量提高0.74%的目標(節能審核報告),達到電解鋁生產系統的整體節能減排生產目的。
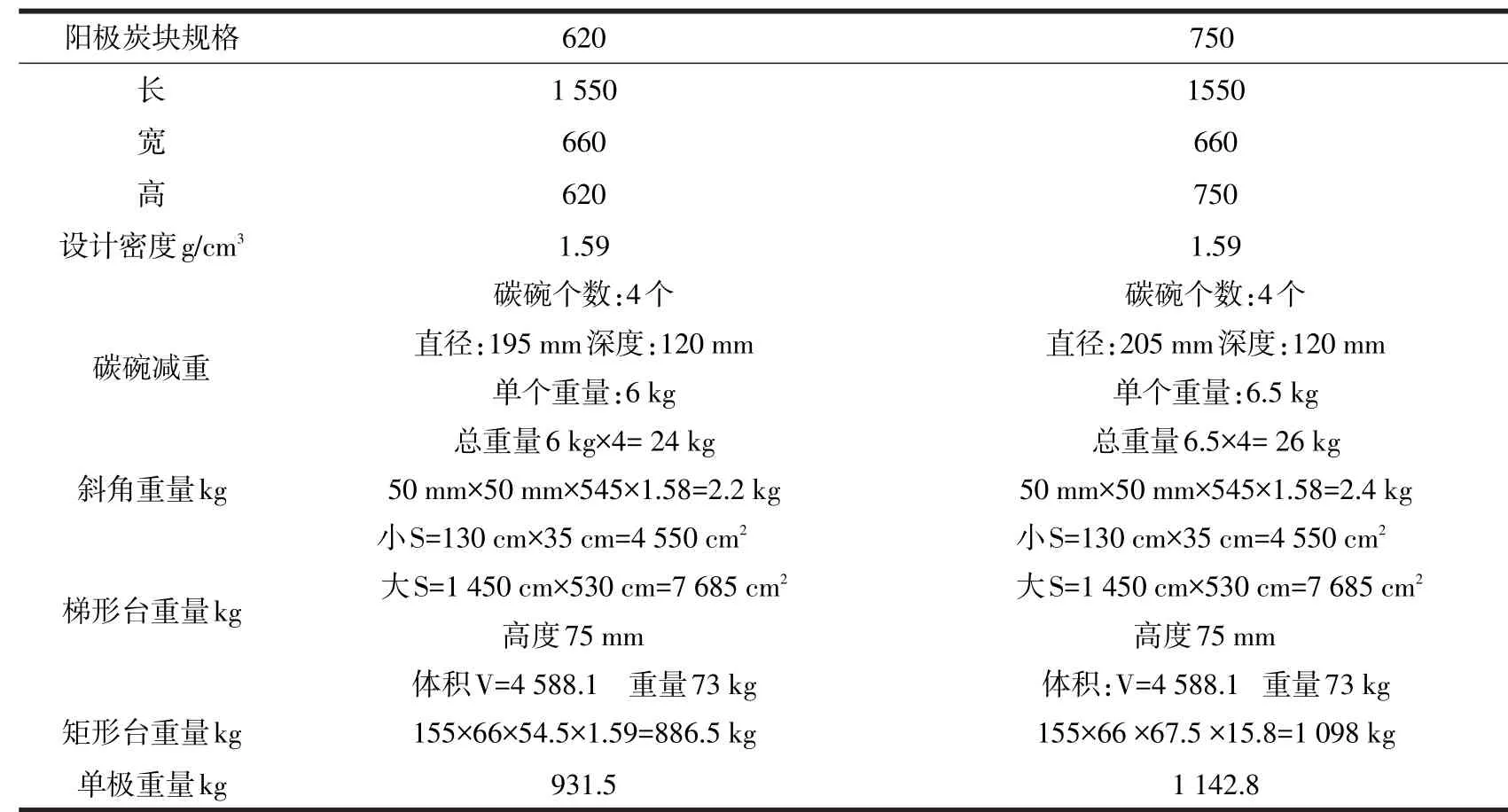
表4 炭塊產品技術參數 mm
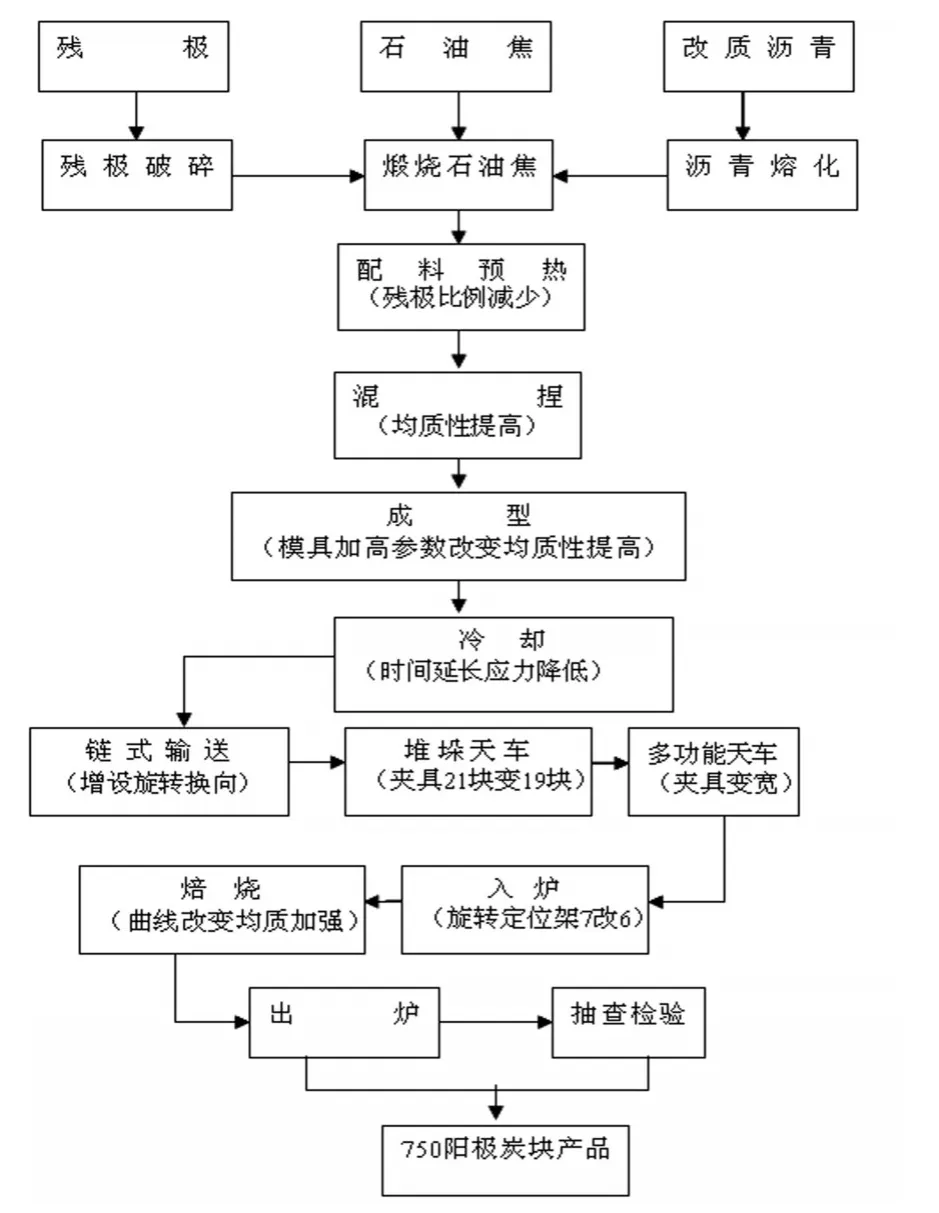
圖1 陽極炭塊生產工藝流程圖
2 效益分析
2.1項目實施單位經濟和社會效益分析
2.1.1經濟效益分析
按新疆農六師煤電有限公司年產190萬噸電解鋁,每萬噸電解鋁產能可獲得223萬元的節能降耗效益計算,新疆農六師煤電有限公司每年可獲得技術創新經濟效益4.237億元。
2.1.2節能效益分析
按新疆農六師煤電有限公司年產190萬噸電解鋁,每萬噸電解鋁產能減少標煤用量1 537 t計算,新疆農六師煤電有限公司每年可減少標煤用量40.34萬噸。
2.1.3社會環保效益分析
按新疆農六師煤電有限公司年產190萬噸電解鋁,每萬噸電解鋁產能減少CO2排放量為3 075 t計算。新疆農六師煤電有限公司每年可減少CO2排放量為56.525萬噸。
2.2對電解鋁行業產生的經濟和社會效益分析
針對兵團、自治區以及全國電解鋁企業現狀,通過本項目實施,可形成以下經濟和社會效益,見表5。

表5 科研項目經濟社會效益統計表
參考文獻
[1]黎文湘,荊升陽,高守磊,張守俊,蔣金龍.提高成型開槽預焙陽極質量的措施[J].輕金屬. 2014(09).
[2]張志超.預焙陽極內部裂紋產生的探討[J].輕金屬. 2015(06).
[3]魏新偉,吉延新,杜濱濱,劉志強,于易如,賈魯寧.優化焙燒曲線生產優質預焙陽極[J].碳素技術. 2010(03).
[4]張海明.鋁用預焙陽極炭塊生產線中磁選機的科學應用[J].科技風. 2014(13).
[5]潘煒,王云強,費征,陳富東,張小滿,成志剛,李華.陽極尺寸對電解鋁經濟效益的影響[J].碳素技術,2013,06∶56-58.
[6]田強,謝高武,張金貴,張宇鑫,王軍.600 mm高陽極在160 kA鋁電解槽上的應用實踐[A].中國有色金屬學會.提高鋁電解槽使用壽命學術研討會論文集[C].中國有色金屬學會,2004∶6.
[7]陳麗萍.關于鋁電解用預焙陽極高度的探討[J].有色金屬設計,2005,01∶25-28.
[8]霍岱明.預焙陽極鋁電解槽陽極與陰極碳塊尺寸的優化設計[J].輕金屬,2003,06∶31-33.
[9]李劼,程迎軍,周乃君,姜昌偉.預焙陽極鋁電解槽陽極電、熱場的數值仿真與優化[J].中國有色金屬學報,2003,02∶485-489.
[10]王金融,解正業,張峰,楊利.預焙陽極經濟高度的研究及應用[J].輕金屬,2002,08∶52-55+61.
[11]高德金,戚宗華,張德成,張念玲,杜玉峰.一種大型鋁電解槽結構∶新疆,CN203393238U[P].2014-01-15.
收稿:2016-02-29
猜你喜歡
國畫家(2022年2期)2022-04-13 09:07:46
四川文學(2021年4期)2021-07-22 07:11:54
新作文·高中版(2021年4期)2021-07-14 11:55:06
環球人物(2021年8期)2021-05-06 08:00:43
音樂天地(音樂創作版)(2020年12期)2021-01-11 01:13:40
音樂天地(音樂創作版)(2020年7期)2020-09-11 06:17:18
華人時刊(2018年15期)2018-11-10 03:25:32
人民中國(日文版)(2015年10期)2015-04-16 03:53:48
絲綢之路(2014年9期)2015-01-22 04:24:46
新疆人文地理(2009年7期)2009-09-29 09:56:14