不同模具組合對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響
2016-07-21 09:40:56魯世強唐金星王克魯
中國機械工程 2016年12期
魯世強 方 軍 唐金星 王克魯
1.南昌航空大學,南昌,3300632.江西科技師范大學江西省材料表面工程重點實驗室,南昌,330013
?
不同模具組合對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響
魯世強1方軍2唐金星1王克魯1
1.南昌航空大學,南昌,3300632.江西科技師范大學江西省材料表面工程重點實驗室,南昌,330013
摘要:采用有限元法研究了不同模具組合下0Cr21Ni6Mn9N不銹鋼管數控彎曲應力應變分布、壁厚變化和截面畸變規律。研究結果表明:在彎曲模、夾塊和壓塊組成的基本模塊的基礎上,添加防皺塊會導致等效應力、切向拉應力和切向拉應變增加,而切向壓應力、等效應變和切向壓應變減小;添加芯棒會導致切向應力和等效應變減小,而等效應力和切向應變增大;同時添加防皺塊和芯棒則會導致等效應力、切向應力和切向應變增大,而等效應變減小。添加防皺塊會導致彎管截面畸變率增大,但對壁厚變化率影響不大;添加芯棒能夠有效抑制彎管截面畸變,且壁厚減薄率僅為9.0%~9.15%,遠小于15%的航空標準。綜合考慮0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量和生產成本,可確定出最優的模具組合為彎曲模+壓塊+夾塊+芯棒。
關鍵詞:0Cr21Ni6Mn9N不銹鋼管;數控彎曲;模具組合;應力/應變;成形質量
0引言
數控彎管技術因具有高效、經濟、加工過程穩定、容易實現數字化精密成形和大批量生產等特點,在管材彎曲加工中得到了廣泛應用[1]。數控彎管過程是一個多模具約束下的復雜物理成形過程,模具的合理選用和模具與管材的相互作用都影響著彎管件最終的成形質量。0Cr21Ni6Mn9N不銹鋼管具有強度高、磁導率低、耐腐蝕性能好、使用溫度下組織結構穩定等特點,被廣泛應用于航空、航天領域的氣體和液體輸送管道,但其抗拉強度與屈服強度的差值較小,材料均勻塑性變形所允許的應力變化空間較小[2],相比其他材料其彎曲成形難度更大。以上兩方面共同制約了0Cr21Ni6Mn9N不銹鋼彎管件成形質量的提高,因此有必要研究不同模具組合對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響。
目前,國內外學者對管材彎曲成形過程展開了大量的研究。Li等[3-5]采用有限元模擬與實驗相結合的方法研究了不同變形條件下的不銹鋼管和鋁合金管的彎曲變形行為,包括管材與模具間隙、芯棒參數、助推塊助推行為等對管材彎曲成形質量的影響。Zhan等[6-7]研究了芯棒參數對TA18管數控彎曲成形缺陷的影響,提出了快速預測芯棒伸出量的方法,并揭示了不同模具組合下TA18管的彎曲變形行為。S?zen等[8]采用有限元數值模擬的方法研究了彎曲角度、管材直徑、管材壁厚、彎曲半徑和摩擦因數等對管材繞彎回彈的影響規律。張靜靜等[9]以Dynaform為平臺,建立了鋁合金大口徑薄壁管數控彎曲及回彈的有限元模型,分析了壓塊助推速度和壓塊與管材之間的摩擦因數對壁厚減薄和回彈角的影響規律。針對0Cr21Ni6Mn9N不銹鋼管材,方軍等[10-13]基于ABAQUS有限元軟件平臺,建立了可靠的管材數控彎曲及回彈全過程三維彈塑性有限元模型,并研究了材料參數、工藝參數和摩擦條件對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響以及回彈對材料參數的敏感性。
以上研究工作主要集中在成形參數對彎管成形質量的影響,鮮有涉及模具組合對管材彎曲成形質量的影響。因此,本文采用有限元模擬方法,研究不同模具組合對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響,在高質量、低成本的前提下獲得管材數控彎曲成形的最佳模具組合。
1研究方法
以規格為φ6.35mm×0.41mm×19.05mm(外徑×壁厚×彎曲半徑)的0Cr21Ni6Mn9N不銹鋼彎管為研究對象,基于ABAQUS有限元軟件平臺,分別建立4種模具組合(表1)的0Cr21Ni6Mn9N不銹鋼管數控彎曲三維彈塑性有限元模型,其中,第四種模具組合的有限元模型如圖1所示,其建模過程所采用的工藝參數如表2所示。第一種模具組合是由彎曲模、夾塊和壓塊組成的基本模塊;第二種和第三種模具組合是在基本模塊的基礎上分別添加了防皺塊和芯棒;第四種模具組合則是同時添加防皺塊和芯棒。管材力學性能參數和建模過程的關鍵技術處理方法與文獻[11]相同。
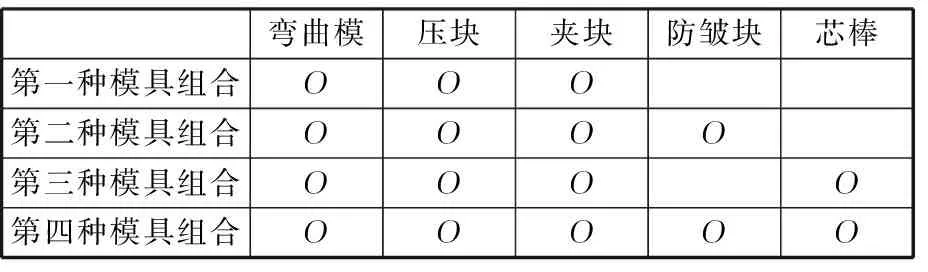
表1 不同模具組合所包含的模具
注:表中“O”表示此模具組合中包含此類模具。
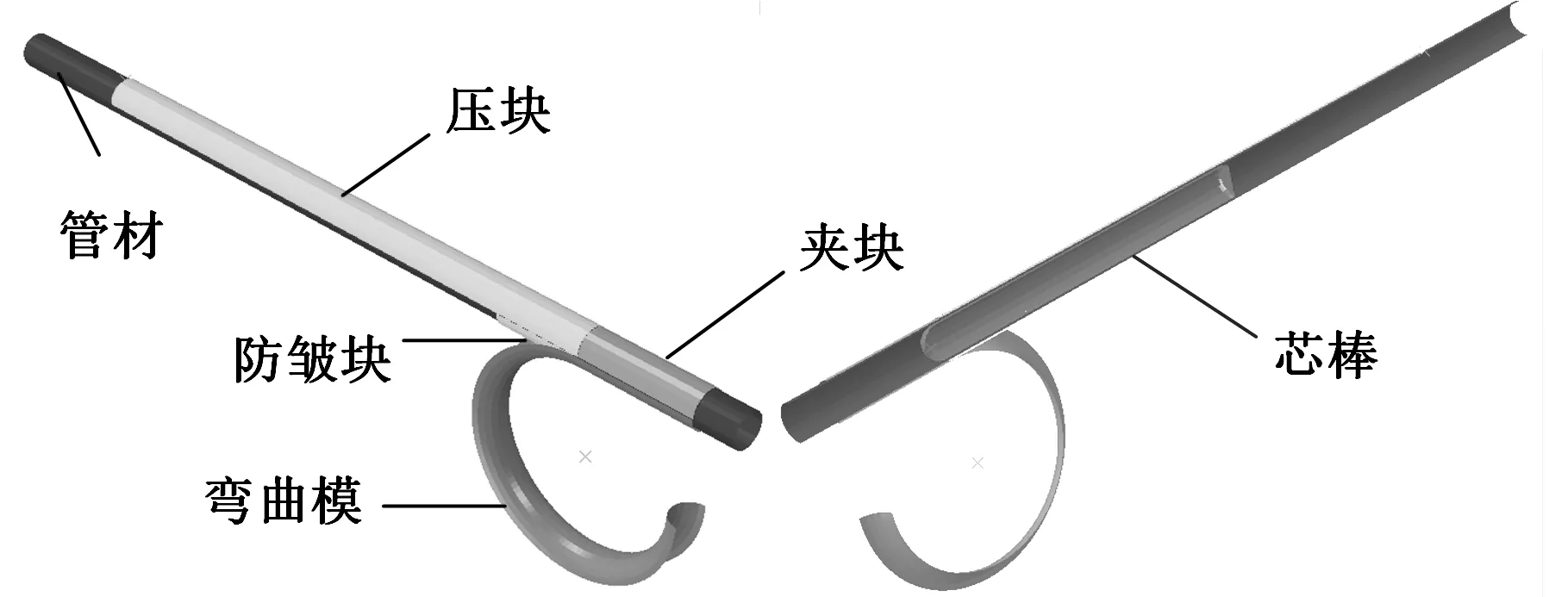
圖1 管材數控彎曲三維彈塑性有限元模型
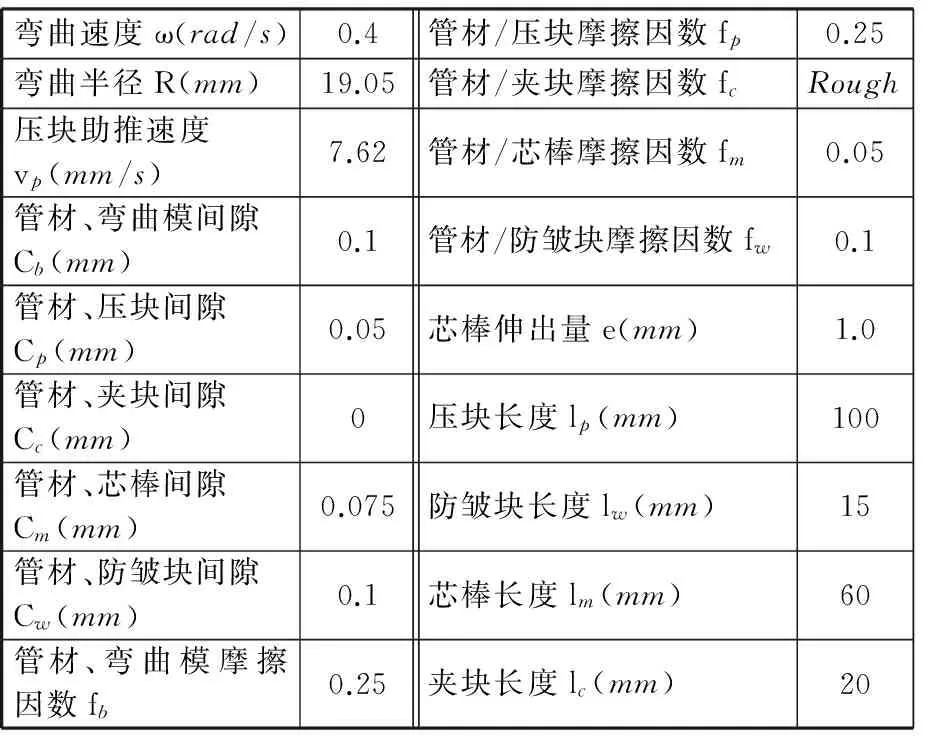
表2 第四種模具組合下建模所采用的工藝參數
注:Rough表示兩接觸面一旦接觸就不發生分離,其值取∞。
圖2所示為采用第一種模具組合進行0Cr21Ni6Mn9N不銹鋼管數控彎曲實驗獲得的結果和模擬結果的對比。從圖2中可以看出,有限元模擬結果和實驗結果吻合良好,模擬結果和實驗結果的最大壁厚減薄率Δto的相對誤差為10.42%,絕對誤差為0.77%,說明本文所建立的0Cr21Ni6Mn9N不銹鋼管數控彎曲三維彈塑性有限元模型是可靠的,可用于研究不同模具組合對0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量的影響。
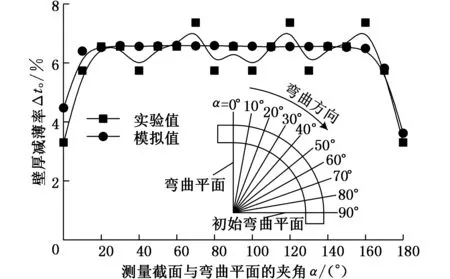
圖2 模擬結果與實驗結果對比
2結果與討論
2.1應力分析
圖3為不同模具組合下管材數控彎曲等效應力分布云圖。從圖3中可以看出,除第四種模具組合外,其他各種模具組合下管材數控彎曲等效應力的大小及分布差別不大,等效應力的最大值位于彎曲平面附近的區域。這主要是因為第四種模具組合中包含防皺塊和芯棒,防皺塊和芯棒與管材的摩擦作用以及防皺塊和芯棒的耦合作用對管材數控彎曲成形的影響,使得彎管等效應力的大小及分布與其他的模具組合不同。
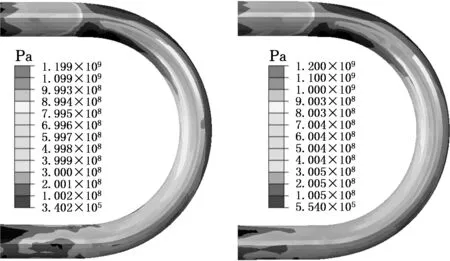
(a)第一種模具組合 (b)第二種模具組合
(c)第三種模具組合 (d)第四種模具組合圖3 不同模具組合下管材數控彎曲等效應力分布云圖
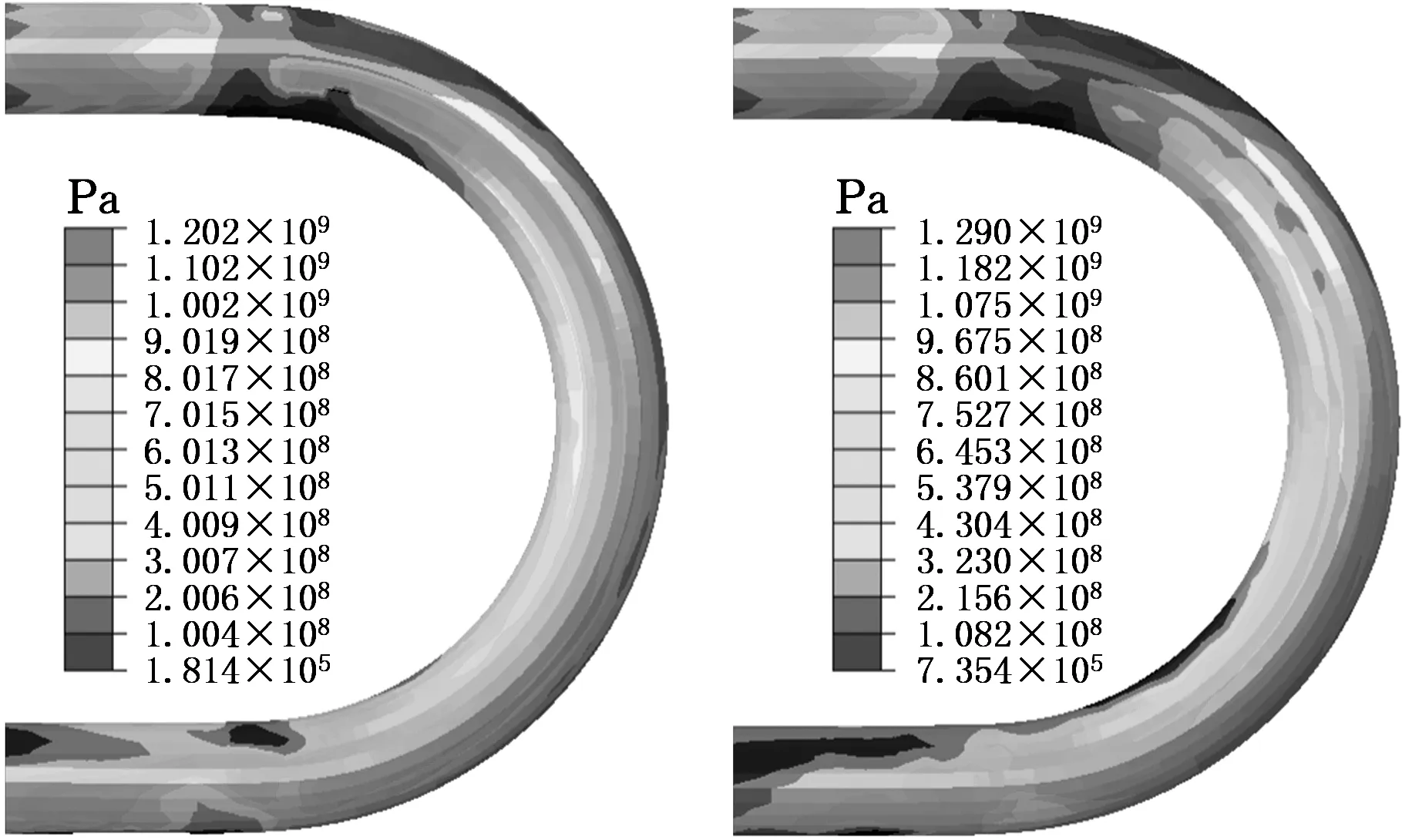
圖4為不同模具組合下管材數控彎曲切向應力分布云圖。從圖4中可以看出,不同模具組合下管材數控彎曲的切向應力分布大致相同,切向應力最大值位于管材彎曲平面附近的區域。相比于第一種模具組合,第二種模具組合的切向拉應力略有增大,切向壓應力略有減小,這主要是因為防皺塊與管材的摩擦作用阻礙了管材彎曲變形,從而使得外側切向拉應力有所增大,相應的內側切向壓應力有所減小。第三種模具組合的切向應力相對于第一種模具組合的切向應力略有減小,這可能是因為在第三種模具組合中因添加了芯棒,一方面,由于芯棒對管材的摩擦力作用,使得外側切向拉應力增大,內側切向壓應力減小;另一方面,添加芯棒能夠有效抑制彎管截面畸變,使得外側材料更容易越過彎曲平面,在一定程度上減小了切向拉應力,以上兩者綜合作用使得切向應力略有減小。第四種模具組合的切向應力相比于第一種模具組合的切向應力增大較多,這是由于防皺塊和芯棒兩者對管材的摩擦阻力作用,阻礙了管材的彎曲變形,從而導致切向應力增大。

(a)第一種模具組合 (b)第二種模具組合

(c)第三種模具組合 (d)第四種模具組合圖4 不同模具組合下管材數控彎曲切向應力分布云圖
2.2應變分析
圖5為不同模具組合下管材數控彎曲等效應變分布云圖。從圖5中可以看出,不同模具組合下管材數控彎曲等效應變分布及大小差別不大,彎管彎曲段內外側的等效應變明顯大于其他區域的等效應變。相對于第一種模具組合而言,其他三種模具組合的等效應變都略有減小,這主要是因為在第一種模具組合下彎管內側材料容易產生堆積,彎管外側壁容易發生截面畸變或塌陷,使得彎曲變形難度增加,而在其他三種模具組合中添加防皺塊或芯棒,使得彎管內側材料能夠順利越過彎曲切點,彎管外側壁截面畸變減小,因此等效應變較第一種模具組合的減小。
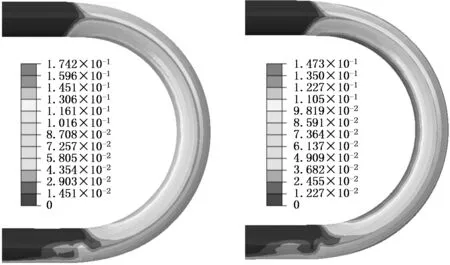
(a)第一種模具組合 (b)第二中模具組合

(c)第三種模具組合 (d)第四種模具組合圖5 不同模具組合下管材數控彎曲等效應變分布云圖
圖6為不同模具組合下管材數控彎曲切向應變分布云圖。從圖6中可以看出,不同模具組合下管材數控彎曲切向應變分布規律相同,彎管外側切向受拉應變,內側切向受壓應變。相比于第一種模具組合,第二種模具組合的切向壓應變減小,切向拉應變增大,這是因為在第二種模具組合中添加了防皺塊,防皺塊與管材的摩擦作用使得外側壁厚減薄增大,內側壁厚增厚減小,相應的切向拉應變增大,切向壓應變減小。第三種模具組合的切向應變大于第一種模具組合的切向應變,這是由于在第三種模具組合中添加了芯棒,芯棒和管材的摩擦力導致管材彎曲成形難度增大,從而使得切向應變增加。第四種模具組合的切向拉應變大于第三種模具組合的切向拉應變,但其切向壓應變小于第三種模具組合的切向壓應變,這同樣是由于在第四種模具組合中因添加了防皺塊,防皺塊與管材的摩擦使得外側切向拉應變增加,內側切向壓應變減小。
2.3截面畸變分析
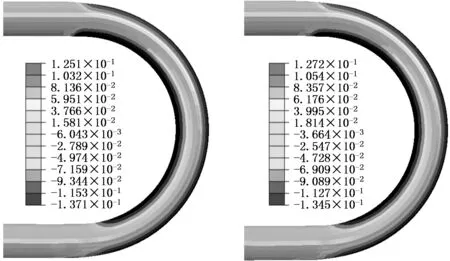
(a)第一種模具組合 (b)第二中模具組合

(c)第三種模具組合 (d)第四種模具組合圖6 不同模具組合下管材數控彎曲切向應變分布云圖
圖7所示為不同模具組合下管材數控彎曲的截面畸變率ΔD。截面畸變率ΔD=(D-D′)/D,其中,D為管材原始外徑,D′為管材彎曲后縱向外徑。從圖7中可以看出,第一種和第二種模具組合下的無芯棒彎曲截面畸變率比較嚴重,分別為6.95%和7.45%,這已超出5%的航空標準上限值。第二種模具組合的截面畸變率(7.45%)比第一種模具組合的(6.95%)要大些,這是因為添加防皺塊增大了管材彎曲受到的軸向拉力,從而使得管材彎曲段截面畸變率增大。第三種模具組合中,因添加了芯棒而有效抑制了彎管截面的畸變,此時截面畸變率最小,為1.87%。第四種模具組合的截面畸變率為2.76%,要大于第三種模具組合的截面畸變率,這同樣是因為添加防皺塊使截面畸變率增大所致。

圖7 不同模具組合下管材數控彎曲的截面畸變率
2.4壁厚變化分析
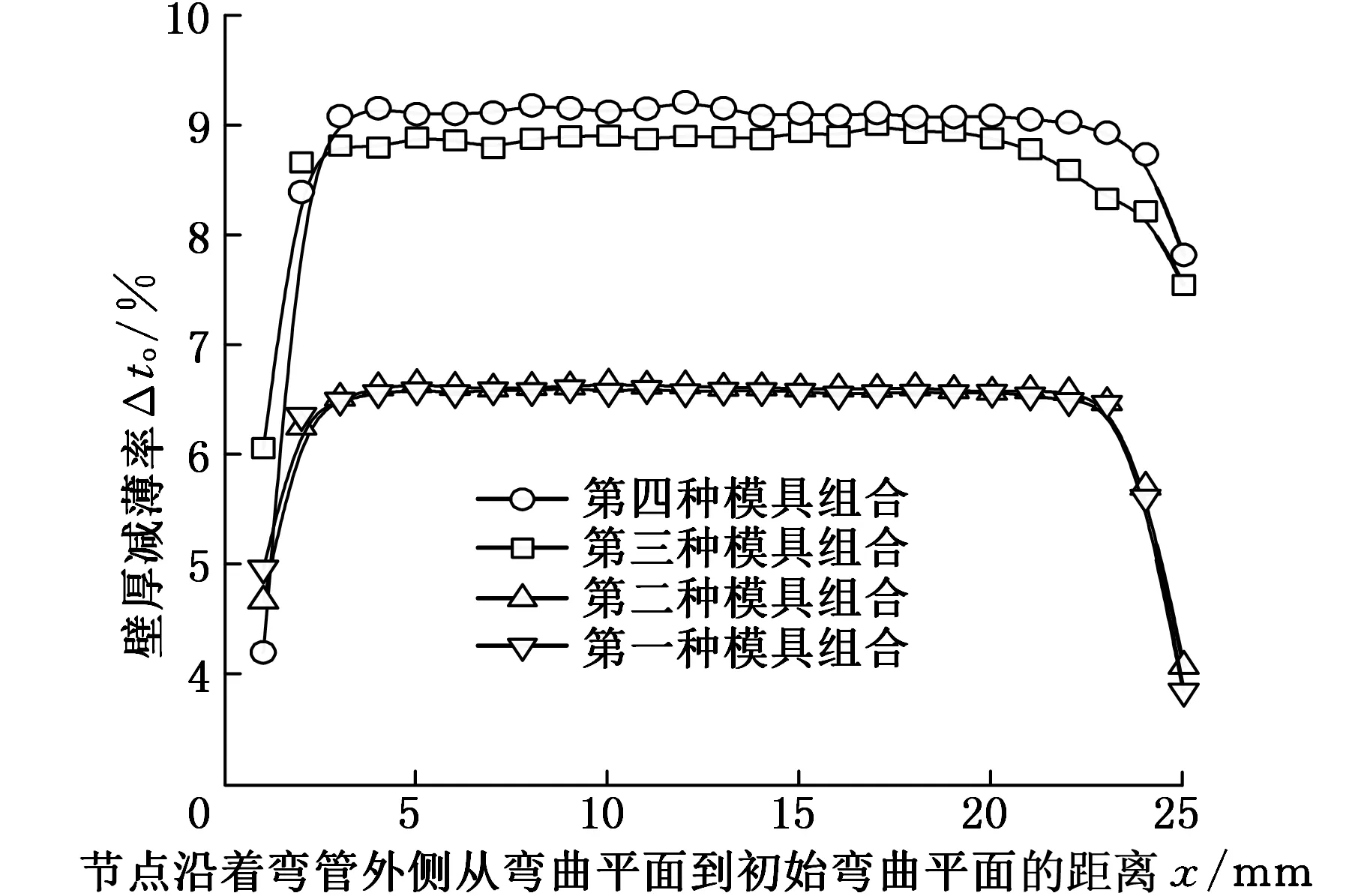
圖8所示為不同模具組合下管材數控彎曲的壁厚變化率Δt。壁厚變化率Δt= |t-t′| /t,其中,t為管材原始壁厚,t′為管材彎曲后最大或最小壁厚。當t′ (a)壁厚增厚率 (b)壁厚減薄率圖8 不同模具組合下管材數控彎曲的壁厚變化率 2.5模具組合的確定 綜合上述有限元模擬分析結果可知,并不是模具配置越多,0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量越好,而且選配的模具越多,彎管的成本也越高。因此,在實際彎管過程中,在保證彎管件質量的前提下盡可能選用簡單的模具組合,以降低生產成本。 對比圖7和圖8可以發現,0Cr21Ni6Mn9N不銹鋼管數控彎曲的截面畸變率較壁厚變化率對模具匹配的改變更加敏感。添加防皺塊會增加彎管截面畸變率,但對壁厚變化率影響不大;添加芯棒能夠有效抑制彎管截面畸變,并且能夠使壁厚減薄率控制在航空標準范圍以內。因此,綜合考慮0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量和生產成本,其最優的模具組合確定為第三種,即彎曲模+壓塊+夾塊+芯棒。 3結論 (1)在彎曲模、夾塊和壓塊組成的基本模塊基礎上,添加防皺塊會導致等效應力、切向拉應力和切向拉應變增加,而切向壓應力、等效應變和切向壓應變減小;添加芯棒會導致切向應力和等效應變減小,而等效應力和切向應變增大;添加防皺塊和芯棒會導致等效應力、切向應力和切向應變增加,而等效應變減小。 (2)添加防皺塊會導致彎管截面畸變率增大,但對壁厚變化率影響不大;添加芯棒能夠有效抑制彎管截面畸變,并且壁厚減薄率仍遠小于15%的航空標準上限。 (3)綜合考慮0Cr21Ni6Mn9N不銹鋼管數控彎曲成形質量和生產成本,其最優的模具組合為彎曲模+壓塊+夾塊+芯棒。 參考文獻: [1]YanJ,YangH,ZhanM,etal.FormingLimitsunderMulti-indexConstraintsinNCBendingofAluminumAlloyThin-walledTubeswithLargeDiameters[J].ScienceChinaTechnologicalSciences, 2010, 53(2): 326-342. [2]王振華, 田野,張龍.不銹鋼管力學性能的拉伸試驗[J].塑性工程學報,2012,19(2):56-59. WangZhenhua,TianYe,ZhangLong.TensileTestandStudyontheMechanicalPropertiesofStainlessSteelTubes[J].JournalofPlasticityEngineering, 2012,19(2):56-59. [3]LiH,YangH.AStudyonMulti-defectConstrainedBendabilityofThin-walledTubeNCBendingunderDiffrentClearance[J].ChineseJournalofAeronautics, 2011,24(1):102-112. [4]LiH,YangH,ZhanM,etal.RoleofMandrelinNCPrecisionBendingProcessofThin-walledTube[J].InternationalJournalofMachineToolsandManufacture, 2007,47(7):1164-1175. [5]LiH,YangH,ZhanM,etal.DeformationBehaviorsofThin-walledTubeinRotaryDrawBendingunderPushAssistantLoadingConditions[J].JournalofMaterialsProcessingTechnology,2010,210(1):143-158. [6]ZhanM,HuangT,JiangZQ,etal.DeterminationofProcessParametersfortheNCBendingofaTA18Tube[J].TheInternationalJournalofAdvancedManufacturingTechnology, 2013, 68(4):663-672. [7]ZhanM,JiangZQ,YangH,etal.NumericallyControlledBendingPerformanceofMediumStrengthTA18TitaniumAlloyTubesUnderDifferentDieSets[J].ScienceChinaTechnologicalSciences,2011,54(4):841-852. [8]S?zenL,GulerMA,BekarD,etal.InvestigationandPredictionofSpringbackinRotary-drawTubeBendingProcessUsingFiniteElementMethod[J].MechanicalEngineeringScience, 2012, 226(12): 2967-2981. [9]張靜靜,楊合,詹梅,等.助推作用對大口徑鋁合金薄壁管數控彎曲壁厚減薄和回彈的影響[J].塑性工程學報,2008, 15(1):60-65. ZhangJingjing,YangHe,ZhanMei,etal.EffectsofPressingDie’sBoostingFunctiononWallThinningandSpringbackinNCBendingProcessofThin-walledTubewithLargeDiameter[J].JournalofPlasticityEngineering, 2008, 15(1):60-65. [10]FangJun,LuShiqiang,WangKelu,etal.Three-dimensionalFiniteElementModelofHighStrength21-6-9StainlessSteelTubeinRotaryDrawBendingandItsApplication[J].IndianJournalofEngineeringandMaterialsSciences, 2015, 22(2): 141-152. [11]方軍,魯世強,王克魯,等.21-6-9高強不銹鋼管數控彎曲回彈對材料參數的敏感性[J].西安交通大學學報,2015,49(3):136-142. FangJun,LuShiqiang,WangKelu,etal.SensitivityAnalysisofSpringbacktoMaterialParamentersinHighStrength21-6-9StainlessSteelTubeNCBending[J].JournalofXi’anJiaotongUnviersity, 2015,49(3):136-142. [12]FangJun,LuShiqiang,WangKelu,etal.DeformationBehaviorsof21-6-9StainlessSteelTubeNumericalControlBendingunderDifferentFrictionConditions[J].JournalofCentralSouthUniversity.2015, 22(8):2864-2874. [13]方軍, 魯世強, 王克魯,等.工藝參數對21-6-9高強不銹鋼管數控彎曲壁厚減薄影響的顯著性分析[J].中國機械工程,2015,26(9):1233-1238,1277. FangJun,LuShiqiang,WangKelu,etal.SignificanceAnalysisofEffectofProcessParametersonWallThinningfor21-6-9HighStrengthStainlessSteelTubeNCBending[J].ChinaMechanicalEngineering, 2015,26(9):1233-1238,1277. (編輯袁興玲) 收稿日期:2015-08-30 基金項目:國家自然科學基金資助項目(51164030) 中圖分類號:TG386.4 DOI:10.3969/j.issn.1004-132X.2016.12.020 作者簡介:魯世強,男,1962年生。南昌航空大學航空制造工程學院教授、博士研究生導師。研究方向為塑性加工過程有限元模擬、難變形材料鍛造理論及工藝優化方法。方軍,男,1984年生。江西科技師范大學江西省材料表面工程重點實驗室講師。唐金星,男,1990年生。南昌航空大學航空制造工程學院碩士研究生。王克魯,男,1968年生。南昌航空大學航空制造工程學院教授、博士研究生導師。 EffectsofDifferentDieSetsonFormingQualityof0Cr21Ni6Mn9NStainlessSteelTubeduringNCBending LuShiqiang1FangJun2TangJinxing1WangKelu1 1.NanchangHangkongUniversity,Nanchang,330063 2.JiangxiKeyLaboratoryofSurfaceEngineering,JiangxiScienceandTechnologyNormalUniversity,Nanchang,330013 Abstract:The laws of stress/strain distribution, wall thickness variation and cross section deformation of 0Cr21Ni6Mn9N stainless steel tube during NC bending under different die sets were studied by using the finite element method. The results show that adding a wiper die to the base die set including bending die, clamp die and pressure die increases the effective stress, tangential tensile stress and tangential tensile strain, but decreases tangential compressive stress, effective strain and tangential compressive strain; adding a mandrel to the base die set decreases the tangential stress and effective strain, but increases effective stress and tangential strain; adding the wiper die and mandrel simultaneously to the base die set increases effective stress, tangential stress and tangential strain, while decreases the effective strain. Adding the wiper die increases the cross section deformation ratio, but has no obvious effects on wall thickness variation ratio; adding the mandrel can restrain cross section deformation effectively, and the wall thinning ratio is far less than 15% of the aviation standard, which is only 9.0%~9.15%. Considering the forming quality and cost of 0Cr21Ni6Mn9N stainless steel tube during NC bending, the optimal die sets are bending die, pressure die, clamp die and mandrel. Key words:0Cr21Ni6Mn9N stainless steel tube; NC bending; die set; stress/strain; forming quality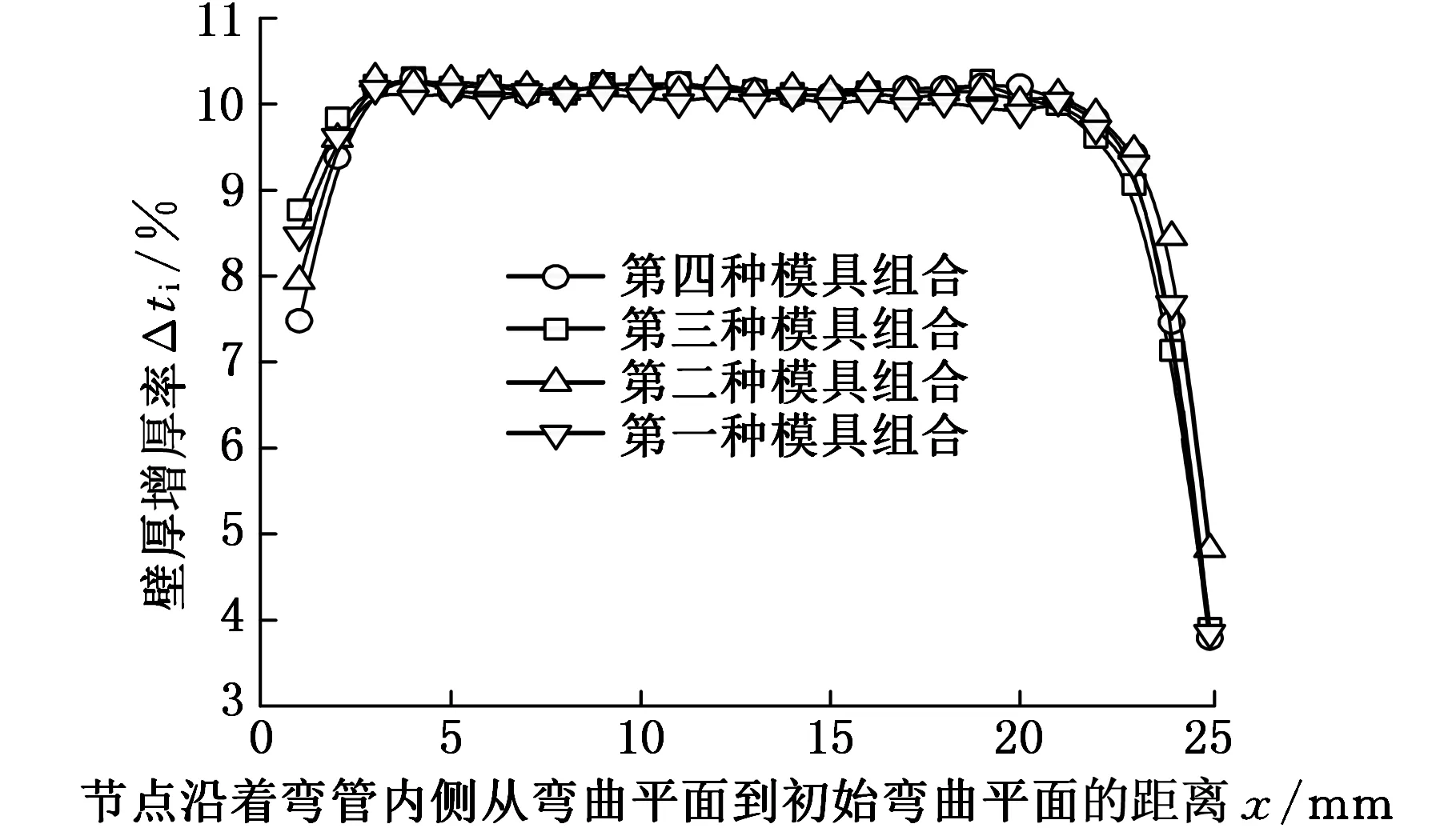
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
中學物理·高中(2016年12期)2017-04-22 11:53:03
機械工程師(2015年10期)2015-02-02 01:14:03
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
