鋁合金靶上腔體鑄件鑄造方案設(shè)計及模擬優(yōu)化
2016-07-22 09:18:48宋佳男黃健楊弋濤上海大學(xué)上海200072
中國鑄造裝備與技術(shù) 2016年3期
宋佳男,黃健,楊弋濤(上海大學(xué),上海 200072)
?
鋁合金靶上腔體鑄件鑄造方案設(shè)計及模擬優(yōu)化
宋佳男,黃健,楊弋濤
(上海大學(xué),上海 200072)
摘要:對現(xiàn)有的一種離子注入機的鋁合金腔體鑄件進行鑄造工藝設(shè)計,借助ADSTEFAN模擬軟件對其充型過程和凝固過程進行了模擬與方案優(yōu)化確認。通過修改澆注方式,可以明顯改善初始工藝方案中的沖砂、卷氣、夾雜等缺陷。通過合理設(shè)置冒口和冷鐵,充分實現(xiàn)冒口的補縮作用,可望有效減少縮孔、縮松缺陷。
關(guān)鍵詞:鋁合金;腔體;方案設(shè)計;模擬優(yōu)化
稿件編號:1512-1149
離子注入機是集成電路制造工序中的關(guān)鍵設(shè)備,用于對半導(dǎo)體表面附近區(qū)域進行離子摻雜工藝,可以滿足淺結(jié)、低溫和精確控制等要求,已成為集成電路制造工藝中必不可少的關(guān)鍵設(shè)備。通常由離子源、質(zhì)量分析器、加速器、四級透鏡、掃描系統(tǒng)、靶室和真空系統(tǒng)等部分組成。其原理是將所要注入的元素進行電離,并將正離子分離和加速,形成高能離子流,轟擊工件表面,成為置換原子或晶格間的縫隙原子,使材料的化學(xué)成分、結(jié)構(gòu)、性能產(chǎn)生變化[1]。靶上腔體作為高能量離子進行離子注入的場所,關(guān)系到離子注入工藝質(zhì)量的好壞,因此要求腔體鑄件具有高精度及高的真空密封性。基于對高質(zhì)量鑄件的需求,鑄造生產(chǎn)環(huán)節(jié)就提出了對于鑄造工藝方案優(yōu)化設(shè)計的必然要求。
1 腔體鑄件結(jié)構(gòu)分析
腔體鑄件的結(jié)構(gòu)如圖1所示,材料牌號為ZL114A。鑄件輪廓尺寸為579×579×948(mm),鑄件質(zhì)量約119 kg,最小壁厚為16 mm,最大壁厚為38.5 mm。腔體主要呈左右軸對稱狀,頂面(如圖1.b)為主要裝配面,也是重要加工面,不允許有縮孔縮松、氧化夾雜等鑄造缺陷存在。
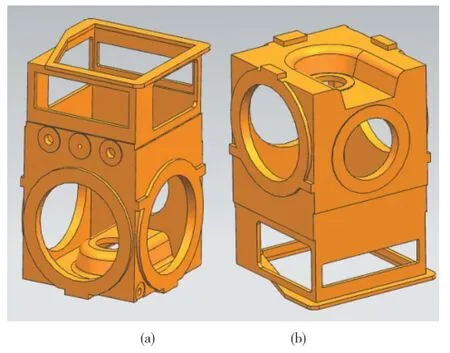
圖1 腔體鑄件的三維模型
2 鑄造工藝設(shè)計及分析
鋁合金質(zhì)量輕,熱熔小,導(dǎo)熱快,極易氧化吸氣;由于氧化物的密度近似于鋁合金的密度,易引起夾雜;且凝固體收縮率較大,因此易產(chǎn)生縮孔、縮松[2]。該鋁合金腔體鑄件屬于中大型鑄件,壁較薄且高度較高,因此設(shè)計合理的澆注系統(tǒng)對鑄件品質(zhì)的保證非常重要。
本文采用砂型重力鑄造,型砂選用樹脂砂。根據(jù)腔體結(jié)構(gòu)尺寸,采用一箱一件,手工造型的方式,機械加工余量取5 mm。考慮到順序凝固原則及便于下芯操作[3],將腔體的大平面置于下部,選擇大圓空腔的直徑部位作為分型面,內(nèi)澆道設(shè)置在分型面,如圖2所示。
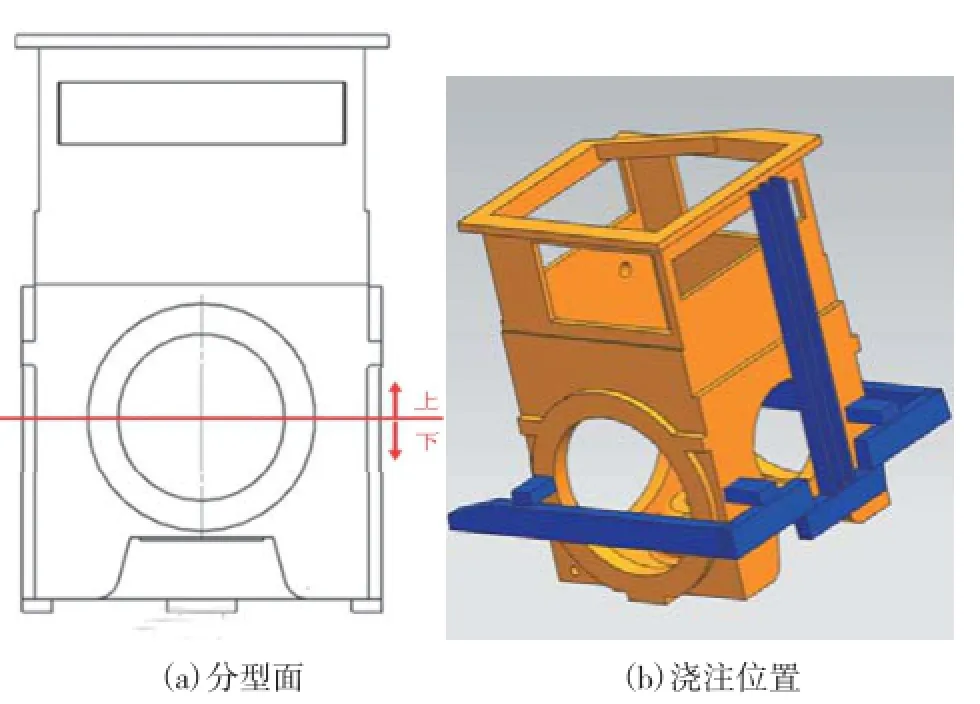
圖2 分型面與澆注位置選擇
澆注系統(tǒng)設(shè)計作為鑄造工藝設(shè)計的重要組成部分,它的合理與否可直接決定鑄造工藝設(shè)計水平。澆注系統(tǒng)是引導(dǎo)液態(tài)金屬進入型腔的通道,它能保證鑄型充滿以及鑄件凝固時的補縮。另外,還要保證液態(tài)金屬流動平穩(wěn),不產(chǎn)生飛濺、沖擊和紊流,且具防氧化,擋渣的能力,這一點對鋁合金鑄造尤為重要[4]。
針對鋁合金的特性,采用開放式澆注系統(tǒng),截面比選取為Σ A直∶Σ A橫∶Σ A內(nèi)=1∶4∶6。使用阻流截面設(shè)計法,根據(jù)奧贊公式[3]計算澆道最小截面積:

式中,Asmin為澆道最小截面積(cm2),GL為澆注所需金屬液的總質(zhì)量(kg),K為流量因數(shù),范圍為0.04~0.07,這里取0.06,HP為平均靜壓頭(cm),澆注時間t采用公式(2):

式中,s′為流量系數(shù),可算得,t=23.5 s。由此求出Asmin=15.3 cm2,即為直澆道的截面積。為增加水力學(xué)阻力,降低流速,減小紊流程度,初步考慮采用片狀直澆道,片數(shù)為3。根據(jù)所選用的截面比,得到單個內(nèi)澆道截面積為23 cm2,橫澆道截面積為30.6 cm2。
將鑄件三維模型導(dǎo)入ADSTEFAN軟件中,通過劃分網(wǎng)格、設(shè)置工藝參數(shù)等,進行數(shù)值模擬[5,6],設(shè)置澆注溫度為720 ℃,樹脂砂的溫度為20 ℃,砂型與外界環(huán)境之間的熱阻為2 500 s·cm2·K·J-1,鑄件和砂型之間的熱阻為25 s·cm2·K·J-1。 在無冒口情況下的縮孔預(yù)測情況如圖3.a所示。針對易產(chǎn)生縮孔部位,在其上端或旁側(cè)設(shè)置了相應(yīng)的冒口進行補縮,如圖3.b所示。其中4個頂冒口的尺寸為D=74 mm,h=100 mm,4個澆道側(cè)暗冒口尺寸為D=106 mm,h=188.5 mm,2個中間暗冒口尺寸為D=50 mm, h=76.5 mm。
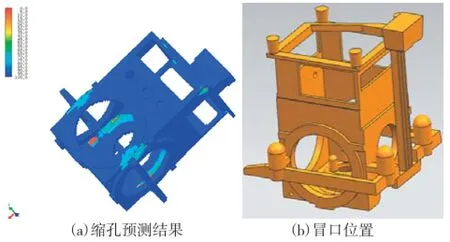
圖3 參考初步縮孔預(yù)測結(jié)果設(shè)計的冒口方案
側(cè)冒口體積較大,且離鑄件較近,凝固過程中對鑄件的熱輻射作用將影響鑄件的凝固順序,因此在側(cè)暗冒口上設(shè)置厚度為8 mm的保溫套筒。
利用ADSTEFAN模擬軟件對鑄件的充型過程和凝固過程進行了計算機模擬,顯示不同時間充型與排氣狀況的結(jié)果如圖4和圖5所示。
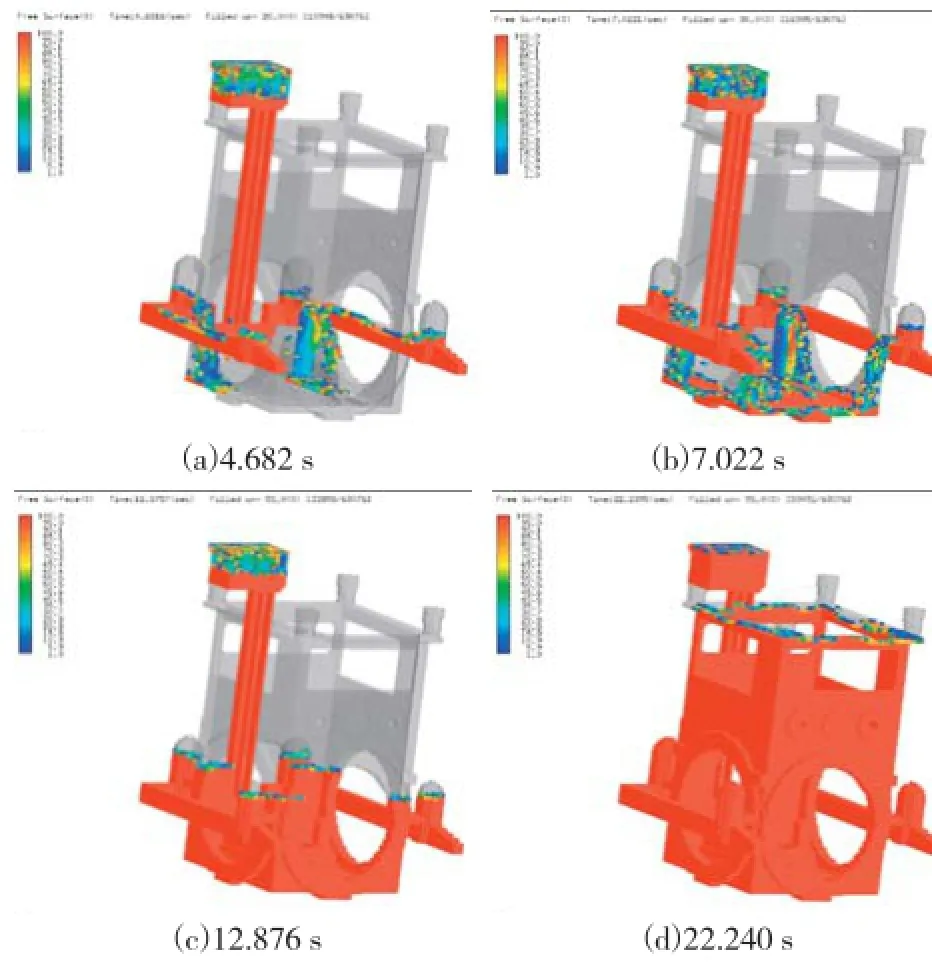
圖4 初始方案的充型過程
由圖4可見,離直澆道近的兩個內(nèi)澆道先開始充型。金屬液沿著型壁向下流動沖刷,充填過程中容易造成沖砂。之后金屬液自下而上充滿型腔。從圖5所示的排氣過程可以看出,充型初期較不平穩(wěn),易造成卷氣,從而引起氧化夾雜等缺陷的產(chǎn)生。
3 方案優(yōu)化及分析
根據(jù)初始方案內(nèi)澆道所存在的問題,金屬液有較明顯沖刷現(xiàn)象,易造成沖砂、卷氣以及型腔內(nèi)部的氧化夾雜,作者進行了多次改進與嘗試,因篇幅所限無法一一敘述。
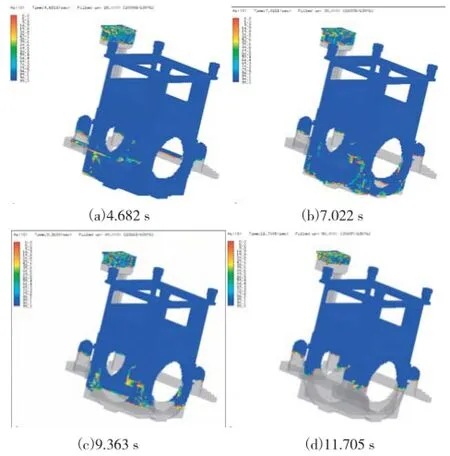
圖5 初始方案的排氣過程
考慮到澆注時的沖砂、卷氣與中注式澆注方式有關(guān),內(nèi)澆道位置較高,金屬液向下流動的時將對底部型砂造成沖擊,且液面不平穩(wěn),易飛濺卷氣,故將內(nèi)澆口位置改為底注式,同時調(diào)整截面比為ΣA直∶ΣA橫∶ΣA內(nèi)=1∶2∶4,分型面的位置不變。考慮到后續(xù)拔模問題,澆注系統(tǒng)均采用尺寸為D內(nèi)=50 mm,D外=62 mm的陶瓷管澆道,澆注位置如圖6所示。
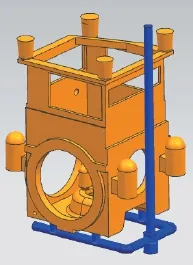
圖6 優(yōu)化后的澆注系統(tǒng)
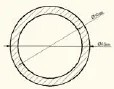
圖7 陶瓷管澆道示意圖
由于冒口的補縮距離有限,針對冒口難于補縮的部位設(shè)置冷鐵,以加速個別熱節(jié)的冷卻,從而彌補冒口的不足[7]。冷鐵分布如圖8所示,在頂冒口和側(cè)冒口之間設(shè)置兩個L型冷鐵,將有效幫助冒口實現(xiàn)分工補縮。
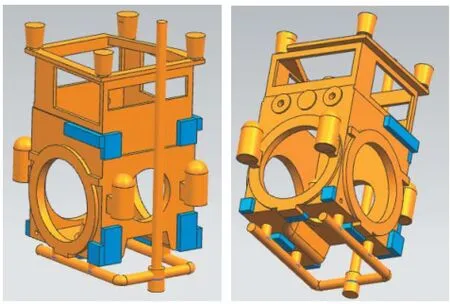
圖8 冷鐵分布示意圖
根據(jù)砂芯設(shè)計原則,為簡化砂芯結(jié)構(gòu),方便芯模設(shè)計制造,最終設(shè)計為一個整體的大砂芯,其余部分采用活塊配合造出。芯盒采用木質(zhì)芯盒,四周設(shè)有加強板,以增加芯盒強度。如圖9所示。
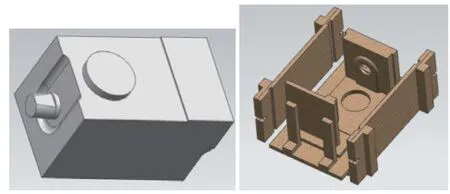
圖9 砂芯及芯盒示意圖
將優(yōu)化后的鑄件模型導(dǎo)入模擬軟件,各工藝參數(shù)設(shè)置不變,求解結(jié)果如圖10所示。可以看出金屬液從底部內(nèi)澆道充入型腔,再逐步自下而上依次充滿型腔,充型過程非常平穩(wěn),型腔內(nèi)氣體順暢排出,最大限度減少沖砂、卷氣等缺陷的產(chǎn)生幾率。
從圖11的固相率分布圖可以看出,冒口部位為最后凝固區(qū)域。鑄件縮孔分布趨勢的求解結(jié)果如圖12所示,也表明縮孔產(chǎn)生于冒口之內(nèi)。本方案所設(shè)計的冷鐵和冒口均達到預(yù)期效果,故判斷此方案為合理工藝,推薦作為企業(yè)的鑄造生產(chǎn)工藝方案。
4 結(jié)束語
利用ADSTEFAN數(shù)值模擬軟件對鋁合金靶上腔體鑄件的充型和凝固過程進行了模擬分析,并不斷優(yōu)化改進,尋求最佳工藝方案。通過調(diào)整澆注位置以及合理選擇截面比,可確保充型過程平穩(wěn),有效避免了沖砂、卷氣等缺陷。冒口和冷鐵的配合使用,使鑄件具有合理的凝固順序,冒口為最后凝固部位,確認可充分發(fā)揮其補縮作用,避免了縮孔和縮松的產(chǎn)生,達到鑄件工藝優(yōu)化的要求。
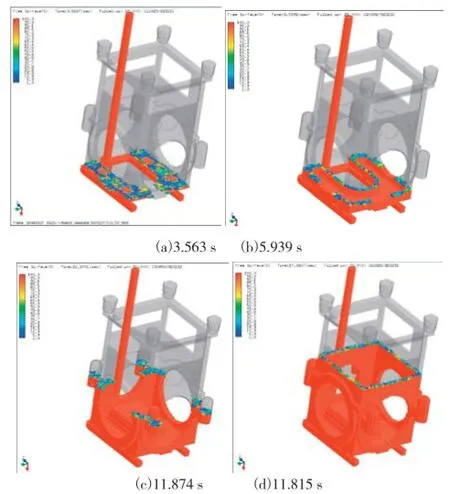
圖10 改進方案充型過程
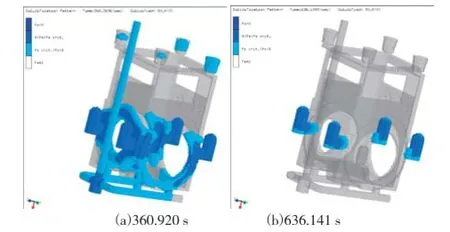
圖11 固相率分布圖
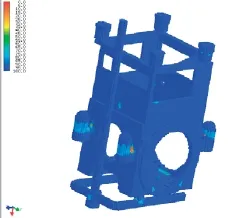
圖12 縮孔分布圖
參考文獻
[1] 吳尚德.現(xiàn)代離子注入機的機械掃描技術(shù)[J].現(xiàn)代機械,2007(3):69-71.
[2] 鑄造工程師手冊編寫組.鑄造工程師手冊[M].北京:機械工業(yè)出版社,1997:340-344.
[3] 李弘英,趙成志.鑄造工藝設(shè)計[M].北京:機械工業(yè)出版社,2006:73-300.
[4] 王文清,李魁盛.鑄造工藝學(xué)[M].北京:機械工業(yè)出版社,2002:281-286.
[5] 楊弋濤.金屬凝固過程數(shù)值模擬及應(yīng)用[M],北京:化學(xué)工業(yè)出版社,2009.
[6] 袁貝,廖敦明,周建新.鋁合金鑄造工藝CAD/CAE技術(shù)的研究與應(yīng)用[J].特種鑄造及有色合金.2012,32(4):321-323.
[7] 邱義倫,肖永華,杜強.冷鐵效應(yīng)與冒口工藝設(shè)計[J].中國工程物理研究院科技年報,2001,3(10):125-126.
[8] 牛曉武.基于ANSYS的鋁合金鑄件凝固過程溫度場的數(shù)值模擬[J].中國鑄造裝備與技術(shù),2008(4):16-19.
[9] 陳緒煜.鋁合金箱體件的鑄造工藝[J].中國鑄造裝備與技術(shù),1999(6):45-46.
[10] 陸啟為,程俊明,呂永強,等.大型鋁合金法蘭筒樹脂砂型低壓鑄造工藝改進[J].中國鑄造裝備與技術(shù), 2014(5):53-55.
Casting design and simulation optimization for aluminum alloy casting of target cavity
SONG JiaNan, Huang Jian, Yang YiTao
(Shanghai University,Shanghai 200072,China)
Abstract:The casting process of an existing aluminum alloy target cavity was designed.The fi lling process and solidifi cation process were simulated and optimized by ADSTEFAN system.Defects such as sand cut, gasentrapment, and inclusion, could be eliminated greatly by modifying the casting plan.The feeding action of riser was fully realized through setting reasonable riser and cold iron, which eliminated the shrinkage defects.
Keywords:aluminum; cavity; process design; simulation optimization
中圖分類號:TG244;
文獻標(biāo)識碼:A;
文章編號:1006-9658(2016)03-0020-04
DOI:10.3969/j.issn.1006-9658.2016.03.006
收稿日期:2015-12-03
作者簡介:宋佳男(1993—),女,在讀碩士,從事鑄造合金領(lǐng)域的研究工作;通信作者:楊弋濤(1960—),博士生導(dǎo)師.
