高精度環(huán)形槽的車削方法
2016-07-26 10:13:27吳衛(wèi)
裝備制造技術(shù) 2016年4期
關(guān)鍵詞:數(shù)控加工
吳衛(wèi)
(重慶工商職業(yè)學(xué)院,重慶400000)
?
高精度環(huán)形槽的車削方法
吳衛(wèi)
(重慶工商職業(yè)學(xué)院,重慶400000)
摘要:主要對孔內(nèi)高精度的多道環(huán)形槽零件車削加工工藝方法、測量方法、測量裝置進(jìn)行了較詳細(xì)的分析,同時(shí),對同類結(jié)構(gòu)的傳統(tǒng)的車削加工工藝與現(xiàn)代數(shù)控車削加工工藝方法進(jìn)行了的對比說明。
關(guān)鍵詞:高精度;環(huán)形槽;工藝裝備;測量裝置;數(shù)控加工
如圖1所示孔內(nèi)環(huán)斷隔槽零件結(jié)構(gòu),孔內(nèi)多道同側(cè)軸向尺寸的檢測有著較大的難度,它的測量誤差將直接影響產(chǎn)品的質(zhì)量。在實(shí)際加工中,針對這類零件結(jié)構(gòu),存在著基準(zhǔn)不重合,測量困難等加工難點(diǎn)。筆者通過傳統(tǒng)加工工藝方法與現(xiàn)代數(shù)控的加工工藝方法進(jìn)行對比,特別對專用測量工藝裝置結(jié)構(gòu)、環(huán)形槽軸向尺寸的檢測方法[1]進(jìn)行了較全面的闡述。其工藝方法可以為同類零件結(jié)構(gòu)的加工、檢測提供參考。
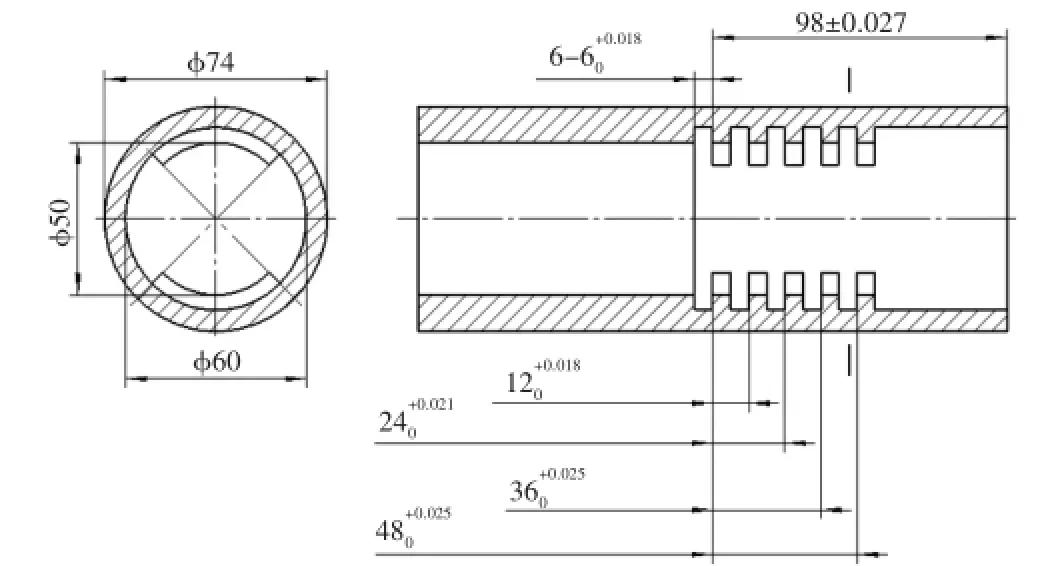
圖1 產(chǎn)品結(jié)構(gòu)圖
1 零件的結(jié)構(gòu)及精度分析
如圖1所示的零件結(jié)構(gòu),在孔徑φ50 mm的深孔內(nèi)部孔壁上,分布有均勻的五道環(huán)形槽,槽寬尺寸、同側(cè)槽的距離尺寸精度、多層環(huán)形槽與端面的距離尺寸均為8級精度,其尺寸偏差在0.03以內(nèi),環(huán)形槽加工中的各表面粗糙度小于Ra3.2.由此可見,針對這類零件的生產(chǎn),其主要的難點(diǎn)就是環(huán)形槽軸向尺寸的加工與檢測。在機(jī)加工藝中,主要采取的是對環(huán)形槽進(jìn)行車削加工,然后用刨削或插削的方法實(shí)現(xiàn)斷隔槽的加工[2]。
2 車削加工工藝方法的分析
2.1傳統(tǒng)的加工方法
在普通車床上加工,如C6140車床。單件小批量生產(chǎn),通常精度的保證,主要是靠工人對刻度盤準(zhǔn)確把握的程度,人為影響因素多,尺寸精度不穩(wěn)定,并且加工勞動強(qiáng)度大。
在大批量生產(chǎn)中,普遍采取的工藝方法是利用不同尺寸的專用對刀塊與千分表配合實(shí)現(xiàn)對刀調(diào)整,同時(shí),針對不同的軸向尺寸,更換不同的對刀塊來實(shí)現(xiàn)加工,其對刀塊的結(jié)構(gòu)如圖2所示。對刀塊共六塊,長度A尺寸分別為(99±0.005)mm、(98±0.005)mm、(12±0.0025)mm、(24±0.005)mm、(36±0.005)mm、(48±0.005)mm.在此加工方法中,除了操作者的技術(shù)熟練、準(zhǔn)確對刀外,裝置的調(diào)整一定要注意,對大拖板對刀面與對刀裝置配合面進(jìn)行了磨削修復(fù),使該面平面度精度≤0.01 mm,與床身滑道面(對刀裝置定位面)的垂直度≤0.01(見下對刀塊的結(jié)構(gòu))。

圖2 對刀塊結(jié)構(gòu)圖
2.2現(xiàn)代數(shù)控車削方法
車削設(shè)備選用CNC數(shù)控車床,如:CK6140車床,在車削加工中,加工次序、工件安裝、刀具選擇基本上與傳統(tǒng)的車削方法大致相同,但其中工件的對刀方法比傳統(tǒng)的對刀方法有較大區(qū)別,其精度更高、操作更方便。
如圖3所示,雖然Z向的定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)不重合,在車削加工中會產(chǎn)生基準(zhǔn)的不重合誤差,但在數(shù)控加工中,工件安裝完成后,每個(gè)工件的加工都以精加工以后的工件的右端面為基準(zhǔn),以端面中心為工件坐標(biāo)系的零點(diǎn)編程,利用數(shù)控系統(tǒng)的刀具補(bǔ)償功能進(jìn)行對刀,就能保證設(shè)計(jì)基準(zhǔn)與每件加工工序基準(zhǔn)重合,靠數(shù)控加工定位精度高,相對坐標(biāo)編程的特點(diǎn),減少因基準(zhǔn)不重合產(chǎn)生的誤差。

圖3 工序略圖
3 環(huán)形槽軸向尺寸的測量方法
環(huán)形槽軸向距離尺寸測量也是一個(gè)加工重要環(huán)節(jié),測量的準(zhǔn)確性將直接影響加工精度。
環(huán)形槽軸向距離尺寸精度為8級精度,測量非常困難,采用常規(guī)測量辦法難以保證測量的準(zhǔn)確性。若用距離塞規(guī)測量觀察困難和無法實(shí)測出實(shí)際數(shù)據(jù),給切削尺寸的調(diào)整帶來困難。因此,我們選用可對比式距離量規(guī)(見圖4、圖5)[3]。
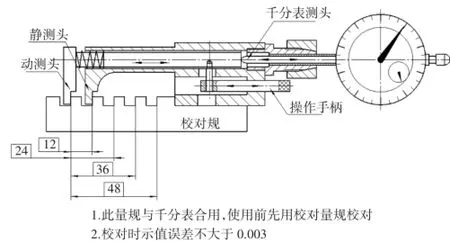
圖4 距離量規(guī)裝置略圖

圖5 工件測量示圖
3.1其量具的測量方法及步驟如下
(1)如圖4所示,將量具與校對規(guī)配合,調(diào)整好千分表、校對規(guī)與專用量具的合適位置,將千分表與量具旋緊固定,反復(fù)操作手柄測量幾次后,記下百分表示值。注意:千分表旋入,使千分表測頭與量具小觸頭面接觸并壓縮0.2 mm左右,旋緊緊固螺母緊定千分表。
(2)如圖5所示,量具體放入被測工件相對應(yīng)尺寸的斷隔槽內(nèi),量具的后基面與工件口部內(nèi)圓柱面φ50相貼合,保證量具的徑向定位利用量具的半圓弧面R25±0.01與零件進(jìn)行徑向定位,量具的靜測頭、動測頭在在彈簧的作用下自然貼合零件的軸向測量面,實(shí)現(xiàn)軸向定位。
(3)用適當(dāng)軸向力向后拉操作手柄多次后,將千分表上的示值記下。這時(shí),就可以將現(xiàn)在的示值與剛才在校對規(guī)上的示值進(jìn)行對比,其差值即為工件的軸向尺寸誤差。
(4)讀數(shù)完成后,然后用適當(dāng)力量壓住彈簧,保證千分表處在空位狀態(tài),取出量具體,然后放在安全位置上。
3.2測量特點(diǎn)
(1)量具體與千分表結(jié)合使用。在校對規(guī)上讀出標(biāo)準(zhǔn)示值,再與零件測量后的千分表示值比較,差值即為環(huán)距尺寸誤差。
(2)測量精確:充分利用千分表的示值精度,獲得具體、直觀的示值。
(3)當(dāng)測量尺寸變化后,要重新更換不同尺寸的動測頭,或準(zhǔn)備多套量具。
4 工藝效果
根據(jù)以上多道高精度環(huán)形槽加工工藝方法[4],測量裝置在實(shí)踐中應(yīng)用情況來看,由于應(yīng)用現(xiàn)代數(shù)控車削的加工方法[5]和采取了較精密的測量方法,所以能更好地保證加工質(zhì)量,并且生產(chǎn)效率有了很大的提高,一次性交驗(yàn)合格率達(dá)95%以上,充分保證了該零件的設(shè)計(jì)要求和使用功能,達(dá)到了提高生產(chǎn)效率和經(jīng)濟(jì)效益的目的。
參考文獻(xiàn):
[1]廖念釗.互換性與測量技術(shù)基礎(chǔ)[M].北京:中國計(jì)量出版社,1988:50.
[2]黃天銘.機(jī)械制造工藝學(xué)[M].重慶:重慶大學(xué)出版社,1988:122.
[3]甘永立.幾何量公差與檢測[M].第9版.上海:上海科學(xué)技術(shù)出版社,2010:80.
[4]閆茂生.高級車工工藝學(xué)[M].第二版.北京:中國勞動社會保障出版社,2008:130.
[5]謝曉紅.數(shù)控車削編程與加工技術(shù)[M].第二版.北京:電子工業(yè)出版社,2008:70.
中圖分類號:TH16
文獻(xiàn)標(biāo)識碼:B
文章編號:1672-545X(2016)04-0132-02
收稿日期:2016-01-17
作者簡介:吳衛(wèi)(1970-),男,重慶江北區(qū)人,本科,高級工程師,研究方向:機(jī)械設(shè)計(jì)制造及自動化。
High Precision Ring Groove of Turning Method
WU Wei
(Chongqing Technology and Business Institute,Chongqing 400000,China)
Abstract:Mainly on the inner hole of the high precision multichannel annular slot parts turning process method,measuring method and measuring device were more detailed analysis,at the same time,the similar structure of traditional machining technology and modern computer numerical control(CNC)machining process method of comparison.
Key words:high-precision;cannelure;technological equipment;metering equipment;numerical control machine
猜你喜歡
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18