中頻電磁脈沖磁處理穩(wěn)定薄壁軸承外圈尺寸研究
2016-07-26 00:34:38李雪梅謝慶生邱望標(biāo)逯博文
軸承 2016年6期
關(guān)鍵詞:磁場
李雪梅,謝慶生 ,邱望標(biāo),逯博文
(貴州大學(xué) a.現(xiàn)代制造技術(shù)教育部重點實驗室; b.工程實訓(xùn)中心;c.機械工程學(xué)院,貴陽 550003)
國內(nèi)一般采用熱時效和振動時效降低工件殘余應(yīng)力。熱時效對溫度控制要求嚴(yán)格,易產(chǎn)生附加熱應(yīng)力并造成材料表面氧化[1-2];振動時效對材料的力學(xué)性能改善較好,但容易破壞材料的疲勞強度,且降低殘余應(yīng)力效果不好。 脈沖磁處理是一種降低鋼鐵材料中殘余應(yīng)力的新方法[3-9]。文獻[10-15]的實踐表明,脈沖磁處理可通過改善刀具中的殘余應(yīng)力分布來提高刀具的使用壽命。文獻[16]通過渦流信號檢測發(fā)現(xiàn)鋼鐵材料在脈沖磁處理后,與殘余應(yīng)力狀態(tài)相關(guān)的渦流信號發(fā)生了顯著改變。文獻[17]的研究表明,間歇磁場作用可降低鋼鐵材料中的殘余應(yīng)力,應(yīng)力的分布呈整體下降趨勢,應(yīng)力下降的最高幅值可達初始應(yīng)力水平的40%[18-19]。針對上述情況,研究人員在磁處理條件和殘余應(yīng)力改變狀態(tài)之間展開了較為系統(tǒng)的研究,但僅限于實驗室試驗,很少將實際生產(chǎn)零件作為研究對象進行磁處理去除殘余應(yīng)力的研究。
現(xiàn)以GCr15鋼薄壁軸承外圈為研究對象,分別在軸向及徑向施加磁場對其進行磁處理,通過脈沖磁場與外圈內(nèi)部殘余應(yīng)力場的耦合作用,使外圈內(nèi)部結(jié)構(gòu)位錯均勻化,達到降低內(nèi)應(yīng)力的目的。
1 試驗
1.1 復(fù)合磁場的設(shè)計
由于薄壁軸承外圈形狀的特殊性,影響尺寸穩(wěn)定的應(yīng)力向外呈徑向分布,因此,為確保磁力線能從不同方向穿過外圈,達到最大程度降低內(nèi)應(yīng)力的目的,使磁力線分別從軸向和徑向穿過軸承外圈,軸向磁場穿過外圈軸心線(圖1a),徑向磁場垂直于外圈厚度方向(圖1b)。

圖1 磁場
1.2 磁處理裝置的制作
磁處理是一種通過動態(tài)磁場與鋼材相互作用來改善工件中殘余應(yīng)力分布的新方法[20]。 鋼材在較弱的外磁場作用下,內(nèi)部會產(chǎn)生正磁致伸縮效應(yīng)(即材料沿磁場方向伸長),隨著外磁場的增大,材料內(nèi)部的磁致伸縮由正變負(fù)(即材料沿磁化方向縮短),當(dāng)材料磁化至飽和時,磁致伸縮也達到負(fù)飽和值[21]。因此,鋼材在動態(tài)磁場的作用下內(nèi)部會發(fā)生正負(fù)交替的磁致振動,其與材料中局部分布不均勻的殘余應(yīng)力共同作用,有可能推動該區(qū)域內(nèi)的位錯產(chǎn)生滑移,產(chǎn)生塑性應(yīng)變從而導(dǎo)致應(yīng)力松弛[22]。
式中:B為螺線管內(nèi)磁感強度;N為線圈匝數(shù);I為通過線圈的電流;l為螺線管中線圈長度;μ0為真空磁導(dǎo)率。
1.3 試驗方法
磁處理方式如圖2所示。磁化線圈采用三線并繞的方式繞制在支架上。磁處理前用千分表分別測量15個外圈一周,其中最大值為長軸直徑,最小值為短軸直徑,再將外圈分別放入軸向、徑向磁場進行磁處理,時間均為8 min。磁處理過程中,外圈溫度35~75 ℃。

(a)軸向
2 結(jié)果與分析

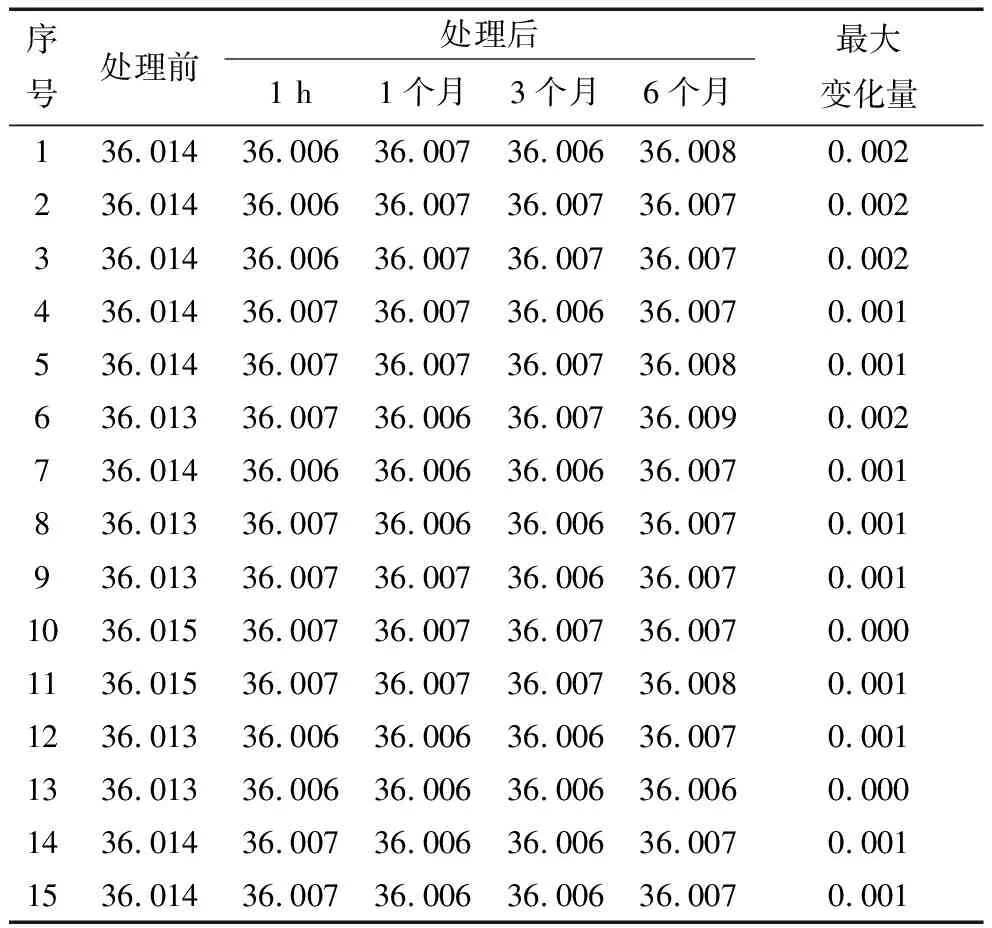
表1 外圈長軸直徑變化量
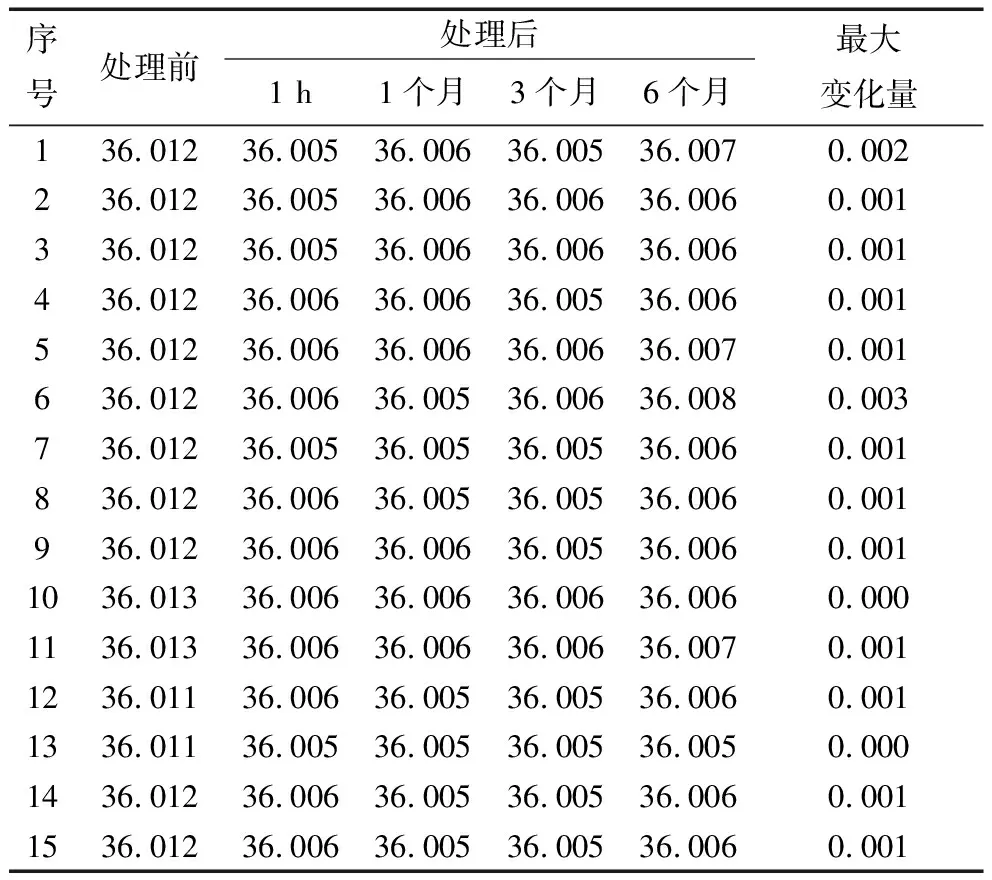
表2 外圈短軸直徑變化量
外圈直徑隨時間變化關(guān)系如圖3所示。由圖可知,經(jīng)過磁處理后,外圈長軸和短軸均呈縮小趨勢,證明多向電磁脈沖磁處理可以有效降低外圈內(nèi)應(yīng)力。此外,與傳統(tǒng)熱時效處理相比,能耗降低了90%以上,處理時間由熱時效的12~24 h減少到5~10 min,且無任何污染排放。

(a)長軸
3 結(jié)束語
經(jīng)試驗證明,采用軸向及徑向的磁場進行磁處理效果良好,能夠使薄壁軸承外圈半年內(nèi)未發(fā)生影響外圈精度的尺寸變化,達到穩(wěn)定外圈尺寸的目的。
此電磁脈沖磁處理降低內(nèi)應(yīng)力的方法高效、節(jié)能、環(huán)保,且設(shè)備成本低,可廣泛應(yīng)用于其他機械零件的去除內(nèi)應(yīng)力、穩(wěn)定尺寸工藝。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
數(shù)學(xué)物理學(xué)報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2017年3期)2017-05-04 07:15:09
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學(xué)學(xué)報(自然科學(xué)版)(2015年3期)2015-02-27 15:31:23