胎面纏繞機(jī)膠條寬度檢測和控制方法的改進(jìn)
2016-07-29 08:25:14張立平王愛震范立鵬
橡膠科技 2016年5期
王 超,張立平,王愛震,范立鵬
(天津賽象科技股份有限公司,天津 300384)
在輪胎生產(chǎn)中,胎面纏繞質(zhì)量和穩(wěn)定性很大程度上依賴于纏繞膠條寬度的穩(wěn)定性。我公司胎面纏繞膠條寬度控制采用將寬度檢測結(jié)果反饋給可編程邏輯控制器(PLC控制器)進(jìn)行閉環(huán)調(diào)節(jié)計算,再通過控制器輸出信號控制壓型輥速度,達(dá)到控制膠條寬度的目的。本工作對胎面纏繞擠出膠條寬度檢測和控制方法進(jìn)行了改進(jìn)。現(xiàn)將改進(jìn)情況簡介如下。
1 改進(jìn)前膠條寬度檢測和控制
1.1 檢測和控制原理
改進(jìn)前胎面纏繞機(jī)膠條寬度檢測(包括定邊和定中檢測)系統(tǒng)采用H3660型紅外線性掃描傳感器(分辨率為0.1%,圖像采樣頻率為500 次·s-1),檢測方法為將膠條置于傳感器與反射板之間,紅外光源照射到反射板上,傳感器掃描陣列對反射光的采樣數(shù)據(jù)進(jìn)行分析,形成位置像素,如圖1所示。傳感器的視野范圍隨其與反射板的距離A變化而變化。傳感器內(nèi)部有一個集成的微處理器,根據(jù)設(shè)定的測量模式輸出相應(yīng)的模擬量或者數(shù)字量信號。

圖1 紅外傳感器測寬原理示意
1.2 存在問題
胎面膠條擠出機(jī)升溫后螺桿以恒定轉(zhuǎn)速旋轉(zhuǎn),擠出膠條,PLC控制器通過采集擠出機(jī)機(jī)頭壓力、螺桿轉(zhuǎn)速、膠條寬度等數(shù)據(jù)進(jìn)行計算,對壓型輥進(jìn)行速度控制,以保證膠條寬度的穩(wěn)定。
控制器采用比例積分微分(PID)閉環(huán)控制,反饋值和設(shè)定值均為膠條寬度,控制變量為壓型輥速度,如圖2所示。圖中,P為比例單元,I為積分單元,D為微分單元,ADC為數(shù)字轉(zhuǎn)換器,DAC為數(shù)字模擬轉(zhuǎn)換器。由于檢測位置和控制位置不同(如圖3所示),導(dǎo)致閉環(huán)系統(tǒng)反饋信號存在延時,所以控制精度受到一定影響。通過電氣程序,增加前饋控制,雖然能在一定程度上彌補(bǔ)位置差帶來的影響,但是并不能從根本上解決問題。
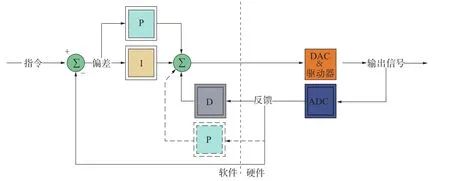
圖2 PID閉環(huán)控制系統(tǒng)
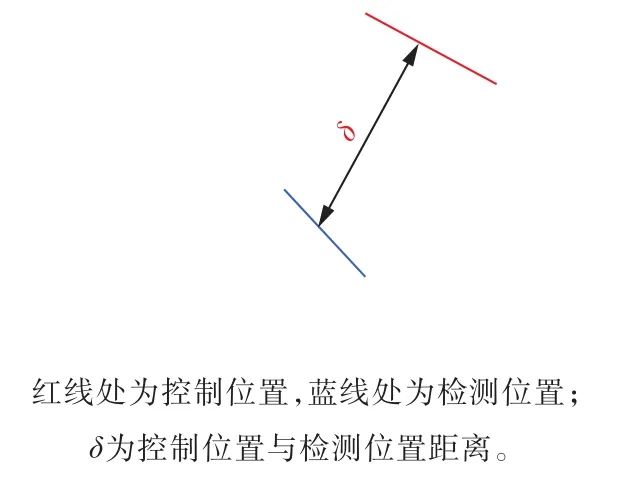
圖3 膠條寬度檢測位置與控制位置示意
2 改進(jìn)后膠條寬度檢測和控制
2.1 檢測和控制系統(tǒng)構(gòu)成
(1)視覺傳感器
改進(jìn)后胎面纏繞機(jī)膠條寬度檢測采用Presence PLUS P4視覺傳感器(如圖4所示)。該傳感器是一個操作簡單的攝像頭,通過簡單的設(shè)定,就可自動進(jìn)行圖像處理,并輸出處理結(jié)果。該視覺傳感器內(nèi)嵌集成控制芯片,通過計算機(jī)安裝相應(yīng)的終端控制軟件(有英文和中文兩個版本),可以直接采集圖像,并對圖像進(jìn)行分析和處理,根據(jù)相應(yīng)配置得出分析數(shù)據(jù),通過以太網(wǎng)和RS232等接口將數(shù)據(jù)傳遞到控制器上。

圖4 Presence PLUS P4視覺傳感器
(2)輔助硬件
視覺傳感器線路接口如圖5所示。視覺傳感器的照明光源電壓為220 V,本身電源電壓為24 V;控制線起循環(huán)啟動作用,連接后,顯示燈呈綠色。

圖5 視覺傳感器線路接口
視覺傳感器鏡頭上安裝2個部件,分別用來調(diào)整視覺傳感器焦距和進(jìn)光量;攝像機(jī)與支架連接,調(diào)整支架,可確保膠條在鏡頭畫面中間;為彌補(bǔ)現(xiàn)場光線不足,將輔助光源放置在鏡頭前。
(3)軟件
在計算機(jī)上安裝PC SoftwareMedia_2014R1B_.exe軟件,安裝類型選擇Compact模式,同時安裝Chinese PRC language pack軟件;在GUI模式中,選擇標(biāo)準(zhǔn)模式。
計算機(jī)上視覺傳感器系統(tǒng)軟件設(shè)置如下。①打開軟件后,首先修改相機(jī)的IP地址。②在系統(tǒng)輸出幀設(shè)置中,通道選擇工業(yè)以太網(wǎng),協(xié)議選擇Modbus/TCP,32位格式選擇MSW-LSW,字符順序選擇高字節(jié)-低字節(jié)。③在系統(tǒng)設(shè)置單元中,將單位設(shè)置為mm,針對視覺傳感器檢測實際寬度進(jìn)行測量,并將測量結(jié)果輸入到以像素為單位檢測的空白處。④在系統(tǒng)語言設(shè)置中,選擇中文簡體(軟件重啟后,語言變更才能生效)。⑤在工具界面(如圖6所示)中,分別在界面的左上角和右下角添加定位工具,各設(shè)一組ROI定位線,每組ROI線寬度設(shè)定為30 mm左右;在界面中間設(shè)一組邊界線,ROI線寬度也設(shè)定為30 mm左右,最后將邊緣數(shù)設(shè)定為2;添加測量工具,測量內(nèi)容為邊緣1到邊緣2的距離,該距離就是膠條寬度,添加通訊工具,將發(fā)送的數(shù)據(jù)設(shè)定為上述檢測的距離。⑥設(shè)置完成后,在工具界面左下方出現(xiàn)5個藍(lán)色方塊,即為添加的工具。

圖6 工具界面
在計算機(jī)上設(shè)置相關(guān)參數(shù),并將設(shè)置參數(shù)傳遞至視覺傳感器保存;在運(yùn)行界面下,將顯示框中的“下一檢測”選中,將“抓拍控制”設(shè)定為“連續(xù)”(如圖7所示)。
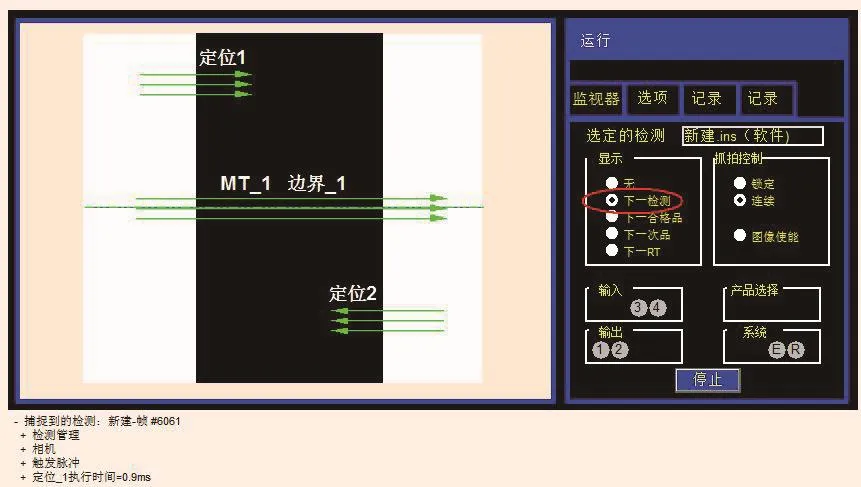
圖7 運(yùn)行界面
視覺傳感器通過以太網(wǎng)與AB PLC 1756-L71進(jìn)行通訊,因此采用RSlogix5000軟件進(jìn)行組態(tài)配置,即在以太網(wǎng)下,選擇Generic Ethernet模塊,組成一個通用以太網(wǎng)模塊。該通用以太網(wǎng)配置模塊包括:Name:P4_EDGE_13;Comm Format:Dtat-INT;Address/Host Name(與上面的相機(jī)IP地址設(shè)定一致);Input Assembly Instance:101,Size 240;Output Assembly Instance:112,Size 4;Configuration Assembly Instance:128,Size 0。
完成配置后,PLC中傳感器全局變量數(shù)據(jù)類型對應(yīng)的程序標(biāo)簽如圖8所示。視覺傳感器回傳的數(shù)據(jù)傳遞到P4_EDGE_13:I中。

圖8 傳感器的全局變量標(biāo)簽
2.2 數(shù)據(jù)分析處理
根據(jù)視覺傳感器內(nèi)部的IO MAP(如圖9所示)進(jìn)行數(shù)據(jù)提取。視覺傳感器輸出的膠條寬度數(shù)據(jù)為二進(jìn)制單精度實數(shù)型,占用32位空間,保存在PLC控制器中需根據(jù)轉(zhuǎn)換規(guī)則進(jìn)行相應(yīng)轉(zhuǎn)換。一個單精度實數(shù)型數(shù)據(jù)由符號S、指數(shù)E和底數(shù)M三部分組成,占用4個字節(jié)、32 bit。其中,S是最高位,1代表負(fù)數(shù),0代表正數(shù);E是S后面的8位數(shù),表示范圍為0~255,因為E可為正數(shù)或負(fù)數(shù),所以該數(shù)減去127才是真正的指數(shù)(范圍-127~+128);M是剩余的23位,左邊省略了一個“1.”。單精度實數(shù)型數(shù)據(jù)的S,E和M計算得出后,通過E來調(diào)整M的小數(shù)點(diǎn)位置,以得出最后結(jié)論。M的小數(shù)點(diǎn)移動方法為:如果E為負(fù)數(shù),小數(shù)點(diǎn)向左移動E個位值;如果E為整數(shù),小數(shù)點(diǎn)向右移動E個位置。
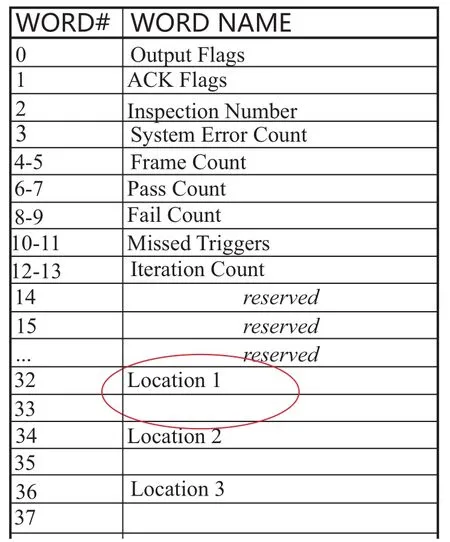
圖9 視覺傳感器內(nèi)部的IO MAP
數(shù)據(jù)轉(zhuǎn)換程序如下:
Vision_E1:=P4_EDGE_13:I.Data[32]& 16#7f80;//屏蔽處理,選取8位數(shù)E
Vision_E2:=Vision_E1/128;//將E右移7位
Vision_E3:=Vision_E2-127;//將E減去127得到真正的E
Vision_M1:=P4_EDGE_13:I.Data[32]&16#007f or 16#0080;//屏蔽處理,得出M
Vision_M2:=Vision_M1*65536;//將M右移16位
Vision_E_offset:=2**(23-Vision_E3);//求出M移動的位數(shù)
Vision_K1.0:=P4_EDGE_13:I.Data[32].0;//計算寬度的小數(shù)部分
Vision_K2.0:=P4_EDGE_13:I.Data[33].15;
Vision_K3.0:=P4_EDGE_13:I.Data[33].14;
Vision_K4.0:=P4_EDGE_13:I.Data[33].13;
Vision_K5.0:=P4_EDGE_13:I.Data[33].12;
Vision_K6.0:=P4_EDGE_13:I.Data[33].11;
Vision Sensor Data:=Vision_M2/vision_E_offset+Vision_K1*0.5+Vision_K2*0.25+Vision_K3*0.125+Vision_K4*0.0625+Vision_K5*0.03125+Vision_K6*0.015625;//將整數(shù)部分與小數(shù)部分求和得出最終的結(jié)果
if Vision Sensor Data<=0 or Vision Sensor Data>=200 then//針對寬度值進(jìn)行范圍限制
Strip Width:=0;
else
Strip Width:=Vision Sensor Data;
end_if;
膠條寬度(Strip Width)數(shù)據(jù)反饋給PLC控制器進(jìn)行PID閉環(huán)調(diào)節(jié)計算,對壓型輥速度閉環(huán)控制,達(dá)到調(diào)整膠條寬度的目的。
3 結(jié)語
采用視覺傳感器替代紅外線傳感器改進(jìn)胎面纏繞膠條寬度檢測和控制方法,有效縮短了膠條控制位置與檢測位置的距離,提高了閉環(huán)控制的實時性,膠條寬度控制穩(wěn)定性顯著提高,控制精度提高了20%以上,胎面纏繞機(jī)的調(diào)試周期和纏繞過程縮短,纏繞效果明顯改善。
但胎面膠條寬度控制涉及的參數(shù)較多,所以僅通過提高檢測實時性來提高控制精度有一定的局限性,還必須對擠出機(jī)壓力、溫度、口型形狀進(jìn)行分析和調(diào)控,才能更好提高胎面纏繞膠條寬度的精度。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11