汽車總裝線上加注制動液泄漏故障分析
2016-08-02 07:59:55王龍飛北京汽車股份有限公司北京101300
汽車科技 2016年2期
王龍飛(北京汽車股份有限公司,北京,101300)
?
汽車總裝線上加注制動液泄漏故障分析
王龍飛
(北京汽車股份有限公司,北京,101300)
摘 要:本文使用8D方法對總裝線上制動液加注泄漏問題進行分析,采用了魚骨圖、排除法和5Why分析法確定了根本原因,即加注槍與制動油壺口匹配可靠性差,然后制定了改進方案, 并做樣件進行驗證,最后做了FMEA潛在失效模式分析和管理問題追溯。本文對于汽車線上加注泄漏故障分析和解決具有一定的參考價值。
關鍵詞:制動油壺;加注槍;制動液;泄漏

王龍飛湖北汽車工業學院畢業,工作于北京汽車股份有限公司,汽車中級工程師,研究方向:整車質量管理。
前言
制動液加注系統在汽車生產線上屬于裝配工藝設備,主要是完成汽車制動液的加注。隨著汽車生產效率的不斷提高,加注節拍也越來越快。一般要求在45~80 s內完成制動液的加注,要先對汽車系統抽真空,并達到一定真空度時,再將液體在壓力下加入。并要求在抽真空的同時,通過系統真空度的變化來判斷汽車各系統是否有泄漏現象,這對汽車制動系統尤為重要。
本文通過對總裝線上加注制動液泄漏的故障分析,使用排除法和5why分析法找到了漏液的根本原因,并優化了設計方案,最后進行了潛在失效模式擴展分析和管理問題追溯,以期能對今后的線上加注漏液故障分析提供借鑒。
1 線上加注工藝分析
在汽車裝配流水線上,汽車制動液常采用抽真空負壓加注,其原因如下:a.如果加注容腔的進液路徑較長、通徑較小而又無其他排氣口,則加注時液體容易堵塞管路,使得腔內空氣難以排出,無法持續加注,這時需采用負壓抽真空加注。b.制動液對于介質中的空氣溶解度有一定要求,若仍采用正壓加注則會造成空氣的溶入,從而影響汽車的安全性和操作性。
目前,基本上所有的汽車制造廠在總裝線加注制動液時都采用真空加注機。使用真空加注機有以下幾個優點:極大的縮短加注的時間,人工加注至少需要30分鐘,而真空加注機可以在2分鐘內完成;保證制動液管路的真空度,確保車輛的制動效果;降低操作工勞動強度;降低車輛的生產成本;提高工廠環境的清潔度。
1.1 制動液加注設備的工作原理
制動液真空加注機[1]的工作原理主要是通過PLC(可編程邏輯控制器)操作系統控制各電氣動力部件,完成對需加注的容器一次真空,大漏、小漏檢測,二次真空,定壓加注,當加注到壓力平衡后通大氣、回吸,將多余的液體回吸至需要的液面,從而完成一個加注循環。
德國杜爾的制動液加注設備主要構成有:機柜、液壓管路部分、真空泵單元、電氣控制單元(操作面板用的是西門子系統)、氣動控制單元、加注單元(含加注管和加注槍)、隨動軌道及隨動單元等。
1.2 設備的加注過程
制動液的加注過程分為摘槍、夾緊、抽真空、穩壓檢漏、二次真空、加注、保壓、吹氣、回吸、松夾、凈化、掛槍等過程,整個加注過程節拍約150秒。加注工序見表1-1:

表1-1 加注工藝過程分解說明如下:
2 分析方法
本文主要應用福特8D方法[2]對問題進行分析,對八個步驟根據實際情況做了部分調整,并增加了經驗教訓總結,主要的研究步驟和分析方法如表1-1所示:
3 現狀調查
3.1 問題說明
在試生產轉正式生產階段,C50E車型發生了線上加注制動液泄漏問題,加注設備提示“異常:最大加注容量”故障信息,雖然是偶發問題,但嚴重影響了生產節拍(見圖2-1和2-2)。
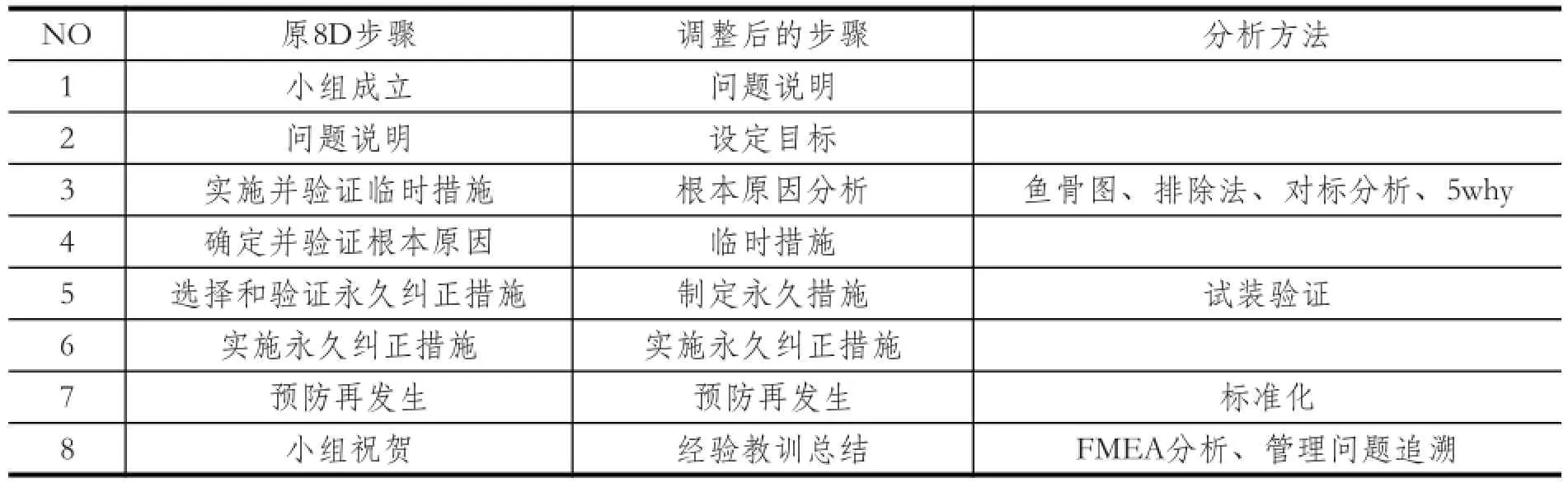
表1-1 分析步驟和分析方法

圖2-1 線上加注制動液示意圖
圖2-2 設備提示的故障信息
根據現場調查情況,統計出泄漏車輛的情況如下表2-1所示:

表2-1 故障車輛比例統計
由上表可以看出線上加注制動液泄漏平均故障率約11%。
3.2 設定目標
根據生產的實際要求,將線上加注制動液泄漏率改進設定目標為“0”。
4 原因分析
4.1 用魚骨圖[3]分析
從人、機、料、法、環、測(也叫5M1E)六個方面分析加注失效可能的原因,如圖4-1所示:

圖4-1 魚骨圖分析
4.2 排查分析:
對列出來的可能原因做嵌套式問題排查分析,找出要因,見表4-1:
通過表4-1的排查分析認為:油壺結構偏軟和油壺與加注槍匹配不佳是漏液的主要原因。
(1)加注設備工作原理圖:

圖4-2 加注設備工作原理圖
(2)與現代ix35車型加注槍結構和加注參數進行對標分析:

圖4-3 北分與北京現代加注制動液參數對比
驗證措施:加注參數調整與北京現代加注參數調整一致,加注壓力5000 mbar調整到4000 mbar,加注時間37 s調整到20秒。
驗證結果: 驗證了100臺車,漏液8臺,漏液量減少,但問題未根本消除。
(3)油壺口局部尺寸:
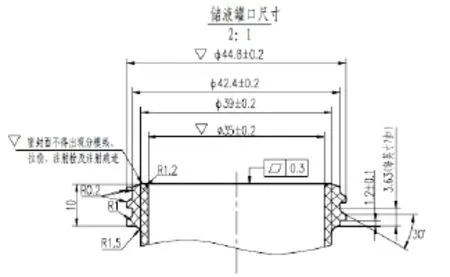
圖4-4 油壺口局部尺寸
5 制定措施

表4-1 嵌套式六要素原因排查分析
5.1 臨時措施
因油壺設變周期較長,所以先根據分析的主要原因確定臨時措施。制作加注槍的輔助定位塊(見圖5-1),使加注制動液時盡量減少晃動。臨時措施實施后,漏液比例降低到了6%左右。
5.2 永久措施:
通過以上分析確定的改進方案為:
(1)油壺口由傾斜的改為直嘴的,避免加注槍的重量向油壺一側傾斜,降低油壺口底部承受的側向力。

圖5-1 輔助定位塊
(2)油壺口內部增加加強筋,增加油壺的承重性,減小油壺的變形。
6 措施實施和驗證
6.1 做拼接件驗證改善效果
首先做了10個手工拼接樣件,見圖6-1:

圖6-1 C50E原油壺和拼接件
驗證結果如下:
第一輪小批量試裝全部ok。于是再做了40個樣件進行第二輪試裝,卻發現在線加注時漏液2個,漏液比例為5%,與原來相比有所降低,但還是未徹底解決該問題,還需要進一步提高加注槍和油壺夾緊的可靠性。
6.2 方案進一步優化
用5Why法[4]繼續分析問題的根本原因。
為什么線上加注制動液時泄漏←是因為加注制動液時加注槍晃動←是因為油壺與加注槍卡接可靠性差←是因為加注槍與油壺卡接接觸面積小←是因為油壺底部卡接最小凸臺僅為1.7mm←是因為油壺設計時未考慮加注槍夾緊的可靠性。
根據設計圖紙:最大凸臺為2.9mm,最小凸臺為1.7mm,采用螺紋形式,且凸臺位置為夾緊位置。由以上驗證結果分析認為:加注槍頭夾緊時,凸臺長度不一致,導致加注槍夾緊不穩定,所以在加注施壓過程中,加注槍傾斜,產生漏油現象。
為了進一步提高油壺與加注槍卡接的可靠性,設計方案需要進一步優化,經過對比分析確定了以下兩種可行方案,見表6-1和圖6-2:
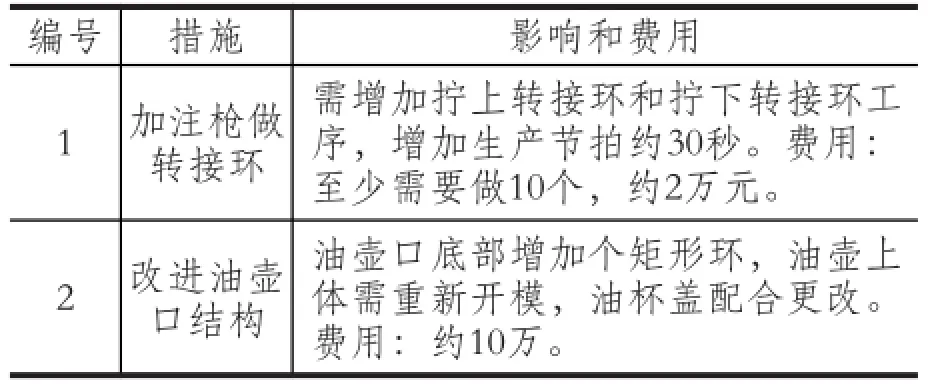
表6-1 改進方案

圖6-2 兩種改進方案對比
通過對比方案和結合現場實際情況:做轉接環對生產節拍影響較大,因為C50E月生產預計1萬臺以上,且需與其他車型共線生產,最終決定修改油壺口結構。
6.3 最終改進方案確定
通過對比分析,確定的最終優化方案為:油壺底部增加個2.9×1.8 mm的矩形環,提高加注槍與油壺口卡接的可靠性。
6.4 樣件試裝
第一次修模后的樣件尺寸,油壺口矩形環到端面的高度設計要求10±0.15 mm,實測平均10.8~11 mm,尺寸偏大。試裝了5個樣件,全部泄漏。之后觀察加注槍與油壺口連接處,發現卡爪未完全回位,超了卡爪的有效行程。見圖6-3:

圖6-3 卡爪未完全回位
第二次修模后油壺口矩形環到端面的高度實測9.98 mm~10.02 mm,試裝了5個樣件全部ok。第二輪試裝95個,全部ok。第三輪試裝500個全部ok。之后批量切換,未再發生過加注漏液現象。
油杯蓋底部修去了部分螺紋,為避免油壺蓋擰不到位,綜合耐久路試搭載了兩個新狀態油壺樣件,行駛4.5萬公里后,未發現油壺口附近有滲漏現象。至此確定最終改善效果驗證通過。
7 預防再發生
7.1 標準化圖紙
試驗驗證通過后,下發了正式設計變更圖紙,油壺口局部見圖7-1:

圖7-1 油壺口最新圖紙
油杯蓋底部去除部分螺紋,保證底部以上2.5 mm處無螺紋,保證油杯蓋有效螺紋在兩扣以上,保證與油杯口擰緊后無干涉并且密封可靠,見圖7-2:

圖7-2 油杯口局部尺寸對比
7.2 改善前后實物對比
改善前后油壺口實物對比如圖4-3所示:
原油壺口:與平面傾斜32°,底部為1.7~2.9 mm漸變螺紋。
改后的油壺口:垂直于平面,底部為2.9×1.8 mm的矩形環。
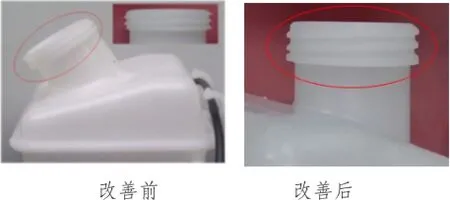
圖7-3 油壺口設變前后對比
8 經驗教訓總結
8.1 FMEA潛在失效擴展分析
針對線上加注噴液泄漏故障,需要采取措施避免問題再發。在此用FMEA潛在失效擴展分析來列出哪些原因最有可能導致這些故障,按照可能性從大到小排列,并對這些原因采取預防措施。
故障現象:總裝線上加注制動液泄漏。
可能的原因和預防措施如下表8-1所示:
8.2 管理問題追溯
管理大師戴明說:"員工只須對15%的問題負責,另外85%歸咎于制度流程"。什么樣的流程就產生什么樣的績效,企業有問題一定是管理問題。因此有必要對管理問題進行追溯,優化管理流程。因此對該問題做經驗教訓總結記錄,后續開發新車型類似產品均考慮最優設計方案。
加注槍與制動油壺口設計的匹配可靠性差,主要是由于以下兩個環節的管控失誤,見表8-2:
9 結 論
加注槍與油壺的接口設計,極易產生泄漏,在設計之初非常有必要做DFMEA分析潛在失效模式,需要重點考慮油壺與加注槍的匹配,包括油壺口夾緊的可靠性、油壺承重結構的強度、油壺口的角度等。同一條生產線上對不同狀態的油壺進行加注時,密封圈很容易破損,所以有必要對共線生產的不同車型做標準化。標準化還可以極大的降低成本,減少問題發生。
此次總裝線上加注制動液泄漏故障分析的可能原因比較全面,創新的重點是對問題做了潛在失效模式擴展分析和管理問題追溯,并且普及到其他類型產品在整車開發前期就參考經驗教訓總結做最優設計,降低了再發風險,最后從管理流程上做了優化,徹底避免同類問題再發。
參考文獻:
[1]曹英, 汽車制動液加注設備的設計與自制[J], 《汽車工藝與材料》, 1998(11):34-35.
[2]呂勇, 采用8D工作法實施糾正措施[J], 《中國質量認證》, 2002:57-58.
[3]陳文, “PDCA+魚刺圖分析法”的增壓器裝配質量改善[J], 《工業工程》, 2015(1):55-59.
[4]劉富強, “五個為什么(5Whys)”分析法[J],《現代班組》, 2011, 第6期(6):29-29.
中圖分類號:U466
文獻標識碼:A
文章編號:1005-2550(2016)02-0093-07
doi:10.3969/j.issn.1005-2550.2016.02.016
收稿日期:2015-12-30
Failure analysis of brake fluid leaking in the automobile assembly line
WANG Long-fei
( BAIC MOTOR, Beijing 101300, China )
Abstract:This article is a improvement of filling brake fluid leaking in the assembly line, with the 8D steps, use the Fish-bone Chart, Exclusion Method and 5Why tools to find the root cause that the design reliability of the filling gun and brake oiler is poor. Then make prototypes to verify the improve effect. At last, make the potential FMEA analysis and management problem review. It has certain reference value for the leaking problems in the automobile assembly line.
Key Words:Brake oiler; Filling gun; Brake fluid; leaking