薄壁零件加工教學
2016-08-02 07:11:40張文勇
廣東教育 2016年6期
張文勇
?
薄壁零件加工教學
張文勇
摘要:薄壁零件應用廣泛,一般使用沖壓機床加工,但薄壁零件的數控加工比較困難,因為其剛性差,易變形。教師可以利用手頭的工具來加工“旋鈕”薄壁零件,充分利用身邊的資源向學生展示如何用數控銑床加工薄壁零件,讓學生親自加工來加強體會,了解薄壁零件的加工工藝和注意事項。
關鍵詞:薄壁零件;加工工藝 ;電腦編程
一、引言
零件在加工過程中由于各種因素導致變形是無法消除的,零件在加工中變形的大小除了與零件本身材質、結構有關系外,也與加工中零件的裝夾方式、刀具選用、切削用量及冷卻液的選擇等有很大的關系。材質、結構與其用途有關,有時是無法取代的,因此,我們在零件材料一定的情況下,必須從加工過程中想辦法,比如采用正確的裝夾方式、合理選用刀具、切削用量、冷卻液等,這些是減少零件變形的關鍵所在。
薄壁零件變形最大,最難控制,主要原因是薄壁零件剛性差、強度弱,在加工中極易產生變形,使零件的形位誤差增大,不易保證零件的加工質量。由于薄壁零件重量輕、結構緊湊,應用極為廣泛。因此,為了讓學生學習加工薄壁零件,筆者特意選擇了結構不容易變形、精度要求不高、表面曲面粗糙度要求較高的旋鈕圖案(圖1)。

圖1 旋鈕圖案
二、工藝分析
零件材料為鋁合金。
零件結構分析:零件總體結構比較簡單,但屬于薄壁腔體零件,壁厚僅有1mm。加工中要去除大部分材料,會產生銑削熱量,從而導致零件產生熱變形,這一點是我們制定工藝方案前必須考慮的。薄壁零件加工的影響因素主要還有以下幾個方面:
① 裝夾時零件產生彈性變形,嚴重影響加工表面的幾何精度和位置精度;
② 切削力作用使零件產生變形;
③ 機床、附件、夾具本身剛性不足,影響加工精度;
④ 切削振動也是造成加工誤差的重要原因;
⑤ 零件的厚度要保證均勻;
⑥ 保證零件表面的粗糙度。
上述諸原因,我們在加工前就要逐一解決,制定加工的方案。
我們加工采用的數控銑床是發那科系統的華亞數控銑床,轉速最高為6000r/min,進給最高F為8000mm/min,裝夾工件只有平口鉗,銑刀材質為高速鋼,毛坯為70X70X20mm。
三、加工過程
1.選擇裝夾方式
由于該零件屬于腔體薄壁零件,在銑削加工中不能按常規采用平口鉗裝夾,因為平口鉗裝夾使零件受力情況不理想。零件在加工中隨著大部分材料的去除,其垂直受力方向有變,因而產生變形。但是工件并沒有對精度要求很高,保證視覺上的完整就可以了,我們也只有平口鉗可以裝夾,因此,在教學過程中,選擇了平口鉗裝夾的方式。為了避免夾壞工件,要求力度不能太大,工件用銅片包裹裝夾,裝上平口鉗以后用手大力搖不動就行。剛開始加工由于毛坯比工件高出8mm,所以只要裝夾4~6mm就可以了。
2.對刀方法
無論正反面,都是利用平口鉗的平面作為Z軸高度基準來對刀,比如:毛坯安裝以后,最高面到平口鉗平面的高度為15.7mm,對刀的時候把這個高度差定為15mm,通過機床坐標來把Z軸零點設在毛坯表面,更換刀具的時候統一用這種方法,避免了加工后的毛刺妨礙Z軸對刀儀的擺放,又可以迅速更換刀具,保證了對刀的精度。
3.刀具選擇
數控加工對夾具的要求可以從以下兩個方面考慮:盡可能做到在一次裝夾后能加工出全部或大部分待加工表面,盡量減少裝夾次數,以提高加工效率和保證加工精度;盡量采用組合夾具、通用夾具,避免采用專用夾具。
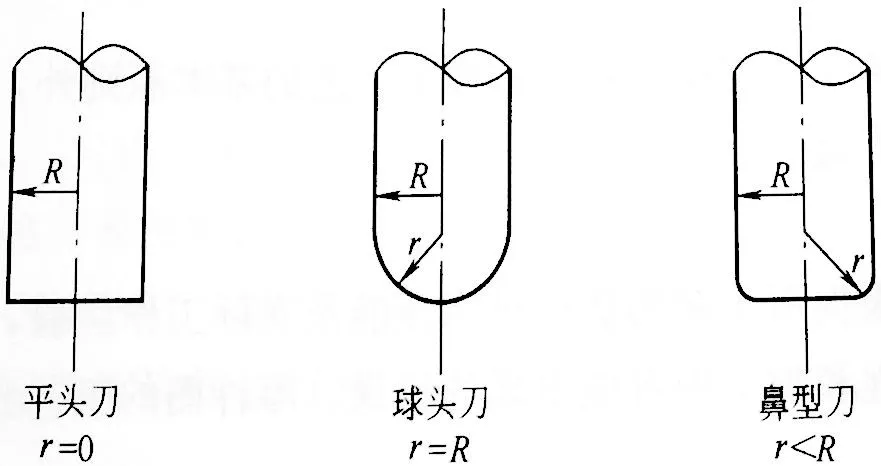
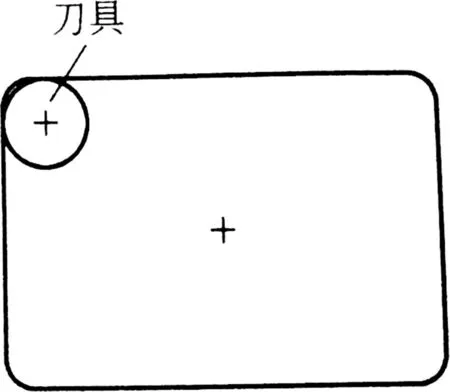
刀具的選擇要求如下:要根據零件材料的性能、加工工序的類型、機床的加工能力以及準備選用的切削用量,來合理地選擇刀具。例如,對于銑削平面零件,可采用端銑刀和立銑刀;對于模具加工中常遇到的空間曲面和銑削,通常采用球頭銑刀或帶小圓角的鼻型刀。立銑刀有平頭刀(r=0)、球頭刀(r=R)和鼻型刀(r 圖2 立銑刀的三種類型 在凹形輪廓銑削加工中,選用的刀具半徑應小于零件輪廓曲線的最小曲率半徑,以免產生零件過切,影響加工精度,如圖3所示。在不影響精度的情況下,刀具半徑盡可能取大一點,以保證刀具有足夠的剛度和較高的加工效率。 圖3 旋鈕圖案對上表面的粗糙度要求很高,在工件銑平面的時候留0.2mm,表面有曲面和平面相切,因此,采用圓鼻刀來兼顧曲面和平面,可以一起加工,保證了加工中的連貫性,避免了更換刀具帶來的誤差。 4.旋鈕的分析與加工 編程的軟件采用CAXA制造工程師2011版,如圖1所示的零件是我校實施數控銑床項目教學的一個旋鈕實訓項目,該零件是針對學生學完多面加工后,學習薄壁加工的綜合實例,該旋鈕的加工工藝比較復雜,同時也是難點。需要保證表面粗糙度,保證零件的變形不能太大,工件裝夾比較麻煩,尤其是反面加工內壁的時候。 (1)零件構圖十分簡單,通過幾個簡單的步驟(圖4)就可以完成實體構圖。 圖4 (2)剛開始加工上表面時使用直徑16的白鋼刀,粗加工就可以,層高3mm,轉速S為3800r/min,進給量為1200mm/min,用輪廓線精加工來編程,而上表面曲面余量則是用等高粗加工來完成。精加工曲面時要注意選擇不同的加工方法,加工的曲面會有不同的粗糙度,為此我們嘗試了等高精加工、參數線精加工、掃描線精加工、輪廓導動精加工等方法來進行試驗。試驗證明:等高精加工刀路不均勻,加工時間太長,出現重復加工,提刀次數密集;參數線精加工計算時間太長,中間平面無法加工;掃描線精加工從電腦顯示的刀路來看比較好,刀路均勻,沒有太大問題,但加工出來后工件表面光潔度、粗糙度都不能滿足要求(圖5);輪廓導動精加工刀路均勻,電腦編程計算速度在之前幾個精加工中最快,占用的內存也最少,因此,傳輸的時間也變短了,加工出來后表面會有一條進刀痕較為明顯(圖6),但是觸摸起來并沒有什么問題,總的來說是最優的。 圖5 圖6 內壁如何加工決定了殼體的厚度和零件變形的程度。由于毛坯的厚度有20mm,而零件高度是12mm,因此,在上表面加工外形時,我們特意把深度加工為14mm,反面加工的時候裝夾好,簡單地對XY軸進行對刀,Z軸則要利用平口鉗的平面來對刀計算高度,用銑平面把多余的材料切掉,通過不斷的Z軸零點的調整來保證零件12mm的高度,然后再換上分中棒進行精確分中。這里的關鍵是在Z軸的對刀上,比如:使用Z軸對刀儀來對刀,對刀儀放在平口鉗的平面上,對好以后的高度是50mm,而工件Z軸零點距離平口鉗的平面是5mm,那么刀具最低點離工件零點是50-5=45mm,只要在機床輸入“Z45.”就完成Z軸對刀了。之后更換的刀具也是使用同一種方法去對刀,同樣是輸入“Z45.”,這樣就保證了統一的基準,縮小了零件厚度的誤差,避免換刀以后對刀出現大的誤差而導致工件嚴重報廢。 圖7 對刀以后將是對內壁進行加工,切削用量對切削力的影響是至關重要的。精加工薄壁零件一般應降低和控制切削用量,增加切削次數,勻速切削,以便減少切削力和切削熱。若切削面積相等,增加走刀量比增加切削深度的切削力小。而切削速度對切削力的影響是不斷變化的,一般應采用較高的切削速度。所以選用合理的切削參數是傳統加工薄壁零件時所應考慮的重要措施之一。因此,在加工內壁時無論使用何種刀具切削深度都要較少,機床的轉速只有6000r/min,選擇加工的層高參數是平時使用的層高的一半以下,而進給量是平時的一倍以上,加工時再根據實際加工來調整進給量。加工旋鈕上表面時,底部留了3mm高,1mm的余量,在反面加工時采用雙面對稱去除余量方法,即在加工中交錯進行薄壁兩面的加工(CAXA制造工程師中的等高精加工使用XY優先加工方法),但是,在這之前要先進行粗加工,余量留0.5~1mm為好,通過提高零件薄壁的剛性來減少零件的變形,最終我們就可以加工出想要的工件了(圖7)。 四、結束語 以上介紹了加工薄壁零件在有限的條件和資源下需要注意的一些方法和技巧,但在專業生產中確實有許多的不足之處,筆者也在不斷努力,在教學工作中盡自己最大的能力,充分利用手頭的資源讓學生了解基本的加工過程還是非常有必要的。同時不得不指出,在實際數控加工中,加工的方法是相當靈活的。總之,只有通過不斷地探索,勇于嘗試不同的方法,善于發現問題的所在,逐漸積累經驗,才能有助于提高編程加工效率,提高實際應用水平。 參考文獻: [1]深圳華亞機床有限公司.數控銑床操作說明書[Z].2011. [2]清遠市職業技術學校校本教材.數控銑項目教學法教材[M].2008. 責任編輯陳春陽 收稿日期:2016-03-09 作者簡介:張文勇(1986-),男,清遠市職業技術學校教師。研究方向:數控銑床。(廣東 清遠/511800) 中圖分類號:G712 文獻標識碼:A 文章編號:1005-1422(2016)06-0084-03