角焊縫超聲波檢驗方法及其缺陷的分析
2016-08-07 04:54:28田野
大科技 2016年25期
田野
(中國核工業華興建設有限公司)
角焊縫超聲波檢驗方法及其缺陷的分析
田野
(中國核工業華興建設有限公司)
介紹L型、T型角焊縫超聲波檢驗的基本方法,通過理論的學習與實踐的經驗對核電廠鋼結構超聲波檢驗發現的缺陷能夠準確判斷其位置,并對缺陷類型進行歸類與總結,避免發生漏檢與誤判,確保焊接質量的穩定。
超聲波檢驗;全熔透L型;T型焊縫;未熔合缺陷
引言
隨著工業的發展,新能源越來越多被人們所利用,而核能作為清潔、高效、經濟的新能源必然成為我國的發展趨勢及其被廣發應用。因此核電廠的建造期間的質量要嚴格把關,而核電廠的鋼結構工程也顯得尤為重要,特別是T型角焊縫的焊接質量,根據《鋼結構工程質量驗收施工規范》(GB50205-2001)的要求為:全焊透的一、二級焊縫應采用超聲波檢驗,由于焊接工藝的差異,檢驗人員經驗的不足等諸多因素影響,對檢驗結果產生誤差較大,為避免漏檢與誤判,所以正確使用超聲波檢驗方法對檢驗結果顯得尤為重要。
1 角焊縫的焊接
角焊縫的拼裝,一般是在腹板側開K型、單V型坡口,K型坡口焊接時一般先在腹板一側施焊,另一側反面清跟后再施。角焊縫的焊接一般采用手工電弧焊或CO氣體保護焊。超聲檢驗一般要了解被檢試件的焊接工藝參數、焊接方法、坡口類型、材質規格、熱處理狀態等先決條件。下面我們以圖1 L型焊接接頭和圖2 T型焊接接頭兩種焊接結構為例來做分析。
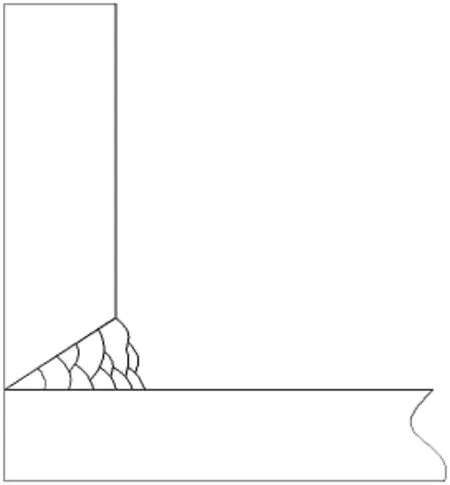
圖1 L型焊接接頭
2 超聲波檢驗的基本條件
2.1 檢驗儀器的選擇
為了能夠精確定位,選擇線性誤差較小的儀器,為了能夠精確定量,選擇垂直線性好,衰減器精度高的儀器,并且儀器的性能指標符合有關標準的規定。
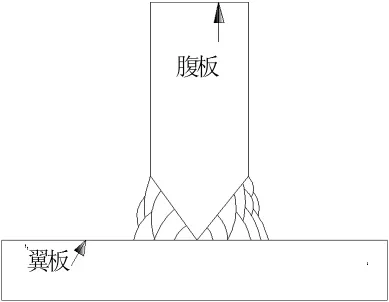
圖2 T型焊接接頭
2.2 探頭的選擇
對于上述兩種焊接接頭我們選擇縱波直探頭、橫波斜探頭。頻率一般選擇5MHz,對于母材厚度較大或材質衰減較明顯的焊縫,可考慮較低的頻率。為了提高檢測效率橫波斜探頭一般選擇13mm×13mm的晶片尺寸。縱波直探頭一般選擇∮20mm的晶片尺寸。探頭K值的選擇應使斜探頭的聲束能掃查到整個檢測區截面,斜探頭的聲速中心線應盡量與該焊縫可能出現的危險性缺陷垂直,根據腹板厚度來選擇K值。
2.3 耦合劑的選擇
耦合的好壞決定著超聲能量傳入工件的聲強透射率高低,一般選擇流動性、無污染的化學漿糊,少量工件也可用機油。
2.4 DAC曲線的制作
根據相關標準要求的試塊來校驗儀器的組合性能,并準確制作DAC曲線,確保檢驗結果的準確性,這里不做細說。
2.5 其他
超聲檢驗前確保焊縫外觀質量符合有關文件規定。
3 L型、T型角焊縫未熔合缺陷超聲波檢驗基本方法與分析
角焊縫常見的缺陷有氣孔、夾渣、未熔合、未焊透、裂紋等。而T型、L型角焊縫焊接接頭未熔合又是長見的危險性缺陷,對鋼結構焊接接頭危害極大。下面我們以未熔合為例來介紹超聲波檢驗的基本方法。
未熔合是指焊縫金屬與母材金屬,或焊縫金屬之間未熔化結合在一起的缺陷。按其所在部位,未熔合可分為坡口未熔合,根部未熔合,層間未熔合三種。就T型角焊縫而言它可能產生在翼板與熔化金屬的結合處,也可能產生于腹板坡口與熔化金屬的結合處。對于翼板處未熔合缺陷我們以縱波直探頭檢驗為主。靈敏度的確定有兩種:一種是標準規定的有關試塊進行調節,這里我們用第二種,即被檢焊縫翼板母材無缺陷完好部位來調節靈敏度。這樣即可可避免耦合、粗糙度、聲程等引起誤差的影響,又可以節約成本避免購置大量試塊。靈敏度調整好以后,可對工件進行檢驗。探頭放在角焊縫所對應的翼板上進行(見圖3 L型、K型焊接接頭缺陷位置及探頭位置),如圖3 L型、K型焊接接頭缺陷位置及探頭位置所示,探頭垂直于焊縫中心線做往復運動,由A→B→C→D→E依次循環做。當探頭在位置A時,儀器熒光屏上將出現翼板處多次反射底波,假如焊縫無缺陷,探頭位置由B→C移動時,熒光屏上底波的反射波將會向右移動。當探頭移動到位置C時,反射脈沖波將會消失,因為聲波能量將會傳入腹板而消失。當探頭位置由D→E移動時,儀器熒光屏上會出現一個向左移動的直至底波的位置穩定下來的多次脈沖反射波。焊縫如有缺陷,L型接頭可通過熒光屏上反射波來辨別,一般來說探頭在翼板上移動時(翼板與熔化金屬這個區域),熒光屏上有反射脈沖波,并且探頭移動時,波形比較穩定,回波波形寬,一般是未熔合。K型接頭則發生在B到D的區域,此位置出現的未熔合與未焊透相似,缺陷最高反射時探頭位于B或D的位置,一般可產生與底波位置一致的多次反射脈沖波,波形圓滑,幅值可能較大,也可能較低。對K型焊接接頭翼板側焊縫下層狀撕裂也有發生,故檢測時需注意,縱波直探頭的檢測很重要。對腹板側我們用橫波斜探頭檢測,這時選取K值很重要,根據相關標準及工作經驗我們選取K=2.0的探頭較為適宜。如果腹板坡口與熔化金屬間純在未熔合缺陷,把探頭放在腹板處,當超聲波發射出的主聲束垂直于角焊縫的坡口時信號反射最強,即儀器熒光屏上的反射波最高,這時我們將探頭沿角焊縫方向平移,未熔合反射缺陷波基本不會發生變化,再固定探頭,對焊縫進行轉角檢驗,會發現該反射波以對稱性減弱。
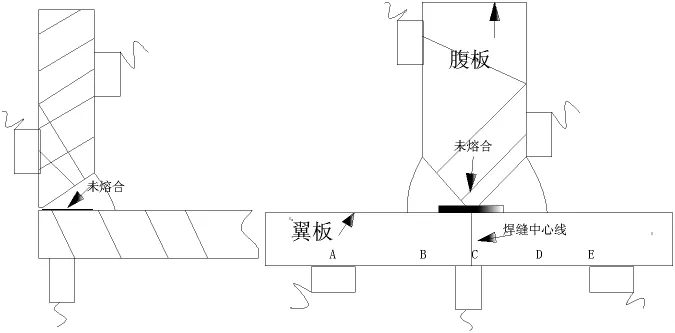
圖3 L型、K型焊接接頭缺陷位置及探頭位置
4 非缺陷回波的識別
超聲波校驗能夠檢測各類缺陷,與此同時也會產生各類非缺陷回波,這就要求檢驗人員有很高的技能、很強的責任心。下面介紹幾個常見的橫波斜探頭的非缺陷回波。
4.1 工件輪廓回波
當超聲波射達工件的臺階等輪廓時在熒光屏上將會引起一些輪廓回波,條件允許時可用手沾油觸摸法來鑒別工件輪廓回波。
4.2 端角反射波
超聲波在兩個平面構成的直角處將產生端角反射波。既可能有根部焊接缺陷產生的回波,也可能有焊縫內成型或錯邊引起的端角反射波。檢測時應注意動態波形的特點加以區分。除此之外還有探頭雜波、山形波、幻想波、草狀回波等。總之,在檢測時會出現各種各樣的非缺陷回波,此時應注意應用超聲波反射、折射和波型轉換理論,并計算相應回波的聲程和時間來分析判別可能出現的各種非缺陷回波。
5 未熔合缺陷的產生與防止
未熔合缺陷產生的主要原因有:焊接電流過小;焊接速度過快;焊條角度不對;產生了弧偏吹現象;焊接處于下坡焊位置;母材表面有污物或氧化物影響熔敷金屬與母材間的熔化結合等。未熔合是一種面積型缺陷,坡口未熔合和根部未熔合對承載截面積的減小都非常明顯,應力集中也較為嚴重,其危害性僅次于裂紋。采用較大的焊接電流,正確地進行施焊操作,注意坡口部位的清潔等能有效的防止未熔合的發生。
6 總結
超聲波作為一種常規的檢驗手段,對L型K型角焊縫焊接接頭檢驗起著至關重要的作用,而焊接接頭又是鋼結構制作過程中的重中之重,也相對薄弱,這就要求我們要牢固掌握超聲波檢驗的基本方法,對未熔合等危險性缺陷能夠了解并熟悉,提高檢驗的準確性。通過缺陷產生的位置及其規律,及時對焊接工藝進行改進,避免未熔合等缺陷的發生。
[1]鄭暉,林樹青.超聲檢測第二版[M].北京-中國勞動社會保障出版社,2008.
[2]國家標準.《鋼結構工程施工質量驗收規范》(GB50205-2001)[S].北京:中國標準出版社,2001.
TG441.7
A
1004-7344(2016)25-0311-02
2016-8-21
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12