數(shù)控滾齒機順銑掉角問題探討
2016-08-08 14:34:52盧剛
大科技 2016年7期
盧剛
(陜西法士特集團公司 陜西寶雞 722409)
數(shù)控滾齒機順銑掉角問題探討
盧剛
(陜西法士特集團公司 陜西寶雞 722409)
在滾齒加工中常常會因為各種各樣的原因使加工出來的齒輪產(chǎn)生各種誤差,包括齒圈徑向跳動誤差(幾何偏心)、公法線長度偏差(運動偏心)、齒形誤差、齒向誤差和齒面粗糙度誤差等。本文通過對重慶YKX3132M型數(shù)控滾齒機滾齒時的受力情況進行探討,解決其順銑掉角的缺陷。
數(shù)控滾齒機;逆銑與順銑;受力分析;掉角
1 問題的提出
公司生產(chǎn)的一種片齒輪在滾齒時出現(xiàn)掉角現(xiàn)象,而其他精度均符合工藝要求,通過更換十幾臺同型號設備加工此齒輪均不能解決,具體表現(xiàn)如圖1所示(三坐標測量機所測齒向):齒輪的一個角明顯有多切除現(xiàn)象。加工時所用機床為重慶機床廠生產(chǎn)YKX3132M型數(shù)控滾齒機,齒輪參數(shù)為齒數(shù)44、模數(shù)4.8,壓力角20°的直齒圓柱齒輪。

圖1 齒向誤差
2 原因分析
掉角缺陷是一種加工誤差,那么首先分析加工誤差產(chǎn)生的原因:零件加工精度的誤差涉及整個工藝系統(tǒng)的精度問題,主要來自兩個方面:①工藝系統(tǒng)本身的誤差,包括加工原理誤差,機床夾具、刀具的制造誤差,工件的測量誤差等;②加工過程中出現(xiàn)的載荷和各種干擾,包括工藝系統(tǒng)的受力變形、熱變形、振動、磨損等引起的誤差[1]。我們從滾齒加工的原理來分析產(chǎn)生掉角問題的原因,滾齒加工是按照展成法原理來加工齒輪的,其加工過程由三條傳動鏈組成(圖2所示):
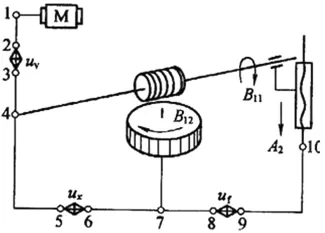
圖2 滾切直齒圓柱齒輪的傳動原理圖
(1)由滾刀主軸旋轉(zhuǎn)運動和工件旋轉(zhuǎn)聯(lián)系成為展成運動傳動鏈:這條傳動鏈保證工件和刀具的嚴格運動關系,通過交換掛輪保證了齒輪的齒形和齒數(shù),由于除齒向外其他誤差都在工藝要求范圍內(nèi)所以排除此傳動鏈的問題。
(2)主運動傳動鏈:主電機通過皮帶輪副和兩對弧齒錐齒輪副經(jīng)過消隙輪機構(gòu)帶動滾刀轉(zhuǎn)動。主運動傳動鏈是聯(lián)系動力源和滾刀主軸的傳動鏈,滾刀轉(zhuǎn)速保證了齒輪漸開線齒廓的成形速度,與齒向精度無關。
(3)滾刀垂直運動形成的進給運動傳動鏈:為了切出整個齒寬,滾刀在自身旋轉(zhuǎn)的同時,必須沿工件軸線方向作直線進給運動,由滾刀刀架沿立柱導軌移動實現(xiàn)。齒輪的齒向誤差由進給運動精度保證,包括立柱導軌與工件軸線的平行度、工作臺與尾座頂尖的同軸度、工作臺的軸向竄動及徑向跳動、走刀絲杠的螺距誤差、工件安裝的徑向跳動等,文中提到的掉角問題就是齒向問題,那么一定可以通過提高進給運動精度來解決。
3 解決方法
分析滾齒加工程序可知此齒輪由兩次走刀完成滾切過程(如圖3所示)。第一刀滾刀順時針切入并沿立柱向下完成粗切,留精切余量1mm,此過程滾刀旋轉(zhuǎn)方向與工件送入方向相反為逆銑;第二刀滾刀繼續(xù)順時針旋轉(zhuǎn)切入并向上運動完成精切,此過程滾刀旋轉(zhuǎn)方向與工件送入方向相同為順銑。分析順銑和逆銑的受力情況如圖4所示,圖中F為切削合力,分解為主切削力Fv和進給力Fr。可以看出進給力Fr將工件向工作臺方向壓緊,增強了工件夾緊可靠性,有利于提高加工精度,而主切削力Fv將工件向芯軸方向壓緊,引起刀桿和工件芯軸的變形,不利于加工精度提高,而在順銑過程中主切削力遠大于進給力,所以可以初步判斷順銑時的刀桿、芯軸變形大于逆銑,這就造成順銑時加工精度比逆銑時差。此判斷剛好符合文中提到的順銑時產(chǎn)生掉角現(xiàn)象,下面驗證此判斷是否正確。
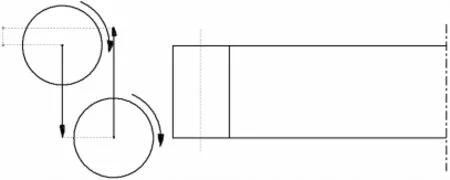
圖3 滾切加工過程圖

圖4 順銑和逆銑受力分析
在第一次走刀(逆銑)完成后將工件取下到三坐標去測量齒向,發(fā)現(xiàn)沒有掉角現(xiàn)象,說明粗切時沒有產(chǎn)生掉角;改變第二次走刀進給方向,在第一次走刀完成后滾刀退回,第二次走刀仍然從上向下采用逆銑加工,經(jīng)測量齒輪也沒有產(chǎn)生掉角現(xiàn)象。由此可以說明前面的判斷是正確的,只有在順銑時由于主切削力過大,引起了工藝系統(tǒng)較大的受力變形,加工快完成時切削力趨近于零,刀桿和芯軸受力變形變小造成了切入深度變大,形成掉角缺陷。
針對掉角缺陷產(chǎn)生的原因提出如下兩種解決方案:①增強工藝系統(tǒng)的剛性:通過減小工件與夾具間隙、縮短刀桿長度、增大刀桿預緊力、減小刀桿與托架之間的間隙、增大尾座夾緊力等方法提升工藝系統(tǒng)的剛性,可以大大減小掉角現(xiàn)象,使工件精度達到工藝要求。②改變滾齒加工的走刀方式:在不影響加工效率的前提下將兩次走刀順序調(diào)換,粗銑時從下到上采用順銑,精細時從上往下逆銑,粗銑時產(chǎn)生的掉角誤差在精銑中得到修正,基本消除了掉角現(xiàn)象。
4 總結(jié)
這個掉角問題困擾我們很久,換了十多臺機床一直無法解決,而通過加工原理的分析完美解決了這個難題。這就告訴我們所有的問題都是有跡可循的,只要勤于思考、善于分析,就一定能夠找到解決辦法。
[1]周 琴.加工誤差產(chǎn)生的原因及分析[J].現(xiàn)代機械,2011(2):8~13.
TG659
A
1004-7344(2016)07-0232-02
2016-2-8
盧 剛(1982-),男,助理工程師,本科,主要從事金屬切削機床大項修及設備改造方面的工作。
