陶瓷馬賽克外墻磚輸送生產線減振方法研究*
2016-08-13 05:31:41董關平范彥斌
陶瓷 2016年7期
劉 杰 董關平 范彥斌
(佛山科學技術學院 廣東 佛山 528000)
?
陶瓷馬賽克外墻磚輸送生產線減振方法研究*
劉杰董關平范彥斌
(佛山科學技術學院廣東 佛山528000)
摘要筆者主要介紹了目前陶瓷廠馬賽克外墻磚的生產現狀,指出了馬賽克輸送生產線由于振動導致磚體排列混亂的現象,并對該振動現象產生的原因進行了研究分析。研究發現,其主要原因是由于鏈輪傳動固有特性以及設備的設計缺陷導致鏈條輸送線發生振動,同時,為減少生產線的振動狀況,筆者提出了一些減振方法及相應的設備結構改進措施。
關鍵詞陶瓷馬賽克外墻磚生產線減振改進
前言
馬賽克又名錦磚,是一種可以通過拼接排雷形成各種圖案的建筑陶瓷裝飾材料,其花色多樣,到目前為止,市場上已經生產有上千種顏色的馬賽克磚體。由于其具有耐用度高、價格低、裝飾效果好和圖案可定制等優點,被廣泛用于室內的地板、墻面或室外墻體的裝飾,我國的陶瓷馬賽克生產銷售總量巨大。隨著時代和科學技術的飛速發展,社會物質文化和精神文化都更加富于多元化,由此人們已經不再僅僅滿足溫飽,而是追求更高的精神享受,人們審美意識以及對生活品質的追求也在發生著巨大轉變,特別是對于居家裝飾更加注重藝術風格的多樣性[1]。馬賽克市場得到了快速的發展,市場的需求不斷上升,與國外馬賽克生產廠商相對比,主要是花色和生產成本質量兩個方面存在一些差距:首先,國外生產設備先進,在自動檢查破碎品和色差的技術方面,國內生產廠家與其有一定的差距;其次,由于陶瓷廠為24 h連續作業,在生產線的穩定性和生產效率方面與國外企業也有一定的差距。國內的生產廠商主要依靠相對廉價的勞動力和機械設備的低成本,獲得在馬賽克產品價格方面的優勢。從生產陶瓷的本身質量來看,在產品本身技術方面國內的陶瓷生產技術已經達到了先進水平,但是,生產設備的技術短板導致生產效率一直較低,這方面還需要不斷地改進和創新。筆者主要介紹了目前陶瓷廠馬賽克外墻磚的生產現狀,以及生產線上馬賽克磚體在輸送過程中出現排列混亂的問題,因為馬賽克磚體的排列問題始終貫穿著整個生產過程,在這方面的改進對生產效率具有明顯的益處。同時,針對這些問題,我們根據設計及生產經驗并提出自己的一些改進意見。
1 馬賽克磚體的生產工藝
陶瓷廠馬賽克外墻磚一般生產工藝為:通過壓機壓磚坯模(為多組預留排列整齊的型腔),一般按照市場需要,主要根據用途不同大致分為20 mm×20 mm至60 mm×60 mm不等的方形或矩形形狀,一般壓機下型腔的模具表面有一定的紋理,主要根據該陶瓷馬賽克設備中的壓機成形設備是正打微粉布料還是反打微粉布料,目前的二次或一次陶瓷布料機械,主要采用的布料方式是反打微粉布料,由于拋光工藝的發展,反打工藝相對容易實現表面紋理的形成。馬賽克磚體經過壓機布料成形之后,經過釉線工藝以及翻轉設備,實現磚體的翻轉平穩整齊排列放置在高溫板進入高溫爐燒結。玻璃馬賽克大致工藝為先經過高溫將原材料融化,然后將溶液注入到設備馬賽克模型腔體中,經過自然冷卻,并配有相應的取出設備,實現玻璃馬賽克的收集,然后通過各種排列裝置實現磚體的重新排列[2]。在磚體從高溫熔爐中進入鋪貼打包工藝的過程中,存在自然冷卻的時間,以及相對較長的輸送距離,在輸送過程中,由于馬賽克磚體放置在高溫板上,其溫度高,在選擇輸送方式上,要考慮這個因素。在選擇輸送方式時,平帶傳動穩定快速,但是高溫板不適合在皮帶輪上運輸,所以當前主要的運輸方式采用鏈條傳動。
2 現有設備存在的問題
鏈條生產輸送線對于大面積比如600 mm×600 mm至1 000 mm×1 000 mm的地面磚影響不是很大,主要原因是因為大面積磚體直接放置在鏈條線上,首先其有一定質量,運動相對較平穩;其次,其面積大,雖然有一定的振動,這些由于振動導致磚體發生偏轉而形成的位置誤差,提取機械手是采用的吸盤吸取,只要不出現磚體損壞是不會影響到生產的。但是對于尺寸為20 mm×20 mm至60 mm×60 mm的馬賽克磚體,其振動導致出現的問題就很容易顯現出來,對于馬賽克磚體,一般都是采用吸盤直接提取,目前的設計都是采用一個吸嘴對應一個馬賽克磚體的吸取方式,整條生產線采用的控制系統是通過檢測高溫托板的到達位置,而高溫托板在鏈條線上的運輸過程中,由于經過了高溫燒結,磚體強度增加,而且高溫板表面摩擦系數小,磚體的微小振動容易導致馬賽克磚體的跳動,在提取過程中由于有部分馬賽克偏離預定位置較多,取磚機械手下降后所對應的吸嘴口不能完全放置在馬賽克磚體上,導致出現整個版面吸取不全的問題,這樣就造成需要工人手工補磚。
3 產生的原因及解決措施
依據生產實際經驗以及理論研究發現,鏈條線生產過程中首先在齒輪的生產上,目前大部分馬賽克的生產廠家都是使用常用的鏈條齒輪,生產的設備主要是滾齒機,是通過展成運動和分齒運動合成,由于加工過程中是手工對位,容易形成齒形誤差,主要表現在齒形歪斜,形成不對稱的齒廓,以及滾齒刀的軸向跳動原因產生的。針對這些問題,我們主要的建議是在加工方面加強機床操作人員責任心。同時,由于齒輪傳動的齒廓不是嚴格的漸開線,在鏈輪與齒輪的嚙合過程中,容易產生沖擊,每次嚙合都產生加速度形成振源,輪齒承受載荷,如同懸臂梁,其根部受到脈沖循環的彎曲應力作用。當這種周期性應力超過齒輪材料的彎曲疲勞極限時,會在根部產生裂紋,并逐步擴展。當剩余部分無法承受外載荷時,就會發生斷齒。齒輪由于工作中嚴重的沖擊、偏載以及材質不均也會引起斷齒。所以工人在滾齒機上加工完鏈輪之后,應該齒頂修緣,盡量減少誤差。
振動同時也是噪聲的來源,產生噪聲的3種振動形式為:首先鏈節的橫向振動和縱向振動所產生的噪音是鏈傳動噪聲最主要的部分,這種噪聲是嚙合過程中鏈條和鏈輪齒輪間相互作用產生的[3];其次振動的情況嚴重,陶瓷廠在設備保養方面也存在一定的問題,由于齒面工作區溫度很高,如潤滑條件不好,齒面間油膜破裂,對鏈輪傳動形成破壞。一般來說,新鏈輪在未經磨合即進入生產時,容易產生較強烈的振動沖擊。另一方面,潤滑油粘度過低,運行溫度過高,齒面上單位面積載荷過大,相對滑動速度過快,以及接觸面積過小等,也會使油膜易于破裂而造成齒面劃痕,所以機加工操作人員,需要經常注意添加潤滑油以及檢測鏈輪和鏈條的破損情況,以便及時維護。
在設備改進方面,主要從兩個方面進行改進,為減少振動帶來的馬賽克磚體位置跳動,可以在鏈條線上設計鏈條自動張緊裝置。由于該鏈條線生產線單節長度為10~15 m,整條生產線長200 m左右,長跨距鏈條,由于鏈條鏈節變形累計容易產生跳齒和脫齒現象,在生產線上增加自動漲緊機構能有效減少跳齒和脫齒現象。其次在減振方面,在鏈輪安裝位置可以設計減振彈簧裝置,如圖1所示。
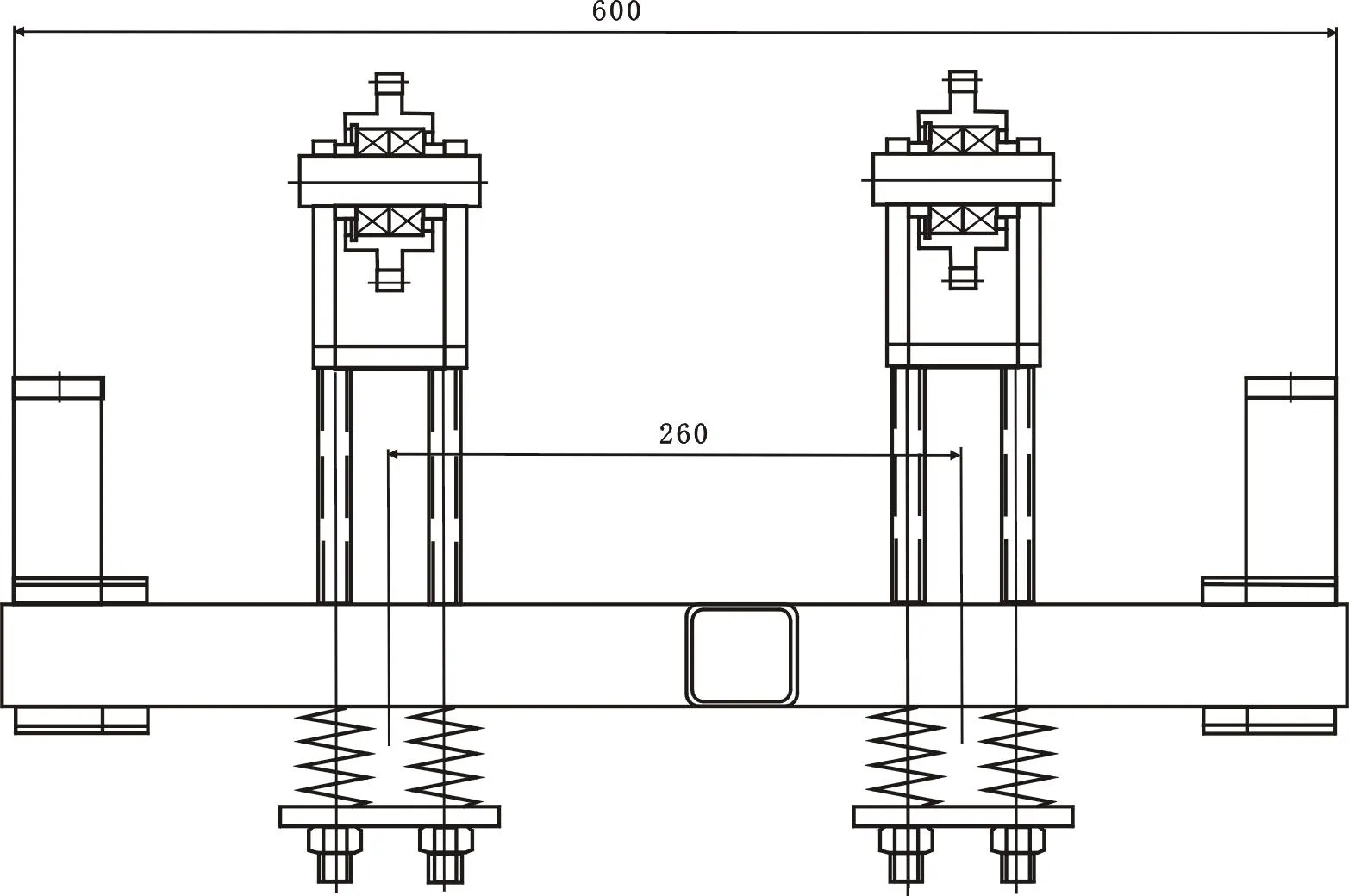
圖1 加彈簧裝置的鏈條傳動示意圖
沖擊載荷是產生嚙合噪聲和振動的主要原因之一。在鏈傳動設計中,傳動參數鏈輪齒數、鏈條節距的選擇是關系設計質量的重要環節,鏈輪齒數與鏈節距是相對獨立的兩個參數。作為獨立參數,鏈輪齒數對鏈傳動動載荷的影響必有其獨立的一面[4]。在鏈輪齒數設計方面,生產經營中,齒數多的鏈輪相對要運動平穩一些,所以設計人員在設計過程中,盡量選擇相對齒數多一些齒輪結構,同時齒形節距對傳動的振動平穩性也有一定的影響,節距相對較小的鏈輪傳動相對要平穩些,大節距的鏈條傳動振動要大,但是使用壽命要高一些,這個也需要設計人員綜合考慮設計成本和維護生產成本,相對選擇一個適中的設計方案。
4 結語
目前陶瓷廠在生產設備方面的問題還是比較多的,主要原因在于國內制造業技術的不夠先進,設備精度和質量達不到要求;理論方面的設計研究還沒有達到與之匹配的高度。筆者結合生產實際情況,主要介紹了生產線中鏈傳動產生振動導致的生產問題,介紹了產生振動的幾個原因。同時,針對這些問題,根據生產經驗從設備本身的結構和鏈輪的加工方面介紹,提出自己的一些改進意見。希望在陶瓷設備生產中有一定的參考價值。
參考文獻
1王靜.淺析陶瓷馬賽克裝飾藝術的現狀與創新發展.2013(14):382~382
2董關平,范彥斌.基于MCGS及PLC的陶瓷外墻磚全自動鋪貼系統的設計.中國陶瓷,2015,51(7):59~63
3李兆文,王勇.滾子鏈傳動系統的減振降噪研究.設計與研究,2009(8):19~25
4王君玲,楊玉芬,程玉來.鏈輪齒數對鏈傳動動載荷的影響.沈陽工業大學學報,2004,26(1):18~22
*基金項目:廣東省自然科學基金項目(項目編號:2014A030310301);廣東省公益研究與能力建設專項(項目編號:2014A010106002);佛山市科技攻關項目(項目編號:20141020149) ;廣東省科技攻關項目(項目編號:2012B091000175)。
作者簡介:劉杰(1983-),講師;主要從事陶瓷機械自動化、數控系統等方面的研究。
中圖分類號:TP205
文獻標識碼:A
文章編號:1002-2872(2016)07-0029-03
The Method of Vibration Reduction On Ceramic Mosaic Production Line
Liu Jie,Dong Guanping,Fan Yanbin
(Foshan University,Guangdong,Foshan,528000)
Abstract:This paper mainly introduces the status of ceramics factory Mosaic tile production and analyzed the phenomenon that the mosaic chaos arrangement on transmission line which caused by chain transmission vibration. Studied the causes of the vibration phenomenon, research finding that the main reason is the sprocket drive inherent characteristics and defect design of the equipment that lead to chain line vibration. At the same time, in this paper we put forward our own opinion of equipment structure improvements and some methods of vibration reduction to solve the problems.
Key words:Ceramic mosaic; External tile; Production line; Vibration attenuation; Improvement
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
天天愛科學(2020年6期)2020-09-10 07:22:44
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學物理學報(2017年6期)2018-01-22 02:26:40
工業設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57