鍍敷金剛石在金屬結合劑中發揮作用的機理探討(下)
2016-08-15 10:56:32馮海洲董書山
超硬材料工程 2016年4期
關鍵詞:區域
馮海洲,董書山
(1.泉州眾志新材料科技有限公司,福建 泉州 362012;2.吉林大學超硬材料國家重點實驗室,長春 130012)
?
鍍敷金剛石在金屬結合劑中發揮作用的機理探討(下)
馮海洲1,董書山2
(1.泉州眾志新材料科技有限公司,福建 泉州 362012;2.吉林大學超硬材料國家重點實驗室,長春130012)
文章分別對燒結后鍍敷金剛石表面狀態及元素分布、鍍敷金剛石與胎體接壤部位的元素分布和顯微硬度值進行了觀察與檢測,以及對試樣的抗彎強度和實際工具的切割性能進行了測試。數據分析的結果表明,鍍層中的Ti很容易擴散到金剛石周圍約一個粒徑范圍內的胎體中,提高了該局部胎體區域的機械性能,達到了改善工具的實際切割性能的效果。
鍍敷金剛石;元素分布;顯微硬度;Ti;擴散;機械性能
樣塊D:
光學顯微鏡照片optical microphotograph
在試樣D中可看到金剛石表面有較多顆粒狀黏附物。
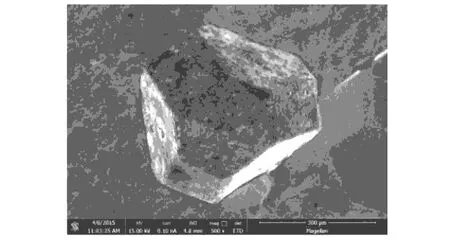
SEM照片SEM image
金剛石表面與樣塊C相同,有明顯蝕坑。
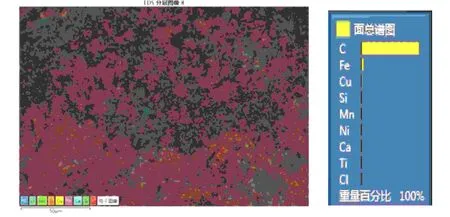
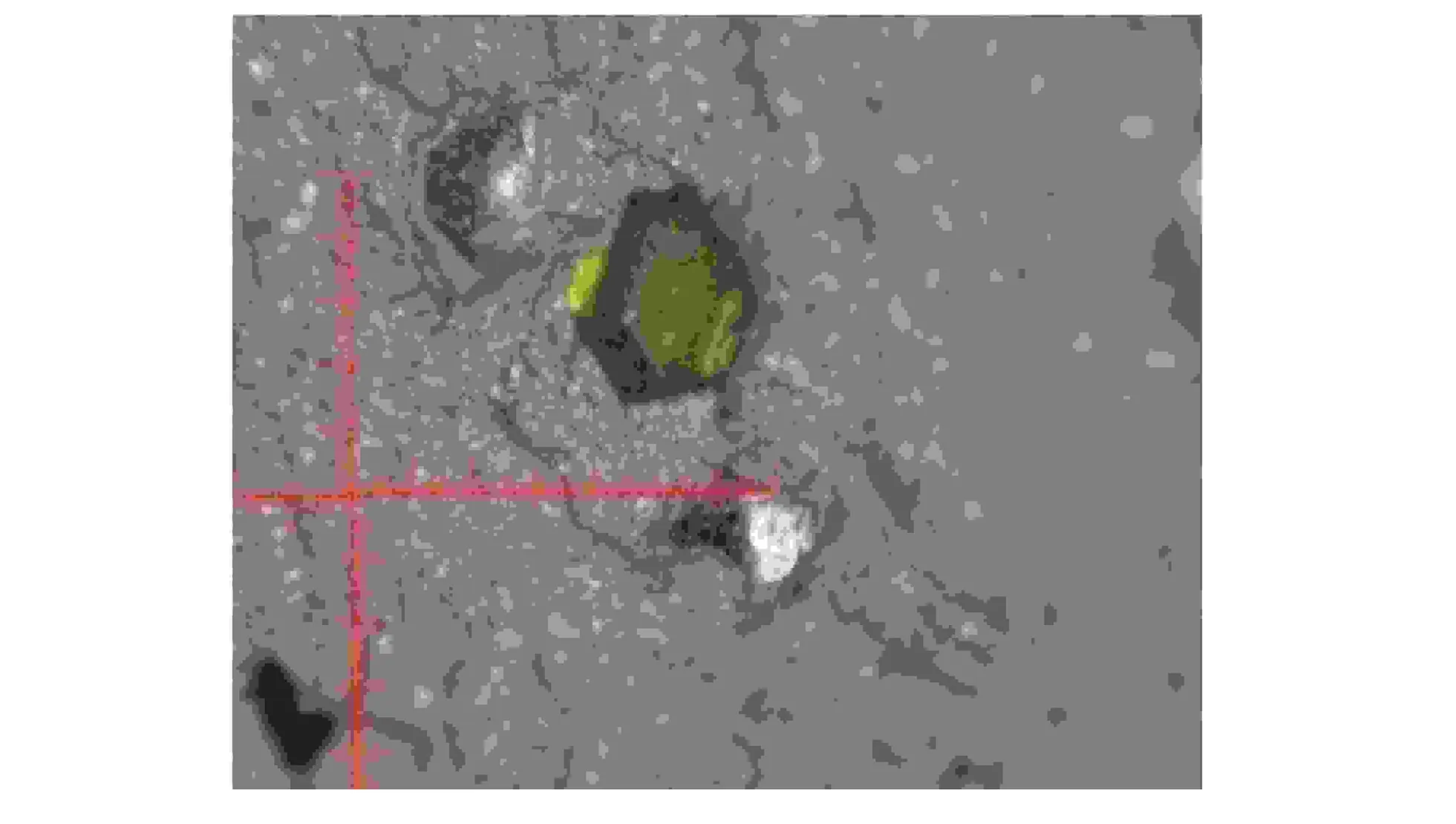
金剛石表面元素分布element distribution on diamond surface
只檢測出少量的Fe和Cu元素,應為胎體遷移到金剛石表面。
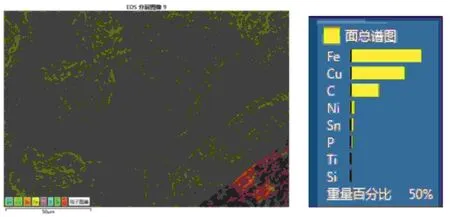
金剛石與胎體接壤部位元素分布element distribution at the interface of diamond and matrix
樣塊E所用金剛石與樣塊C相同。樣塊C與D金剛石表面均未測出Cr,只測出了Ti,且Ti也主要分布在胎體部位。
樣塊E:
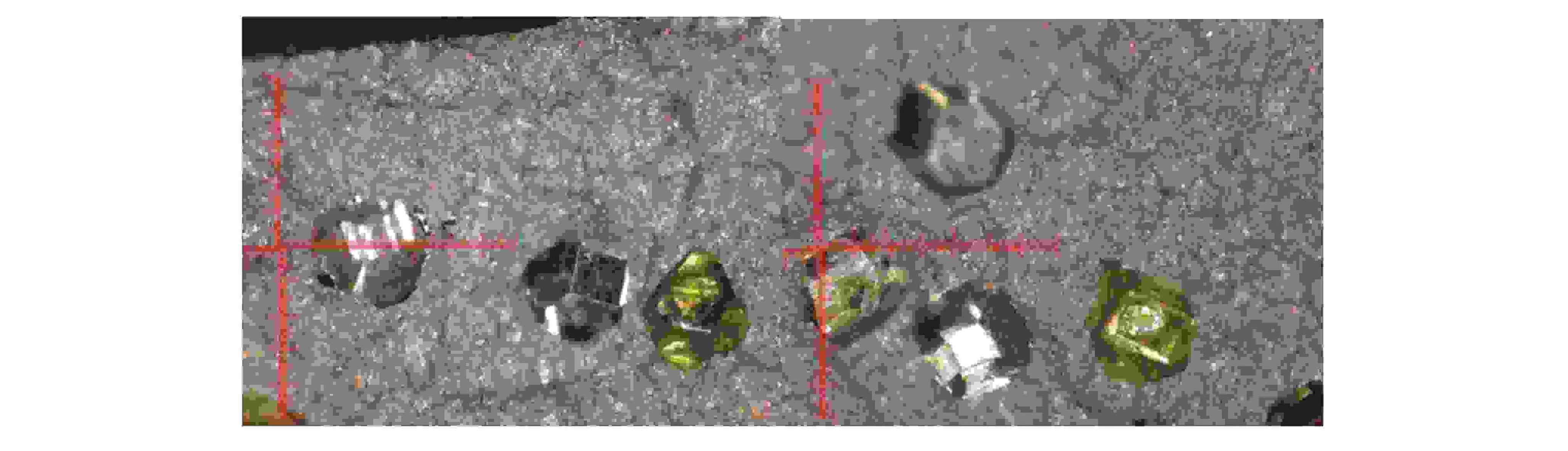
光學顯微鏡照片optical microphotograph
胎體與A相同,僅金剛石更換為未鍍的裸料,觀察金剛石表面與坑底光滑,與A類似。
樣塊F:
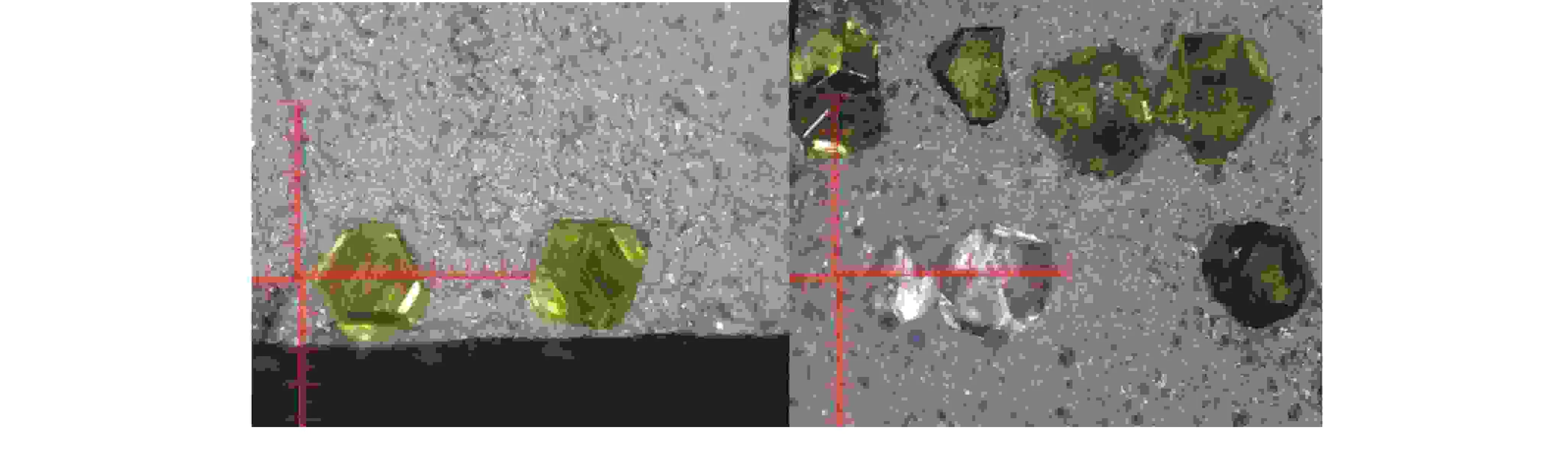
光學顯微鏡照片optical microphotograph
樣塊F胎體與D相同,僅金剛石更換為未鍍的裸料,觀察金剛石表面有微小黏附物,坑底較光滑有微小蝕點。
從上看出,只要是鍍敷金剛石帶來了Ti元素,鍍覆層幾乎就會被胎體吸收,鍍敷層中的Cr主要分布在金剛石表面,向胎體中擴散較少;而Ti則有明顯的擴散,滯留在金剛石表面的Ti僅占很小的一部分。
4.3各樣塊中金剛石附近的顯微硬度變化
在ABCDEF各個樣塊表面挑選暴露完整的金剛石,周圍進行細致打磨后,從金剛石邊緣向胎體部分選取一直線,每隔0.1mm取一點,測量其顯微硬度,加載力50g,15s,并將測得的HV值按照距金剛石邊緣位置繪制曲線并擬合近似曲線,觀察其HV與金剛石外緣位置的變化關系。繪制圖表如下(圖3):
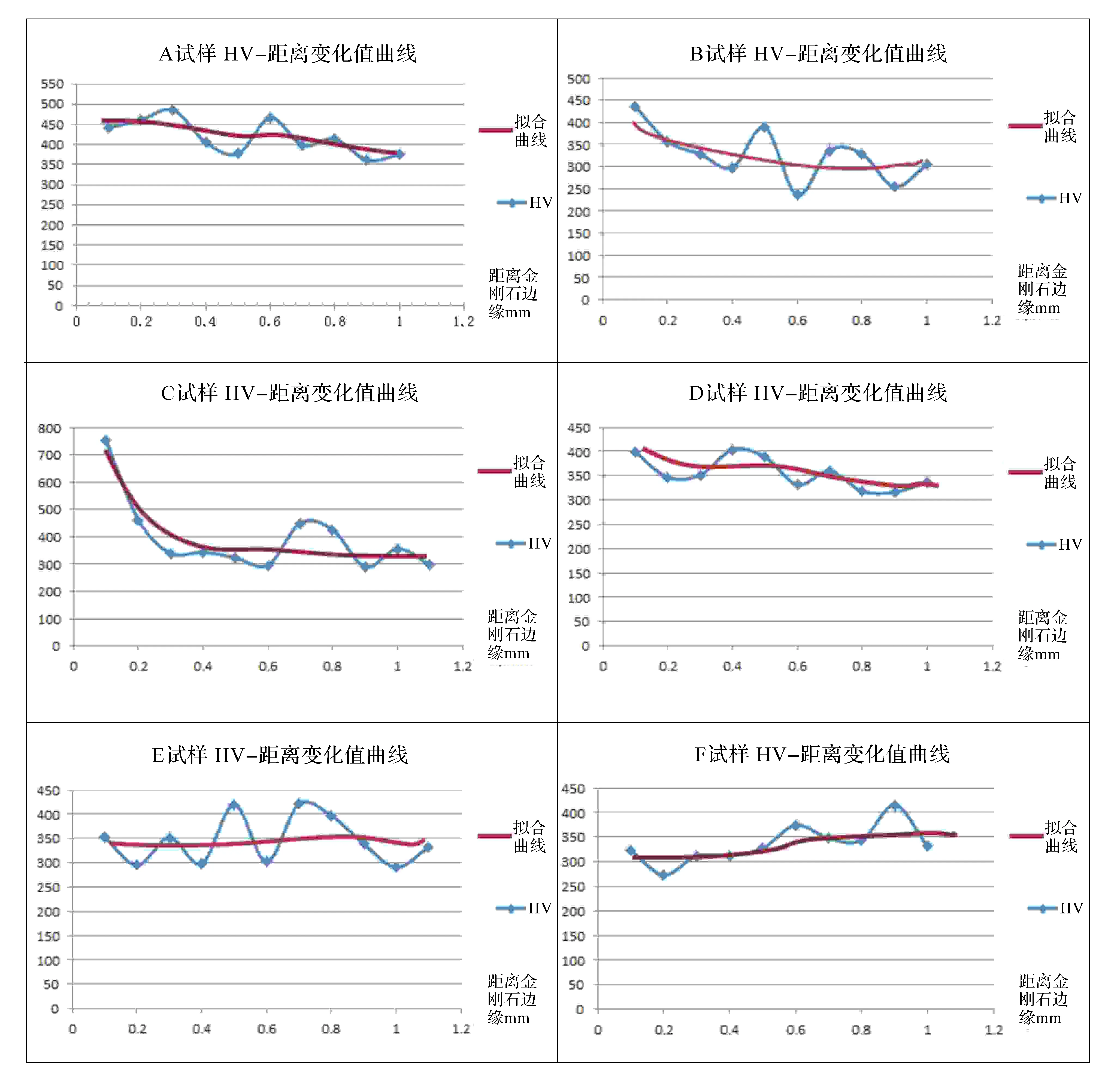
圖3 HV-金剛石邊緣距離曲線圖Fig3 The relation graph between HV and diamond edge distance
剔除個別點因致密度較低或相組織較軟外,可以看到鍍敷料的外緣處硬度呈下降趨勢,在0.5~0.7處HV值與胎體基本相同。未鍍敷料則沒有這種表現。
故推測因Ti的擴散進入胎體中,強化了部分胎體的性能,這部分胎體僅限于金剛石顆粒周圍0.5~0.7mm以內的球形范圍,這部分區域保證了金剛石受到強有力的支撐,提高了其工作能力,增加了胎體對金剛石的把持力。
4.4鋸片實際切割性能的表現
將A、B、E為一組,D、F為一組,分別制成230激光焊鋸片進行切割性能比較。條件:230角磨機,干式切割山西黑(700×40)mm,比較其鋒利度。數據見下表3:
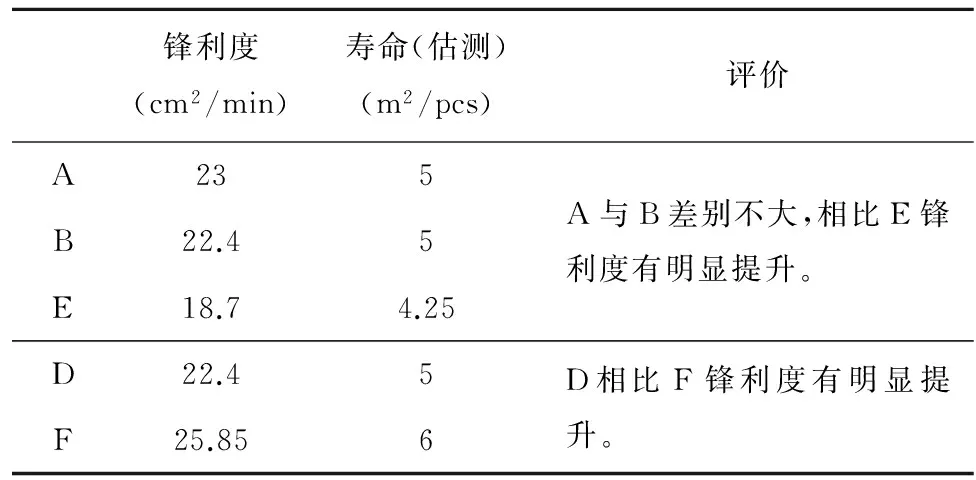
表3 各試樣的切割性能數據
注:因實際切割過程摻入了更多的影響因素,故此表數據僅作定性的判斷,不能作為定量的結論。
可看到使用了鍍敷金剛石后,鋒利度與壽命都有明顯提高,特別是試樣D,雖然從抗彎強度看不到效果,但在實際使用中仍然表現出了較好的效果。
5 分析及討論
由以上的試驗似乎可以得出結論:鍍層加入了Ti元素,在燒結過程中,Ti迅速擴散入了胎體,與Fe、Cu、Ni形成了合金相,從而改變了金剛石周圍的胎體組織,并強化了這局部區域的機械性能,從而在胎體中形成了機械性能的梯度變化,間接改善了工具的實際使用性能。
(1)鍍層對胎體的影響
國內外已經有很多關于Ti-Cu、Ti-Fe、Ti-Ni擴散偶的研究,諸多文獻都確認 Ti-Cu、Ti-Fe、Ti-Ni是個快速擴散的過程,如文獻[1]提到,Ti、Cu在緊密接觸條件下,700℃時即可發生固態擴散,并且在液相中的擴散速率是固相中的100~1000倍。文獻[2]指出,900℃時,Ti在Cu中擴散系數是11.3cm2/s,而Cu在Ti中擴散系數是0.57 cm2/s,此溫度時,Ti在Cu中的擴散量很大,900℃保溫180s,TiCu 液相區的平均寬度即達到0.7mm。文獻[3]指出,Fe在α-Ti和β-Ti中都具有很高的擴散速率,甚至在第一共晶溫度點1085℃之前,Fe已經大量溶入Ti基體中。還有很多文獻[4-6]報道了Ti在Ni純晶體中的雜質擴散系數。這說明Ti 與Fe、Cu、Ni之間的快速擴散是存在的,而且在平均粒徑20~40μm的合金粉顆粒間,其擴散條件更是容易達到的。文獻[12-16]都報道了Ti-Cu、Ti-Fe、Ti-Ni擴散界面會形成固溶體和TiCu、Ti2Fe、TiNi等各系列中間化合物,這些中間化合物既硬又脆,改變了此局部區域的機械性能。
(2)單顆粒金剛石的切削原理
在切割過程中,單顆粒金剛石的工作狀態如圖4,此時,金剛石必然受到巖石的反作用力。因金剛石彈性模量極高,可看做剛性材料,其受到的作用力除一部分轉化為熱能,一部分導致金剛石邊角碎裂外,其余的力量幾乎全部傳遞到胎體,準確地說是傳遞到其周圍的“地基”中。金屬胎體的局部區域在瞬間受力作用下必然發生彈性變形乃至蠕變或塑性變形,而后部更遠的胎體部位受力則逐漸減弱。金剛石實際為多面體,每一個棱面的邊長一般都不超過粒徑的1/2,而承擔該瞬間金剛石傳遞力量的胎體區域相對于傳遞力量的這個小棱面的面積要更廣、更深,對其近似應用大質量支撐原理[17],小棱面傳遞過來的應力首先集中在深度不超過2倍棱面邊長或直徑的區域內部,即相當于一個金剛石顆粒粒徑的范圍內,這恰好與我們上述所測得0.5~0.7mm相符。假設沒有熱應力以及其他應力的存在,那么只要這部分“地基”區域不發生“坍塌”即塑性變形,其他部位的胎體就都可以保持原有的機械性能不變。
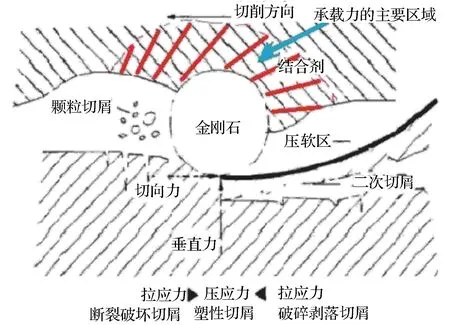
圖4 單顆粒金剛石的切削原理示意圖Fig.4 Schematic diagram of the cutting principle of single particle diamond
(3)金剛石工具的金屬胎體性能應具有梯度變化特性
金剛石工具在切削等工作過程中,最理想的狀態是保持最佳的容屑空間[18],即金剛石起切削作用,同時金屬胎體不與被加工材料發生直接接觸,僅是被碎屑沖蝕磨損,這時候的能耗才是最佳的。這就要求,一方面金屬胎體有適度的磨損性,另一方面胎體有很好的強度和耐磨性,因為金剛石前部的微小區域恰恰是受到沖蝕最嚴重的區域(見圖5)。這是個互相矛盾的要求,理想的解決方案就是胎體的性能是不均勻的,在金剛石周圍(一個粒徑范圍內)要求胎體越硬越好、越耐磨越好,而這個范圍以外的金屬區域應該保

圖5 碎屑沖蝕示意圖Fig.5 Schematic diagram of detritus erosion
持適度的強度與磨損性。
(4)金剛石鍍層的作用
從SEM分析看到,鍍層中碳化物層的確存在,但是厚度很薄,一般小于0.1μm[11],即使全部鍍層都不會超過1~2μm,碳化物層的化學鍵合力也許很大,但是若金剛石周圍的“地基”坍塌了,這個化學鍵合力的作用則無法發揮出來。
在合適的條件下,鍍層中Ti擴散恰到好處地改變了原有胎體的結構,使金剛石顆粒周圍的“地基”處的耐磨性和硬度得到了提升,為金剛石提供了更有力的支撐,即增強了把持力;而其他未強化區域則保留有較適宜的強度與硬度,相對“地基”區域有更好的易磨損性,使其形成了最合適的胎體性能的梯度性分布。二者結合提高了胎體對金剛石的固位能力——即把持力,導致工作的金剛石顆粒的容屑空間增大,改善了金剛石顆粒的工作狀態,也就首先提高了胎體的鋒利性,若其他條件配合,也可同時提高工具的使用壽命。
(5)金剛石鍍層的質量控制
在生產中遇到的保留有大片斑駁不齊的鍍層以及大塊狀附著物,應為實際的鍍層存在質量問題,從坑底的多彩色澤即可猜測存在大量的氧化物。這說明鍍層的質量也應該嚴格控制,否則很可能起副作用。但現實中大部分廠家對鍍后的金剛石該如何檢測并不清楚,即缺失這部分的質量控制。該采取何種方式對鍍層質量進行表征,是目前生產廠家面臨的問題。
6 結論
(1)金剛石鍍層中的Ti很容易擴散到Fe、Cu合金胎體中,Cr則主要以碳化物形式保留在金剛石表面。
(2)鍍層中的Ti擴散后引起金剛石邊緣0.5~0.7mm范圍內胎體變化,各種固溶體和金屬化合物的出現使該區域的硬度和耐磨性升高。
(3)該部分強化區域有利于提高胎體對金剛石的把持力,并使金屬胎體的性能變得不均勻分布,若原胎體性能合適,這種變化將有助于提升工具的鋒利度與壽命。
(4)金剛石鍍層應有良好的質量控制,否則可能會有相反的作用。
[1]Wells R R. Microstructural control of thin-film diffusion brazed titanium[J]. WedingReasearchSupplement,1976(1).
[2]余春,吳銘方,等.TiCuTi接觸反應釬焊微觀組織分析[J].華東船舶工業學院學報,2004(2).
[3]H. Nakajima, S. Ohshida, K. Nonaka, Y. Yoshida, F.E. Fujita. Diffusion of iron inβTi-Fe alloysScripta Materialia Volume 34, Issue 6, 15 March 1996, Pages 949-953.
[4]S.BJung, T.Yamane,Y.Minamino,K.Hirao,H.Araki,S.Saji.J.Mater.Sci.Lett,1992,11:1333.
[5]R.A.Swalin,A.martin.Trans.AIME,1956,206:567.
[6]D.Berger, HabilitationThesis,BergakademieFreiberg,Germany(1997).
[7]臧建兵,趙玉成,王明智,王艷輝.超硬材料表面鍍覆技術及應用[J].金剛石與磨料磨具工程,2000(3).
[8]李晨輝,呂海波,劉雄飛.鍍鈦金剛石與結合劑間的結合狀態[J].稀有金屬材料與工程, 1999(6).
[9]王明智,王艷輝,趙玉成,于金庫,鄒芹,賀占文.超硬磨料表面鍍覆涂覆的種類方法及用途Ⅰ[J].金剛石與磨料磨具工程,2004(5).
[10]王明智,王艷輝,趙玉成,于金庫,鄒芹,賀占文.超硬磨料表面鍍覆涂覆的種類、方法及用途Ⅱ[J].金剛石與磨料磨具工程,2004(6).
[11]林增棟.金屬—金剛石的粘結界面與金剛石表面的金屬化[J].粉末冶金技術,1989(2).
[12]周勇,楊冠軍,吳限,李長久.層疊Ni_Ti熱擴散形成金屬間化合物的規律[J].焊接學報,2010(9).
[13]李敏,李世春,宋玉強. Ti-Ni-Cu三元擴散偶的界面研究[J]..熱加工工藝,2008(4).
[14]宋玉強,李世春,杜光輝.Ti-Cu固相相界面擴散溶解層形成機制的研究[J].稀有金屬材料及工程,2009(7).
[15]蔣淑英,李世春.TiFe系金屬間化合物價電子結構與性能分析[J].稀有金屬材料及工程,2011(1).
[16]韋偉峰,劉詠,湯慧萍,陳麗芳,周科朝.混合元素法Ti_Fe合金的燒結行為及組織演化[J].稀有金屬材料及工程,2004(11).
[17]李裕民.六面頂硬質合金頂錘最佳幾何參數的選擇[J].磨料磨具與磨削,1991(3).
[18]陳先,徐西鵬.金剛石圓鋸片的自銳判據——鋸片的最佳容屑比[J].石材,1994(1).
Discussion on the Mechanism of the Functioning of Plated Diamond in Metal Bond
FENG Hai-zhou DONG Shu-shan
(1.QuanzhouZhongzhiNewMaterialsTechnologyCo.,Ltd.,Quanzhou,Fujian362012;2.NationalKeyLaboratoryofSuperhardMaterials,JilinUniversityChangchun,China130012)
The surface states and element distribution of the plated diamond after sintering and the element distribution and microhardness at the interface of plated diamond and matrix have been observed and detected. The bending strength of the sample and the cutting performance of the actual tool have been tested. Result shows that the Ti in the plating is prone to spread to the matrix around diamond within a particle size range. Therefore, the mechanical performance of the local matrix area has been improved which helps to improve the actual cutting performance of the tool.
plated diamond; element distribution; microhardness; Ti ; spread; mechanical performance
2015-08-15
馮海洲(1972-),男,項目總工程師,長期從事金屬結合劑超硬材料制品的生產與研發工作。 E-mail:fenghhz@aliyun.com。
TQ164
A
1673-1433(2016)04-0028-05
引文格式:馮海洲,董書山.鍍敷金剛石在金屬結合劑中發揮作用的機理探討[J].超硬材料工程,2016,28(4):28-32.
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
