系列零件多件聯(lián)動數(shù)控加工的參數(shù)化編程
2016-09-01 00:55:58陳兆祥黃成元
中國設(shè)備工程 2016年7期
陳兆祥,黃成元
(江蘇濱盛石化機械有限公司,江蘇 濱海 224500)
系列零件多件聯(lián)動數(shù)控加工的參數(shù)化編程
陳兆祥,黃成元
(江蘇濱盛石化機械有限公司,江蘇 濱海 224500)
本文介紹了運用變量控制坐標(biāo)系,實現(xiàn)對系列零件多件聯(lián)動數(shù)控加工時,進(jìn)行參數(shù)化編程的方法。該方法極大地減輕了編程工作量,避免了編寫、調(diào)用程序的錯誤,特別適用于系列零件中小批量的數(shù)控加工。
系列零件;多件聯(lián)動加工;參數(shù)化編程;變量;坐標(biāo)系
我單位實習(xí)工廠日前接到一批防噴器閘板加工業(yè)務(wù),經(jīng)過研究和實踐,我們決定應(yīng)用手工參數(shù)編程。防噴器是油井采油機械中不可缺少的井口安全密封裝置,其種類多樣,其中閘板防噴器已標(biāo)準(zhǔn)化和系列化。主要零件閘板(圖1)的各系列結(jié)構(gòu)一致,尺寸呈系列化,材料為35CrMo調(diào)質(zhì),精度不算高。兩端2-R40半圓、用于安裝調(diào)節(jié)絲杠的R8丁字槽、用于安裝前密封膠芯的35寬槽以及用于安裝頂密封膠芯的20寬(R10)直槽和16寬(R120-R104)圓弧槽均需在立式數(shù)控銑床上加工。編程時根據(jù)零件的系列化特點,利用用戶變量實現(xiàn)系列零件參數(shù)化一體編程。該系列零件為中小批量生產(chǎn),可運用強磁吸盤多件一起裝夾(圖2),聯(lián)動加工。為此筆者考慮在數(shù)控編程時用變量控制坐標(biāo)系變換,只編寫一個零件程序應(yīng)用于多件加工。
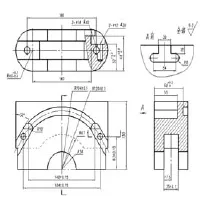
圖1 防噴器閘板零件圖
1 工序安排
該零件在加工中共有六道工序,具體安排如表1。

圖2 加工零件安裝圖(多件聯(lián)動加工坐標(biāo)系分布圖)
下面以第5道工序“數(shù)控銑削二”中銑削2-20寬(R10)直槽、16寬(R120-R104)圓弧槽為例,說明用變量控制坐標(biāo)系實現(xiàn)多件聯(lián)動加工和利用用戶變量實現(xiàn)系列零件參數(shù)化一體編程的方法。因槽為安裝密封彈性橡膠所用,其寬的精度和粗糙度都要求不高,所以直接用D20和D16直柄銑刀進(jìn)行銑削。圖2為帶定位條的強磁吸盤裝夾多個工件示意圖。
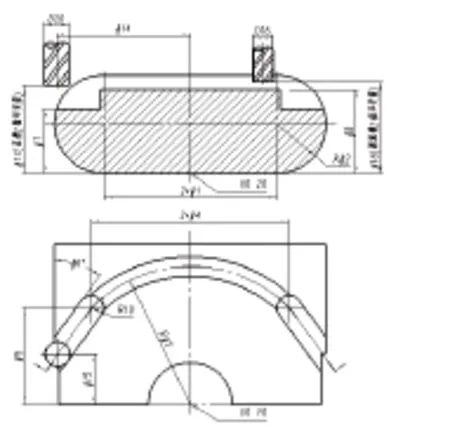
圖3 變量設(shè)定圖
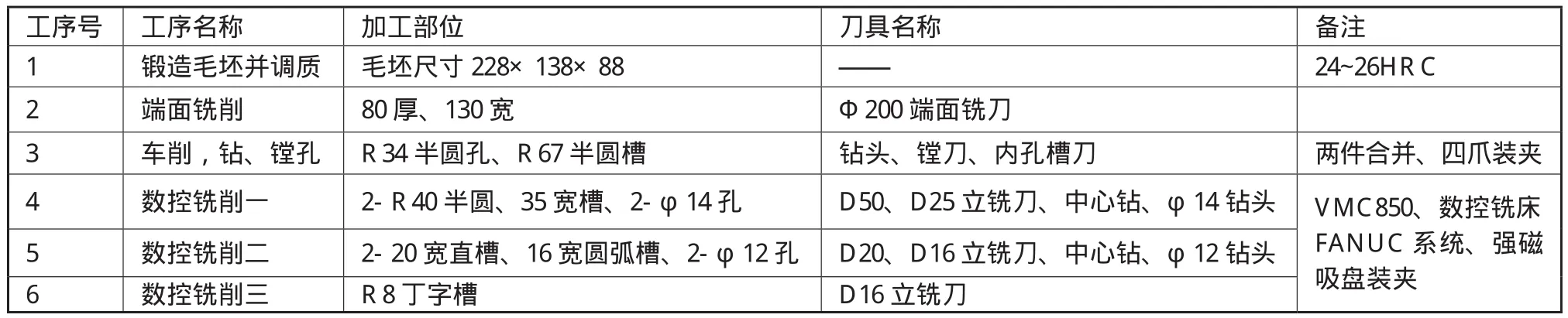
表1
2 變量設(shè)定(圖3)
#1=140/2 中心距一半
#2=40 兩端圓半徑
#3=112 16寬槽中心(120+104)/2
#4=160/2 R10圓X坐標(biāo)
#5=SQRT[#3*#3-#4*#4] R10圓Y坐標(biāo)
#6=36 20寬直槽傾角
#7=52 20寬直槽深度
#8=68 16寬圓弧槽深度
#10=10 D20刀
(1)銑兩邊20寬直槽控制變量為:X向坐標(biāo)#14 和#4;Y向坐標(biāo)#15和#5;Z向坐標(biāo)#17。
①#14的求解計算式為:
#14=#17-#2
#14=SQRT[#2*#2-#14*#14]
#14=#14+#1+[#10+1]*SIN[#6] 圖3 為變量設(shè)定圖。
②#15的求解計算式為:
#15=#14-#4
#15=#15/TAN[#6]
#15=#5-#15
(2)銑中間16寬圓弧槽控制變量為:X向坐標(biāo)±#4,Y向坐標(biāo)#5,Z向坐標(biāo)#18。
(3)控制坐標(biāo)系變化的變量為#20。即使用G #20來控制坐標(biāo)系從G54變化到G59。
3 程序編制(基于FANUC系統(tǒng))
O1000 銑兩邊20寬直線槽主程序
#1=140/2
#2=40
#3=112
#4=160/2
#5=SQRT[#3*#3-#4*#4]
#6=36
#7=52
#10=10
#20=53 #20控制坐標(biāo)系從G54變化到G59
#21=59
G90 G00 Z200 H01
M03 S600
M08
N100 IF[#20 GE #21] GOTO200
#20=#20+1
G#20 #20控制坐標(biāo)系從G54變化到G59
M98 P1001
G51.1 X0
M98 P1001
G50.1 X0 M09
G00 G49 Z200
GOTO100
N200 M30
O1001 銑兩邊20寬直線槽子程序
#17=2*#2
G00 X-#4 Y#5
Z[#17+2]
N1 IF[#17 LE #7] GOTO2
#17=#17-1 [2*#2—#7]應(yīng)為整數(shù)(被1整除)
#14=#17-#2
#14=SQRT[#2*#2-#14*#14]
#14=#14+#1+[#10+1]*SIN[#6]
#15=#14-#4
#15=#15/TAN[#6]
#15=#5-#15
G00 X-#14 Y#15
Z[#17+1]
G01 Z#17 F100
X-#4 Y#5 F400
G00 Z[2*#2+2]
GOTO1
N2 G00 Z200
M99
O2000 銑中間16寬圓弧槽程序
#1=140/2
#3=112
#4=160/2
#5=SQRT[#3*#3-#4*#4]
#8=68
#20=53 #20控制坐標(biāo)系從G54變化到G59
#21=59
G90 G00 Z200 H02
M03 S600
M08
N100 IF[#20 GE #21] GOTO200
#20=#20+1
G#20 G00 X-#4 Y#5
#18=2*#2
Z[#18+2]
N1 [#18 LE #8] GOTO2
#18=#18-1 [2*#2—#8]應(yīng)為偶數(shù)(被2整除)
G1 Z#18 F100
G2 X#4 Y#5 R#3 F400
#18=#18-1 [2*#2—#8]應(yīng)為偶數(shù)(被2整除)
G1 Z#18 F100
G3 X-#4 Y#5 R#3 F400
GOTO1
N2 M09
G00 G49 Z200
GOTO100
N200 M30
4 結(jié)語
系列零件多件聯(lián)動數(shù)控加工的參數(shù)化一體編程極大地減輕了編程工作量,避免了編寫、調(diào)用程序的錯誤,特別適用系列零件中小批量的數(shù)控加工。強磁吸盤的使用減化了定位件,避免了夾緊件,提高了機床空間利用
率,為多件聯(lián)動加工提供了硬件條件。最終我們可根據(jù)刀具耐用度來確定到底多少工件可以一并聯(lián)動加工。可能有讀者會問FANUC系統(tǒng)只提供了G54~G59共6個標(biāo)準(zhǔn)工件坐標(biāo)系,那么如果工件數(shù)多于6個怎么辦呢?其實系統(tǒng)還提供了另外48個附加工件坐標(biāo)系,G54.1 P01~G54.1 P48。同樣我們可以用用戶變量來控制,如果控制變量仍為#20的話,可以寫成G54.1 P#20。
TG61
A
1671-0711(2016)07(上)-0060-03
