全自動樹脂混凝土攪拌系統的設計
2016-09-01 00:55:58溫振剛喬智張恒久扈春光崔虎
中國設備工程 2016年7期
溫振剛,喬智,張恒久,扈春光,崔虎
(1.河北安泰可耐特冶金科技股份有限公司,河北 冀州 053200;2.積水可耐特(河北)環境科技有限公司,河北 冀州 053200)
全自動樹脂混凝土攪拌系統的設計
溫振剛1,喬智2,張恒久2,扈春光2,崔虎2
(1.河北安泰可耐特冶金科技股份有限公司,河北 冀州 053200;2.積水可耐特(河北)環境科技有限公司,河北 冀州 053200)
本文對全自動生產樹脂混凝土的工藝進行分析,確定全自動樹脂混凝土攪拌系統的設計思路:以生產高品質樹脂混凝土為前提,設計智能化、模塊化、節能環保的成套設備。通過對混凝土攪拌站及相關硬件、軟件的研究與學習,確定以PLC為控制器,WinCC為過程控制系統,結合全自動工藝要求,對系統硬件和軟件設計,最終實現全自動樹脂混凝土攪拌系統的設計,對樹脂混凝土技術的發展具有積極意義。
樹脂混凝土;制動化;模塊化;節能環保;過程監控
0 概述
樹脂混凝土是以聚合物作為膠結劑與骨料混合,通過聚合物作用而成的一種復合材料,它的強度、耐化學腐蝕性、耐水性、抗凍性、減震阻尼性和電絕緣性等優于普通的硅酸鹽混凝土,符合環境友好型生態混凝土的發展要求[1],樹脂混凝土應用于有色冶煉設備電解槽、市政工程給排水管道、鐵路枕木、通訊人孔等產品。由于樹脂混凝土操作工藝復雜,目前國內樹脂混凝土制品廠家大多采用多環節人工操作,配制樹脂、骨料配比、樹脂和固化劑混合、樹脂混凝土攪拌,工藝環節分散、自動化程度低、開放式制作環境、大量人力投入。
面對激烈的市場競爭以及嚴峻的節能環保政策,如何開發設計出一種低成本、環保高效、高可靠性的 樹脂混凝土全自動攪拌設備成為企業生存的關鍵。樹脂混凝土全自動攪拌系統的設計研制,將極大的降低生產成本,提高效率與質量,為樹脂混凝土行業的快速發展奠定基礎。
1 設計思路
1.1 智能化設計
通過現有網絡及軟件技術,實現智能化設計,即生產過程自動化和管理調度科學化。PLC是當今生產領域的主要控制設備,在工業應用中占有重要位置[2]。WinCC是工藝過程監視系統中的人機界面組件,通過服務器軟件使PLC與WinCC數據聯通,WinCC監控畫面實時監控樹脂混凝土生產過程。PLC與WinCC技術的選用,集生產自動化和過程自動化于一體,實現系統的智能化。
1.2 高精度設計
樹脂混凝土對物料計量精度要求極高,選擇合適的智能儀表及傳感器,編輯完美的程序將成為系統高精度設計的關鍵。
1.3 模塊化設計
在對一定范圍內的不同功能、不同性能的產品進行功能分析的基礎上,劃分并設計一系列功能模塊,通過模塊組合,滿足不同種類樹脂混凝土的需求[3]。模塊化設計力求系統中,每個工藝段的子系統都具備獨立運行功能,對子系統進行重新組合,滿足設備的不同需求。
1.4 節能環保設計
改分散開放式工藝為集中封閉式,減少物料搬運及粉塵及化學品揮發,實現節能環保的設計理念。
2 系統原理及構成
2.1 工藝流程
完整生產過程:上料、儲料、配料、攪拌、出料。上料就是將原材料加入儲料倉進行儲存;配料過程:E-1到E-4為石英砂儲料倉,料斗秤將重量傳遞給I1-I4稱重傳感器,信號轉化,數字部位顯示稱重值,達到配比重量,V1到V4蝶閥依次開啟,骨料通過管道輸送到E-10骨料攪拌室,E-9為功能填料倉,根據樹脂混凝土功能要求,加入抗沖擊、阻燃、導電等不同功能性填料;E5為基體樹脂儲罐、E-6為改性樹脂原料儲罐、E-7為添加劑儲罐,根據配方,按順序加進E-11樹脂改性攪拌罐,每加入一種物料,需攪拌5 min,分散均勻;E-8為固化劑加料罐,加入固化劑后,攪拌8 min;改性樹脂放入E-12樹脂混凝土攪拌罐中;然后放入骨料一起攪拌15 min,完成樹脂混凝土的制備。進入E-13卸料罐中,通過輸送設備,將混凝土輸送至制品模具中。見圖1。
2.2 設備原理
設備原理:首先啟動空壓機、攪拌主機等機構,中控室內I-12 WinCC控制系統將配方下發到I-11PLC,PLC按照設定的指令控制倉門上的開關、計量斗、流量計、卸料閥門等數控元件。石英砂儲料倉上的料斗秤將重量傳遞給稱重傳感器,將重量轉化為電信號,經微處理器處理后,數字部位顯示稱重值,達到配比重量,蝶閥開啟,骨料進入骨料攪拌室。流量計、計量泵通過設定的流量后,電池閥關閉,物料進入樹脂攪拌罐,攪拌8min后,進入樹脂混凝土攪拌罐,攪拌15min,進入卸料倉,完成樹脂混凝土的制作。PLC實現生產過程全自動控制,WinCC視窗過程監控系統實現工藝全程監控。
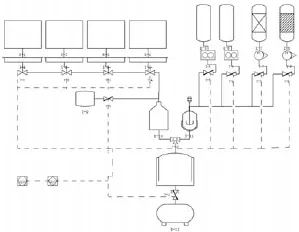
圖1 樹脂混凝土制作工藝流程圖
2.3 設備組成
采用垂直式設計,共四層:四層為儲料;三層為配料;二層為攪拌;一層為卸料系統。中控室以計算機為中心的集中控制系統,控制和管理整個生產過程。具有以下特點:(1)低成本:骨料采用90°輸送角垂直輸送,節約占地面積、設備投資和土建費用[4]。(2)節能:垂直式設計將物料一次提升最高層,由上至下自流,無需動力源。(3)環保:主體采用全封閉設計,阻止粉塵進入周邊的大氣環境;骨料、樹脂采用管道封閉輸送;外排通氣管道設有活性炭過濾吸附,符合環保要求。(4)多功能:采用不同功能性填料,制備不同功能樹脂混凝土;清洗系統設計:將E-6罐中換為有機溶劑,流入E-11、E-12、E-13,實現清洗功能。靈活的模塊組合設計使該系統具備多功能性。
3 控制系統設計
3.1 硬件設計
結合實際工藝需求,對系統硬件設計選型:
(1)PLC:選擇可靠性高、抗干擾性強、通訊功能強大、擴展模塊豐富的西門子公司S7-200系列控制器。
(2)智能儀表:稱量變送器采用高性能A/D轉換的飛博爾FB528;流量變送器采用西森FLVJ系列渦街流量計,精度高,不受流體溫度、粘度等影響。
(3)傳感器:稱重傳感器采用精度高、強度好的PT650電子稱重顯示器;渦街流量傳感器采用故障率低,與之配套的LUGB-21/ZX。
(4)控制電柜:電網電壓波動及攪拌大功率電機脈沖,采取光電隔離和繼電器隔離技術,將計算機和電氣系統隔離。對繼電器輸出信號再經中間繼電器驅動交流接觸器。繼電器選用歐姆龍產品,操作按鈕及斷路器選用施耐德產品。
3.2 軟件方案設計
(1)控制系統:PLC程序采用STEP7梯形圖編寫,程序設計采用模塊化、功能化結構,便于維護擴展。編輯過程盡可能采用軟件代替大量的中間繼電器等器件,減少因觸點接觸不良造成的障礙。控制系統采用手動、半自動、自動和空位。手動過程是應急操作或測試用,每按一鍵,完成一個操控動作;按下“半自動”啟動鍵,系統每個模塊單獨運行;系統進入“全自動”狀態,物料自動配比,按程序完成全部過程攪拌,卸料;在空擋狀態時,上層監控系統對控制電路不起作用。
(2)監控系統:選用西門子WinCC,包括系統菜單、生產流程、配方管理、參數設置、數據查詢、報警管理、幫助7個過程畫面。運用WinCC軟件,將倉門狀態、物料重量、流量、攪拌時間等數據顯示界面上,按照WinCC組態流程,添加驅動程序,通過OPC軟件連接PLC,對生產過程畫面進行組態,實時監控。提供安全、質量保障。
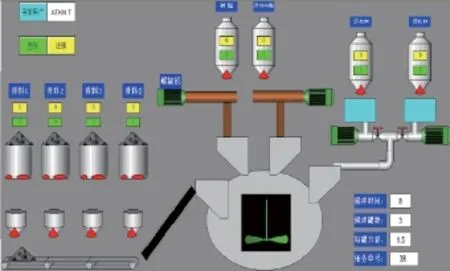
圖2 生產流程界面
4 總結
本文描述了現有樹脂混凝土制作的概況,市場對全自動生產設備的迫切需求,分析了全自動生產樹脂混凝土的工藝,對攪拌系統提出了具體要求,以PLC為控制器,WinCC為過程控制系統,通過硬件和軟件設計,實現全自動樹脂混凝土攪拌系統的設計,打破歐美技術壟斷,對中國樹脂混凝土技術的發展具有積極意義。
[1] 王赟. 樹脂混凝土制備及力學性能研究進展[J]. 硅酸鹽通報,2013.32(10):2080~2083.
[2] 周秀君. 基于PLC的混凝土攪拌站控制系統設計[D]. 廣州:廣東工業大學,2008.
[3] 倪小青. 模塊式混凝土攪拌站設計技術[J]. 建筑機械,2010.7:114~120.
[4] 張瑞軍. HZS120型混凝土攪拌站的改進設計[J]. 工程機械,2008.7(39):17~19.
TG502.3
A
1671-0711(2016)07(上)-0062-02
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2022年10期)2022-07-28 03:04:00
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
水利規劃與設計(2020年1期)2020-05-25 08:01:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
家庭影院技術(2017年9期)2017-09-26 03:41:45
