基于激光熔覆SiC/Ni復合涂層的耐磨性
2016-09-01 08:18:12馬世榜蘇彬彬夏振偉
材料工程 2016年1期
馬世榜,蘇彬彬,王 旭,夏振偉,劉 敬,徐 楊
(1 中國農業大學 工學院,北京 100083;2 南陽師范學院 物理與電子工程學院,河南 南陽473061)
?
基于激光熔覆SiC/Ni復合涂層的耐磨性
馬世榜1,2,蘇彬彬1,王旭1,夏振偉1,劉敬1,徐楊1
(1 中國農業大學 工學院,北京 100083;2 南陽師范學院 物理與電子工程學院,河南 南陽473061)
采用預置粉末法,在Q235鋼表面進行激光熔覆鎳基SiC陶瓷涂層的實驗研究。使用往復式磨損試驗機對不同涂層材料的熔覆層進行干摩擦磨損實驗,利用金相顯微鏡(OM),掃描電鏡(SEM)觀察和分析熔覆層的顯微組織與磨損形貌。結果表明:在重載干滑動摩擦條件下,Ni基SiC復合涂層耐磨性得到顯著提高;當復合粉末SiC含量為25%(質量分數)時,熔覆層耐磨性最佳;熔覆層的磨損機制以磨粒磨損為主,同時伴有黏著磨損特征,且隨著SiC含量的增加,黏著磨損的特征愈加明顯。
激光熔覆;SiC/Ni基復合涂層;耐磨性;強化機理
激光熔覆是一種新興的材料表面改性技術,涉及材料、光電、物理、化學和冶金等多學科領域,是眾多學科匯集綜合應用的典型代表。在較低成本的金屬材料基體上制備組織細化、稀釋率低、變形量小且與基體冶金結合的表面激光熔覆層,可以顯著改善金屬基材的表面綜合性能,提高使用壽命,節約稀有貴金屬材料,有效提高資源的利用率[1,2]。

1 實驗材料與方法
1.1實驗材料
熔覆材料為鎳基自熔性合金粉末Ni60A和SiC的復合粉末,其中SiC的質量分數為15%,25%,35%,另外設置Ni+25%SiC和純Ni60A作為對比實驗。SiC粉末粒度為350目,純度≥98%,Ni60A粉末粒度為-140~+325目,其化學成分見表1。

表1 Ni60A合金粉末的化學成分(質量分數/%)
基體材料為Q235鋼,將基體鋼板線切割成60mm×10mm×10mm的試樣,用干磨砂紙打磨待熔覆表面,使之平整, 并用無水乙醇和丙酮溶液清洗試樣以去除表面的油污、鐵銹等雜質。
1.2實驗方法
熔覆前將粉末充分研磨均勻,使用有機黏結劑(5%PVA水溶液,質量分數,下同)調勻后涂覆在試樣表面,預置涂層厚度1mm左右,待自然干燥后采用YLS-2000型大功率光纖激光加工系統進行熔覆實驗,通氬氣保護,采用正交實驗優化工藝參數(見表2)。
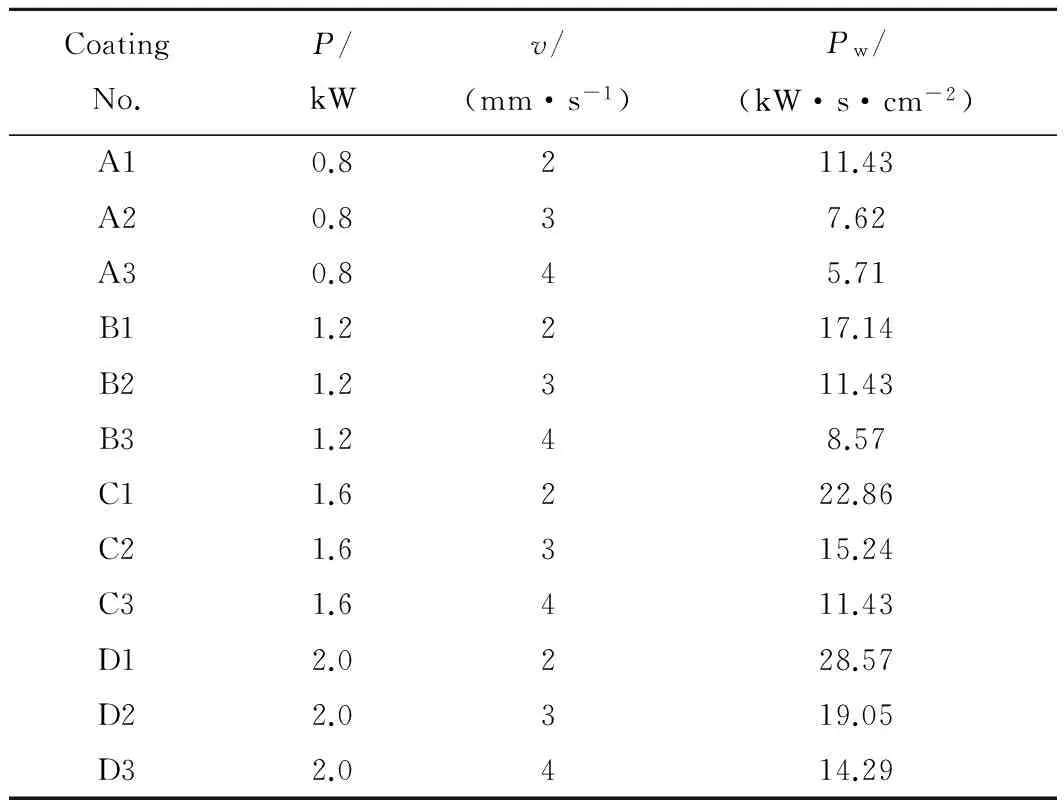
表2 激光熔覆正交實驗工藝參數
為綜合考慮激光功率(P)和掃描速率(v)對涂層形成的影響,引入參數——激光功率密度Pw,Pw=P/(v·D),D為光斑直徑。多道搭接采用正交實驗優化后的工藝參數:激光功率為1.6kW,掃描速率為2mm/s,光斑直徑3.5mm,保護氣體流速5L/min。
使用往復式磨損試驗機對熔覆試樣進行磨損實驗,試驗機工作原理如圖1所示。由于熔覆層表面不完全平整,磨損實驗需要磨頭與磨損面完全接觸,因此實驗前須用磨床磨平磨損面。磨頭壓力90N,試樣預磨1.5萬轉后開始正式磨損,每磨損5萬轉,用精度為0.1mg的電子天平對試樣進行1次稱重,共磨損30萬轉。
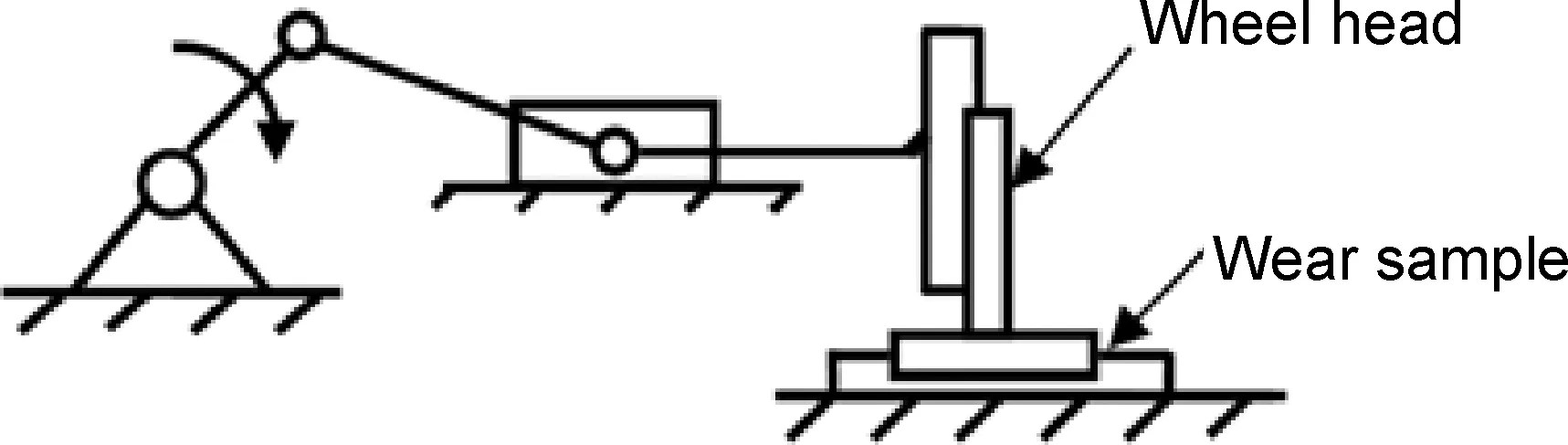
圖1 磨損試驗機工作原理Fig.1 Working principle of the abrasion tester
2 實驗結果與分析
2.1微觀組織
采用1. 2節所述優化的工藝參數制備無裂紋、無氣孔、表面平整、與基體之間具有良好冶金結合的成形較好的熔覆層(圖2(c)插圖所示)。SiC陶瓷增強Ni基復合涂層的組織形態主要受熔池中結晶界面處溫度梯度和凝固速率的共同影響與控制。緊靠基體生長的結合區呈亮白色的平面晶組織,平面晶由熔覆材料與基體材料之間的原子擴散而形成;遠離結合區的熔覆層底部,具有典型的快速定向凝固枝晶組織的特征,主要為逆熱流方向生長的柱狀晶。對w(SiC)=25%的涂層進行EDS成分分析以及XRD物相檢測,結果分別如表3和圖3所示。由EDS成分分析和XRD物相分析可推斷,枝晶結構為固溶有Cr元素和少量Si,C元素的(Ni,Fe)固溶體,枝晶間的共晶組織主要由(Ni,Fe)固溶體、碳化物Cr23C6以及偏聚的CrFe8Si,CrFe7C0.45等化合物組成,Fe元素也滿足由原子擴散引起的元素分布規律。
2.2耐磨性實驗結果
律師釋法:專利法上的專利侵權行為主要分為直接侵權和間接侵權兩類。其中直接侵權包含以下幾種形式:(1)制造發明、實用新型、外觀設計專利產品的行為;(2)使用發明、實用新型專利產品的行為;(3)許諾銷售發明、實用新型專利、外觀設計專利產品的行為;(4)銷售發明、實用新型或外觀設計專利產品的行為;(5)進口發明、實用新型、外觀設計專利產品的行為;(6)使用專利方法以及使用、許諾銷售、銷售、進口依照該專利方法直接獲得的產品的行為;(7)假冒他人專利的行為。
搭接試樣表面形貌如圖4所示,對于復合粉末,當不添加SiC時,搭接試樣表面凹凸不平現象較嚴重,這是因為Ni60A合金具有良好的自熔性,熔覆后流動性較好;但多道搭接制備大面積涂層時,搭接區中的前道涂層再次受熱,熔化后流動與下道熔融態涂層相互干擾,冷凝后呈波紋狀,隨著SiC含量的增加,流動性降低,搭接試樣表面成型質量逐漸好轉;此外,純Ni+25%SiC復合涂層搭接試樣的表面形貌要優于Ni60A+25%SiC搭接試樣。

圖2 優化工藝參數下不同SiC含量復合涂層的微觀組織形貌 (a)w(SiC)=15%;(b)w(SiC)=25%;(c)w(SiC)=35%Fig.2 Microstructures morphology of composite coating with different SiC content under optimized technological parameters(a)w(SiC)=15%;(b)w(SiC)=25%;(c)w(SiC)=35%
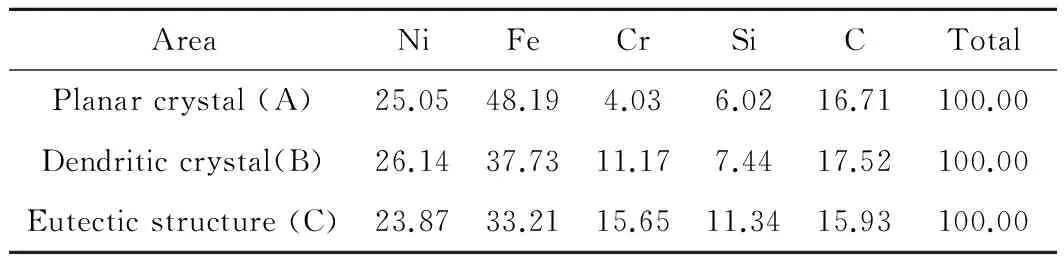
AreaNiFeCrSiCTotalPlanarcrystal(A)25.0548.194.036.0216.71100.00Dendriticcrystal(B)26.1437.7311.177.4417.52100.00Eutecticstructure(C)23.8733.2115.6511.3415.93100.00
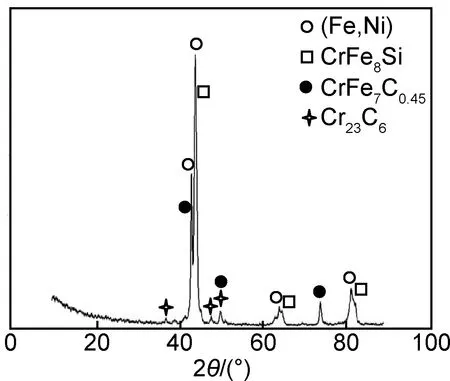
圖3 Ni60A+25%SiC熔覆層的XRD圖譜Fig.3 XRD pattern of Ni60A+25%SiC composite coating
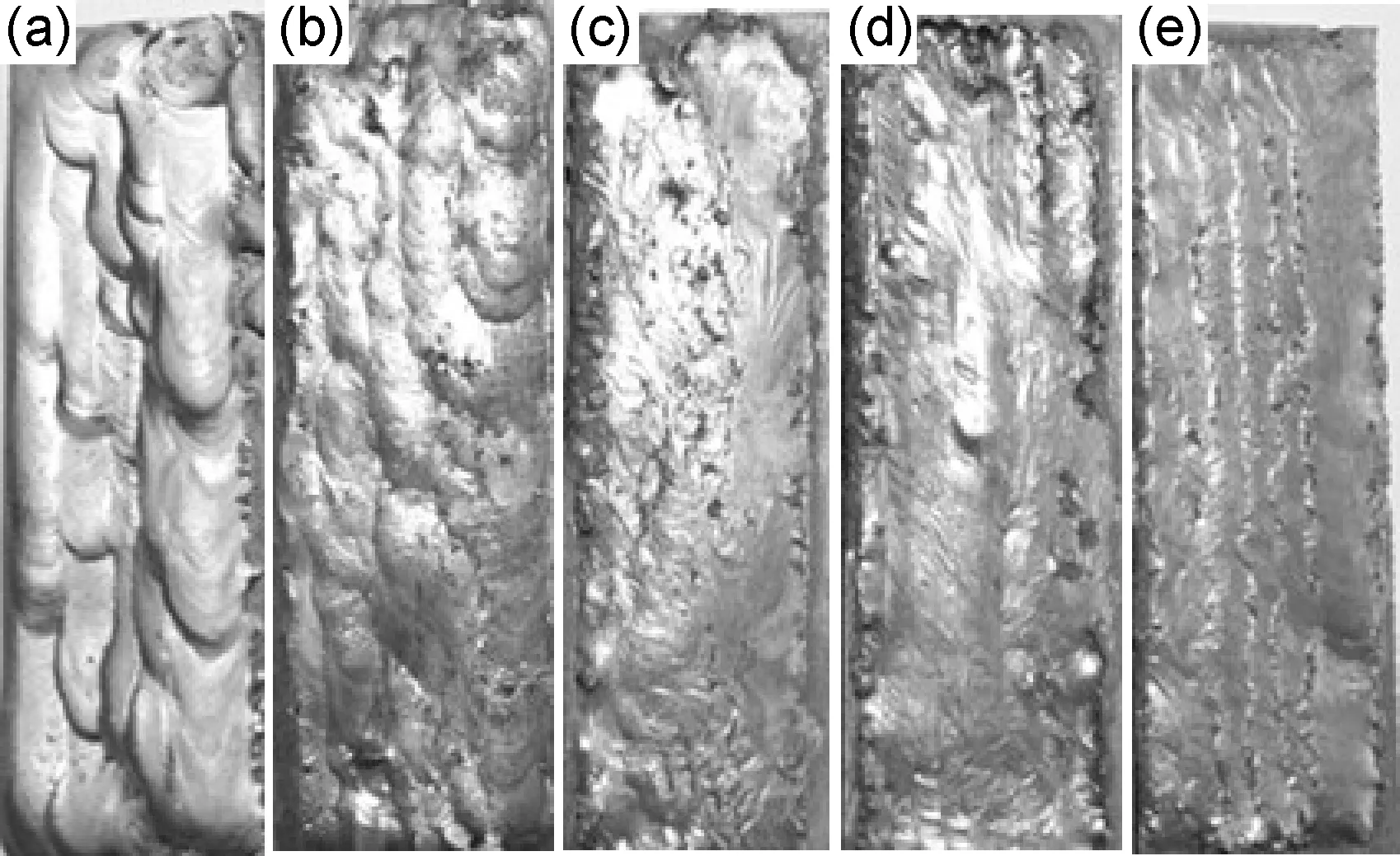
圖4 搭接試樣表面形貌 (a)Ni60A;(b)Ni60A+15%SiC;(c)Ni60A+25%SiC;(d)Ni60A+35%SiC;(e)Ni+25%SiCFig.4 The surface morphology of lap specimen (a)Ni60A;(b)Ni60A+15%SiC;(c)Ni60A+25%SiC;(d)Ni60A+35%SiC;(e)Ni+25%SiC
使用線切割機從搭接試樣上截取出磨損試樣,并進行預磨損加工處理,處理后的磨損試樣如圖5所示。
圖5 預磨處理后的磨損試樣Fig.5 The worn samples after pretreatment
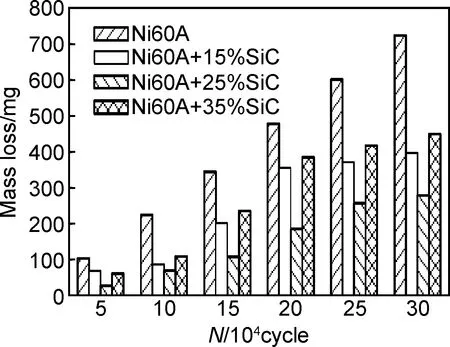
圖6 不同SiC含量的熔覆層失重量Fig.6 The mass loss of cladding layer with different SiC content
圖6為不同SiC含量的磨損試樣磨損失重量與摩擦次數的關系直方圖。在進行5萬轉磨損實驗后,基材失重量高達5371.5mg,Ni60A熔覆層的磨損失重量為103.5mg,僅為基材失重量的1/50,熔覆層的磨損失重量明顯低于基體材料,由于基材對磨頭磨損較大,對基體材料只進行第1次5萬轉磨損;磨損實驗進行到30萬轉時,各熔覆層中Ni60A的磨損失重量最大,為724.1mg,Ni60A+25%SiC熔覆層的磨損失重量最小,僅有278.3mg;從圖6還可以看出Ni基SiC復合涂層的耐磨性隨著SiC含量的增加先增大后減小,當SiC含量為25%時耐磨性達到最佳,隨后SiC含量增加到35%時復合涂層耐磨性減小。
圖7所示為Ni60A+25%SiC和純Ni+25%SiC復合涂層的磨損失重直方圖。磨損15萬轉時,純Ni+25%SiC熔覆層磨損失重量為1852.2mg,是Ni60A+25%SiC熔覆層磨損失重量(108.9mg)的17倍,所以Ni60A+25%SiC熔覆層的耐磨性比純Ni+25%SiC熔覆層的好。
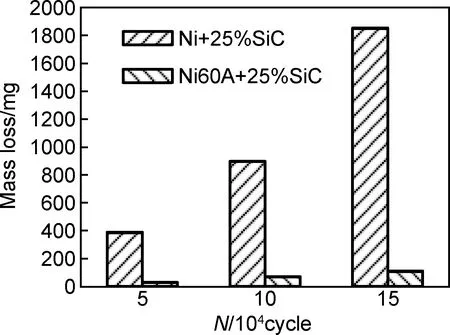
圖7 不同黏結相金屬的熔覆層失重量Fig.7 The mass loss of cladding layer with different bonding phase metals
2.3磨損形貌及機理分析
2.3.1基材與Ni60A熔覆層磨損分析
摩擦磨損過程中,磨頭依靠自身質量緊壓在磨損試樣表面,在電機的帶動下作往復直線運動,由于基體材料的硬度較低,磨頭表面的硬質顆粒壓入基體材料的磨損面。隨著磨頭的往復運動,壓入基材的硬質顆粒,一方面將基體材料向硬質顆粒兩側擠壓使基材表面形成隆起,導致基材表面犁溝的產生;另一方面,硬質顆粒可以直接對基體材料進行如刨削一樣的切削過程,形成一次微觀切削,直接將金屬材料從基體表面去除從而形成切屑。犁溝的產生和微觀切削過程都會使基體表面形成深淺各異的溝槽。如圖8(a)所示,由于基材中的碳化物等硬質相含量較少,對磨頭上硬質顆粒微觀切削的阻礙作用較小,導致涂層磨損較快,溝槽較多較深。同時基材的磨損過程中也伴隨有組織的轉移,但組織轉移量較少,對基材表面抵抗磨損的性能影響不大。基體材料的磨損機制主要還是磨粒磨損。

圖8 基體與熔覆層的磨損表面形貌 (a)基體Q235;(b)Ni60A熔覆層Fig.8 The worn surface morphology of substrate and cladding layer (a)matrix material Q235;(b)cladding layer of Ni60A
圖8(b)為Ni60A合金熔覆層的表面磨損形貌,由于熔覆層的表面硬度高于基體材料,磨損過程中磨頭表面硬質顆粒壓入熔覆層的深度較基材要淺,在基體表面產生的犁溝深度也較基材的淺;熔覆層表面被硬質顆粒擠壓向兩側形成的隆起部分會產生一定程度的加工硬化,這也是Ni60A合金熔覆層耐磨性增強的原因之一。
Ni60A合金熔覆層的顯微組織主要是以塑性和韌性較好的γ-(Ni,Fe)枝晶為主,且合金中的Cr,Si等元素對熔覆層產生固溶強化作用,使熔覆層在微觀切削過程中被切除的金屬量較少;同時,熔覆層中會析出多種碳化物和硼化物等硬質相,這些硬質相的硬度較γ-(Ni,Fe)枝晶組織高,當熔覆層表面發生磨損時,硬度較低的γ-(Ni,Fe)枝晶組織先被磨損掉,當表面磨損到一定程度后,熔覆層中析出的碳化物和硼化物等硬質相顆粒開始在表面凸露出來,此時,這些硬質相成為磨損載荷的主要承載相,可以有效阻礙磨損的進行,在隨后的磨損過程中,一部分硬質相被磨頭不斷擠壓摩擦去除,另一部分則由于周圍的γ-(Ni,Fe)枝晶被擠壓磨去后失去支撐而發生脫落。在磨損過程中,磨頭和熔覆層表面在壓力與分子結合力的作用下,容易使兩表面產生焊合現象,磨頭繼續運動使焊合點發生撕裂,導致熔覆層表面材料轉移形成黏著磨損,因此,Ni60A合金熔覆層的磨損形式以磨粒磨損為主,同時伴有少量黏著磨損。
2.3.2不同SiC含量熔覆層磨損分析
Ni60A合金熔覆層中添加不同含量的SiC后,熔覆層的物相組成、組織形態以及硬質相分布情況會發生不同程度的變化,熔覆層的表面磨損形貌也在相應地變化。圖9為不同SiC含量的熔覆層磨損表面形貌。由圖9可見隨著SiC含量的增加,熔覆層表面的磨損形貌發生了比較明顯的變化。
當添加15%SiC時,此時SiC的含量相對較低,熔覆層組織形態的變化較小,其表面磨損形式基本與Ni60A合金熔覆層相似,微觀切削作用比較顯著,熔覆層表面磨痕較多,有一些深淺不一的溝槽,主要是由于磨粒磨損作用進行微觀切削并產生犁溝,因此,復合涂層中SiC的含量較低時,熔覆層的磨損特征還是以磨粒磨損為主。
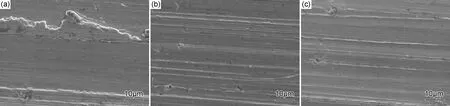
圖9 不同SiC含量的熔覆層磨損表面形貌 (a)Ni60A+15%SiC;(b)Ni60A+25%SiC;(c)Ni60A+35%SiCFig.9 The worn surface morphologies of cladding layer with different content of SiC(a)Ni60A+15%SiC;(b)Ni60A+25%SiC;(c)Ni60A+35%SiC
當熔覆層中SiC含量增加至25%時,SiC陶瓷相在熔覆層中溶解產生的固溶強化作用以及第二相強化作用達到最大,熔覆層的顯微硬度非常高,組織分布相對較均勻,同時熔覆層中析出大量的硬質相,這些硬質相的存在可以有效地阻礙磨頭上硬質顆粒對熔覆層的微觀切削作用。但是隨著與磨頭摩擦次數的增加,熔覆層硬質相周圍塑性較好的枝晶組織被磨損掉,逐漸使硬質相與熔覆層的結合強度降低,最終導致硬質相失去支撐而從熔覆層上脫落,并在熔覆層上形成一些小凹坑,如圖9(b)所示;在磨損過程中,熔覆層表面容易產生氧化膜,發生氧化磨損,但是氧化膜在摩擦磨損過程中容易被破壞,新鮮的金屬裸露出來,由于分子力的作用,兩摩擦面發生焊合,隨著磨頭的繼續運動,熔覆層表面焊合的部分發生撕裂現象,產生磨屑,隨著黏著磨損產生的磨屑越來越多,一部分停留在熔覆層表面參與到磨損過程中,加劇熔覆層的磨損,使熔覆層表面更加粗糙。
如圖9(c)所示,當熔覆層中SiC添加量為35% 時,此時SiC含量過高,Ni60A合金對SiC陶瓷的包覆效果明顯降低,熔覆層中硬質相所占比例過高,導致硬質相周圍的韌性支撐相減少,在磨損過程中,硬質相容易從熔覆層表面脫落,加速熔覆層的磨損;同時,脫落硬質相參與磨粒磨損的數量增加,也加劇了熔覆層的磨損程度。
2.3.3不同黏結相熔覆層磨損分析
圖10為不同黏結相金屬中添加25%SiC熔覆層的表面磨損形貌。由圖10可知,純Ni黏結相金屬的熔覆層磨痕數量明顯多于Ni60A黏結相金屬熔覆層,這是因為純Ni黏結相金屬熔覆層中硬質相種類和數量都相對較少,其抗磨粒磨損的能力較弱,磨損情況較嚴重。

圖10 不同黏結相金屬熔覆層的磨損表面形貌 (a)Ni60A+25%SiC;(b)Ni+25%SiCFig.10 The worn surface morphology of cladding layer with different bonding phase metals(a)Ni60A+25%SiC;(b)Ni+25%SiC
3 結論
(1)Ni基SiC復合涂層強化機制為固溶強化、硬質顆粒相彌散強化以及細晶強化,其中固溶強化和硬質顆粒相強化占主導作用。
(2)Ni基SiC復合涂層的耐磨性隨SiC含量的增加先增大,達到極值后,隨SiC含量增加而減小,在SiC含量為25%時,熔覆層耐磨性最佳;Ni60A合金作為黏結相的熔覆層耐磨性是純Ni作為黏結相的17倍。
(3)熔覆層的磨損機制以磨粒磨損為主,同時伴有黏著磨損特征,且隨著SiC含量的增加,黏著磨損的特征愈加明顯。
[1]楊寧,楊帆.激光熔覆工藝及熔覆材料進展[J].銅業工程,2010,(3):56-58.
YANG Ning,YANG Fan.Laser cladding and progress of cladding materials[J].Copper Engineering,2010,(3):56-58.
[2]王賽玉,熊惟皓. 激光技術在材料科學中的應用[J].金屬熱處理,2005,30(7):32-36.
WANG Sai-yu, XIONG Wei-hao.Applications of laser technology in materials science[J]. Heat Treatment of Metals, 2005,30(7):32-36.
[3]劉敬,高曉麗,徐楊,等.激光熔覆仿生非光滑表面磨粒磨損性能的研究[J].材料工程,2013,(12):32-36.
LIU Jing, GAO Xiao-li, XU Yang, et al. Research on abrasive wear properties of bionic non-smooth coating by laser cladding[J]. Journal of Materials Engineering, 2013,(12):32-36.
[4]高俊國,陸峰,湯智慧,等.氧燃充槍比對爆炸噴涂CoCrAlYTa涂層組織和性能的影響[J].航空材料學報,2013,33(2):29-34.
GAO Jun-guo, LU feng, TANG Zhi-hui, et al. Influence of oxygen/fuel in-gun ratio on structure and properties of CoCrAlYTa coating prepared by detonation gun spraying[J]. Journal of Aeronautical Materials, 2013,33(2): 29-34.
[5]DEHM G,BAMBERGER M. Laser cladding of Co-based hardfacing on Cu substrate[J].Journal of Materials Science,2002,37(24):5345-5353.
[6]MAJUMDARA J D,GALUN R,MORDIKE B L, et al.Effect of laser surface melting on corrosion and wear resistance of a commercial magnesium alloy[J].Materials Science and Engineering:A,2003,361(1-2):119-129.
[7]杜寶帥,鄒增大,王新洪,等.激光熔覆TiC增強鐵基耐磨涂層組織結構的研究[J].熱加工工藝,2010,39(24):182-185.
DU Bao-shuai,ZOU Zeng-da,WANG Xin-hong,et al.Study on microstructure of TiC reinforced iron based composite coating prepared by laser cladding[J]. Hot Working Technology,2010,39(24): 182-185.
[8]TECHEL A,BERGER L M, OWOTNY S.Microstructure of advanced TiC-based coatings prepared by laser cladding[J].Journal of Thermal Spray Technology,2007,16(3):374-380.
[9]張現虎,晁名舉,梁二軍,等.激光熔覆原位生成TiC-ZrC顆粒增強鎳基復合涂層[J].中國激光,2009,36(4):998-1006.
ZHANG Xian-hu, CHAO Ming-ju, LIANG Er-jun, et al. In-situ synthesis of TiC-ZrC particulate reinforced Ni-based composite coatings by laser cladding[J]. Chinese Journal of Lasers, 2009,36(4):998-1006.
[10]DU B S, ZOU Z D, WANG X H,et al. In situ synthesis of TiB2/Fe composite coating by laser cladding[J]. Materials Letters,2008,62(4-5):689-691.
[11]戎磊,黃堅,李鑄國,等.激光熔覆WC顆粒增強Ni基合金涂層的組織與性能[J]. 中國表面工程,2010,23(6):40-45.
RONG Lei, HUANG Jian, LI Zhu-guo, et al.Microstructure and property of laser cladding Ni-based alloy coating reinforced by WC particles[J]. China Surface Engineering, 2010,23(6):40-45.
[12]袁有錄,李鑄國.Ni60A+WC增強梯度涂層中WC的溶解與碳化物的析出特征[J].材料工程,2013,(11): 12-19.
YUAN You-lu, LI Zhu-guo. Dissolving and precipitating charateristics of WC and carbides in the Ni60A+WC graded coating[J].Journal of Materials Engineering,2013,(11):12-19.
[13]張大偉,張新平.激光熔覆Ni-Cr3C2涂層的微觀組織及磨損性能[J].農業機械學報,2005,36(6):110-113.
ZHANG Da-wei,ZHANG Xin-ping.Microstructure and dry slide wear performance of laser-clad Ni-Cr3C2composite coating[J].Transactions of the Chinese Society for Agricultural Machinery,2005,36(6):110-113.
[14]GAO Y L,WANG C S,YAO M, et al.The resistance to wear and corrosion of laser-cladding Al2O3ceramic coating on Mg alloy[J].Applied Surface Science,2007,253(12):5306-5311.
[15]王東生,田宗君,沈理達,等.TiAl合金表面激光重熔Al2O3-13wt%TiO2復合陶瓷涂層組織結構[J] .航空材料學報,2008,28(6):51-56.
WANG Dong-sheng, TIAN Zong-jun, SHEN Li-da, et al. Microstructure of laser remelted Al2O3-13wt%TiO2composite ceramic coatings on TiAl alloy surface[J]. Journal of Aeronautical Materials, 2008,28(6):51-56.
[16]張維平,郎志華,馬海波.激光熔覆SiC/Co復合涂層的組織與性能研究[J].表面技術,2011,40(1):8-10.
ZHANG Wei-ping,LANG Zhi-hua,MA Hai-bo. Microstructure and performance of laser cladding SiC/Co coating[J]. Surface Technology, 2011,40(1):8-10.
[17]LI M X,HE Y Z,SUN G X.Laser cladding Co-based alloy/SiCp composite coatings on IF steel[J].Materials and Design,2004,25(4):355-358.
Wear Resistance of SiC/Ni Composite Coating Based on Laser Cladding
MA Shi-bang1,2,SU Bin-bin1,WANG Xu1,XIA Zhen-wei1,LIU Jing1,XU Yang1
(1 College of Engineering,China Agricultural University,Beijing 100083,China;2 College of Physics and Electronic Engineering,Nanyang Normal University,Nanyang 473061,Henan,China)
By using the method of preplaced powder, laser cladding of Ni-based SiC ceramics coating on Q235 steel substrate was studied. The dry friction and wear experiments of different material coatings were carried out by reciprocating friction wear tester. The microstructure and wear morphology of cladding layers were observed and analyzed using metalloscope (OM), scanning electron microscope (SEM) respectively. The results show that in the condition of dry sliding friction under heavy load, wear resistance of Ni-based SiC composite coatings is significantly improved. When the composite powder with 25% (mass fraction) SiC ,wear resistance of cladding coatings is the best. Wear mechanism of the cladding layer is abrasive wear, accompanied by adhesive wear characteristics, and with the increase of SiC content, adhesive wear characteristics become more apparent.
laser cladding;SiC/Ni composite coating;wear resistance;strengthening mechanism
江西省自然科學基金項目(20142BAB216024);華中科技大學材料成形與模具技術國家重點實驗室開放基金項目(P201409);輕合金加工科學與技術國防重點學科實驗室開放課題研究基金項目(gf201401004)
2014-11-03;
2015-11-12
蘆剛(1982-),男,博士,講師,主要從事液態金屬精密成形理論及工藝研究,聯系地址:江西省南昌市豐和南大道696號南昌航空大學航空制造工程學院(330063),E-mail:aimulalg@163.com
10.11868/j.issn.1001-4381.2016.01.012
TG115.5+8
A
1001-4381(2016)01-0077-06