普通車床深孔加工方法
2016-09-03 06:13:59撰文彭敏
中國機(jī)械 2016年7期
關(guān)鍵詞:方法
撰文/彭敏
■510800 廣東省高級技工學(xué)校(廣州校區(qū)) 廣東 廣州
?
普通車床深孔加工方法
撰文/彭敏
■510800 廣東省高級技工學(xué)校(廣州校區(qū)) 廣東 廣州
本文以普通車床為主題,探討深孔加工方法及相關(guān)問題。首先結(jié)合我國工業(yè)發(fā)展的情況與普通車床加工技術(shù)對其進(jìn)行了簡要概述;主要分析了加工中的難點(diǎn),重點(diǎn)對浮動鏜刀桿的制造、刀具的制造、導(dǎo)向套、彈性夾頭、鎖緊螺母工序進(jìn)行了說明,并在此基礎(chǔ)上,對加工過程進(jìn)行了討論。希望通過本文初步論述可以引起更多的關(guān)注與更廣泛的交流,為該方面的理論研究工作、加工實(shí)踐工作提供一些有價值的信息,以供參考。關(guān)鍵詞:普通車床;深孔加工;方法
在工業(yè)制造領(lǐng)域,普通車床是較為普遍的機(jī)械生產(chǎn)加工設(shè)備之一,從當(dāng)前的發(fā)展情況來看,它集自動化控制、檢測、電機(jī)技術(shù)于一體,并廣泛實(shí)現(xiàn)了智能化的加工工藝,經(jīng)過這種智能一體化的發(fā)展及應(yīng)用,不但改善了普通車床自身的性能,而且,通過這種生產(chǎn)加工形式的轉(zhuǎn)換,引起了工業(yè)領(lǐng)域的整體革新,包括生產(chǎn)結(jié)構(gòu)、流程,以及人力等各方面的改變;因而,在智能一體化的普通機(jī)床運(yùn)行中,還需要加強(qiáng)人為的管理與養(yǎng)護(hù),最重要的是對其加工工藝與方法進(jìn)行細(xì)致解析,以下就從這方面展開具體討論。
概述
在普通車床加工深孔零部件中,對于單件、批量少的深孔工件加工,一般以接長標(biāo)準(zhǔn)麻花鉆頭為主,進(jìn)行鉆削;而一旦長徑比大于10或者超出過多時,立刻就會出現(xiàn)技術(shù)上的難度,所以,對于鉆削后的深孔還需要加以細(xì)化,進(jìn)行深加工,從而提高尺寸精度、減少表面粗糙度;這方面的工藝措施相對復(fù)雜,但解決方法依然具備科學(xué)性、可操作性,本文就從這個角度切入,以浮動鏜刀、刀具裝夾方法,對普通車床深孔進(jìn)行加工技術(shù)的分析。
以現(xiàn)實(shí)中的鉆進(jìn)油罐加工為例
以鉆機(jī)油罐缸加工為例,選用冷軋無縫鋼管(毛坯尺寸:?60*12*455mm3,加工任務(wù):5件/月),進(jìn)行加工,工件要求如下圖1所示。
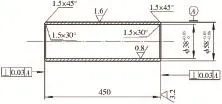
圖1 鉆進(jìn)油罐
注:此次加工因數(shù)量少,需要考慮到成本、夾具;從難度系數(shù)來看,相對較高,比如,在孔徑孔深為450mm,所以切削要求刀桿長而細(xì),對剛性、強(qiáng)度要求也較高;此次加工屬于深孔加工,冷卻液進(jìn)入、切削屑排出存在阻礙;最大的難點(diǎn)在于以普通車床進(jìn)行深孔加工,需要先對深孔車刀、刀具,這樣就可以更好的控制波紋、喇叭口、車削直線主精度,防止發(fā)生影響。選擇這種方案,可以更好的簡化制造工藝、達(dá)到效率的提升、效果的完善,并節(jié)省成本、減少支出、完成深孔加工。
浮動鏜刀桿、夾具制造
以下的浮動鏜刀桿、夾具制造皆以本例中的需要為主展開具體說明。
a浮動鏜刀桿
選擇45鋼作為制造鏜刀桿的材料,以加工孔徑大小作為參考,充分考慮到排屑問題后,將刀桿直徑加大,以此提高其剛性需求,具體的工藝包括選材、調(diào)質(zhì)、車平、鉆通孔、頂針裝夾、精車粗磨、銑床加工、電花火線切割、選擇刀片等。
b夾具制造
刀具屬于重要夾具,在鏜削工件中非常重要,本次研究中選擇球墨鑄鐵QT400-18制造,具體工藝也是先鑄毛坯、加工外圓、車平端面、內(nèi)孔設(shè)置、調(diào)頭處理、粗車錐孔、車外螺紋、銑床加工等。(注:由于加工數(shù)據(jù)過多,此不贅述;具體加工數(shù)據(jù)在以下有具體說明,也可以根據(jù)加工件尺寸要求進(jìn)行推算)
c導(dǎo)向套
導(dǎo)向套的加工與浮動鏜刀桿的制造所選材料一致,但尺寸存在差異;從作用方面來看,主要在于使刀具、工件之間構(gòu)成相對關(guān)系,并確定位置;因?yàn)樵诂F(xiàn)代數(shù)控機(jī)床應(yīng)用中,采用的通常是笛卡爾氏幾何或坐標(biāo)分析法,一般情況下,對零部件的加工表面會產(chǎn)生運(yùn)動軌跡,進(jìn)入切削狀態(tài)后,導(dǎo)線為主體,以工件、刀具間的運(yùn)行過程達(dá)到形狀的塑造或切削,這樣更易保證加工過程的穩(wěn)定性;另一方面,導(dǎo)向套、刀具體孔間會形成配合(?37.9H7/f6),也會與刀桿形成配合(? 20H7/f6),從而保證兩者之間構(gòu)成聯(lián)動關(guān)系。具體如下圖2所示。
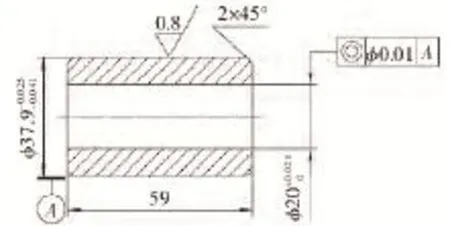
圖2 導(dǎo)向套圖
d彈性夾頭與鎖緊螺母
彈性夾頭、鎖緊螺母與刀具的制造材料相一致,彈性夾頭上銑床加工槽(4條:5*17mm);作用體現(xiàn)在對裝卸下工件的保護(hù),如下圖3a;鎖緊螺母具體尺寸如下圖3b所示。
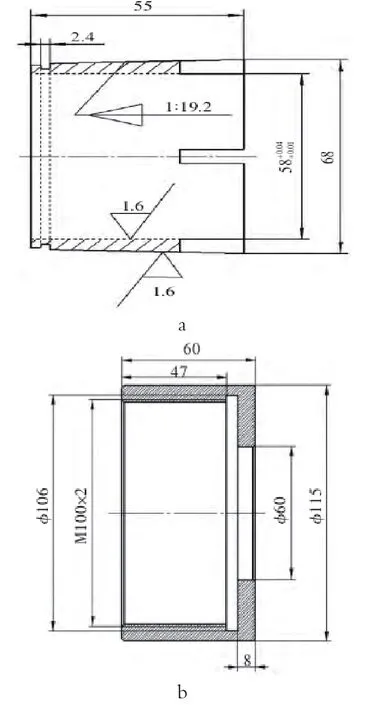
圖3 彈性夾頭(a)與鎖緊螺母(b)
e深孔加工的冷卻與潤滑
如同概述所言,在深孔加工中,考慮到切削加工中的摩擦溫度,因此,要求增加冷卻液,又由于存在粗糙度,所以需要進(jìn)行潤滑液進(jìn)行處理;冷卻潤滑液具備兩種功難,它可以冷卻、潤滑、沖洗減振以及防銹;還可以更好的降低刀具、切屑、工件間的摩擦力,降低工件溫度。在深孔加工之中,它的作用與功能直接關(guān)系到加工件的質(zhì)量問題,從它的特征來看,流動性強(qiáng)、黏度合宜,所以,易于達(dá)到以上所說的作用或效果;在加工中由于存在臟切削液的聚液箱,所以,能夠很快達(dá)到碎屑的沉淀,加工效果值得稱贊;在本次加工中,由于鉆進(jìn)油罐孔深長,難度有所增大,因此,在加工過程中,利用刀桿中心也進(jìn)行冷卻潤滑液的注入,這樣效果更佳,一般情況下,宜選擇25L/min的水泵流量,并以0.06MPa壓力作為動力;這樣可以將液體直接送達(dá)加工件的表面,且對刀桿不產(chǎn)生影響,或刀桿對其不發(fā)生影響,水壓的存在又順利的將切屑排出,所以說,通過冷卻與潤滑之后,浮動鏜刀的工作環(huán)境良好,有利的保證了加工精度,確保了加工件表面的粗糙度值得到了改善。
加工過程分析
在實(shí)際加工過程中,首先要求車平兩端面有1mm的總長留,孔兩端的倒角以2*30。為宜,對于粗車外圓的留余量以單邊0.5mm為宜,注意需要通過兩頂尖裝夾來完成;具體要求夾住一端,再以中心架對另一端進(jìn)行固定或托住,然后以內(nèi)孔刀粗車內(nèi)孔完成留余量的單邊距設(shè)置;從工作原理來分析,一般存在對外輪廓、端面、內(nèi)孔、切槽、切斷、車螺紋等加工,在此次車削加工中,對工件的裝夾方面,其裝夾方式因加工工件難度大、批量小、毛坯形式粗糙、幾何形狀單一,需要采取不同次數(shù)的裝夾或夾頂共用或多頂以及專用夾具等。主要是通過掉頭后,對粗車另一端余下孔長做處理,留內(nèi)孔單邊余量為0.5mm;在此精車則對工件總長度進(jìn)行著實(shí)時控制,此時要求的兩端口倒角依然為2*30。,然后就可以實(shí)現(xiàn)兩頂針裝夾精車缸體外圓,直到達(dá)到加工尺寸要求即可;當(dāng)這一切準(zhǔn)備工作就緒后,就可以通過四爪將外圓夾起,并托住精車內(nèi)孔粗糙度(Ra3.2),此時的留余量以0.2mm為宜,注意對于工件的其它部分也可以以卡盤進(jìn)行夾住后墊墊銅皮的方式完成對它的控制或加固;然后掉頭重復(fù)裝夾工藝;最后進(jìn)行浮動鏜削,一是爪夾穩(wěn)定校正刀具,二是校正刀桿、主軸同軸度,三是在刀具體中放入導(dǎo)向套,四是工件裝夾,也就是在彈性夾頭里放入工件,并套入刀具錐孔,然后以鎖緊螺母擰緊、托住,五是對準(zhǔn)鏜刀桿、導(dǎo)向套孔,六是墊片、螺栓入刀、定位、裝鏜刀頭、進(jìn)行鏜削,注意需要兩次操作才能完成切削;第一次、第二次的切削用量不同,速度不同,方向不同;前一次,從床頭到床尾,后一次反過來從床尾到床頭;切削用量在第一次為0.05mm,速度為每分鐘5m,頻率為每轉(zhuǎn)0.1mm,第二次切削用量不同(0.055mm),但速度相同;嚴(yán)格按照圖紙與工藝要求制作,當(dāng)?shù)谝粋€工件完成后,查看、評估效果,若無問題繼續(xù)生產(chǎn)其它4個加工件,若存在問題,則需按照問題進(jìn)行針對性處理,再行加工。
注意事項
應(yīng)該增加加工中對于普通車床的維護(hù)與保養(yǎng),需要從其構(gòu)成的每一個部分去著手,從上面的分析可以看出,在車床的維護(hù)與保養(yǎng)中,需從班前的檢查、通電運(yùn)行、保持潤滑度等開始,還應(yīng)該在班后對諸如機(jī)械、液壓操作手柄、開關(guān)、電源氣源以及清掃機(jī)床等工作,進(jìn)行檢查與完成;另一方面,需要對其進(jìn)行周期性維護(hù)與保養(yǎng);另外,即是從各個部位進(jìn)行細(xì)致化的針對性維護(hù)與保養(yǎng);由于普通車床的維修、維護(hù)、保養(yǎng)專業(yè)性較強(qiáng),所以,在實(shí)際的維護(hù)與保養(yǎng)及使用中,應(yīng)該選擇專業(yè)的操作人員與維修保養(yǎng)人員,防止因?qū)I(yè)技能過低而造成對機(jī)器的損壞或者保養(yǎng)無效。
結(jié)束語
總之,在新的時代就應(yīng)該堅持可持續(xù)發(fā)展的新型理念,真正貫徹與時俱進(jìn)、因時制宜的方法;在普通車床深孔加工方面,應(yīng)該認(rèn)識到金屬切削屬于長期生產(chǎn)實(shí)踐的產(chǎn)物,實(shí)用性強(qiáng)、針對性強(qiáng),而且由于深孔加工在實(shí)踐中較為普遍,加上不同材質(zhì)、不同工藝與技術(shù)要求間的差異區(qū)別了非常突出,因此應(yīng)該對這些方法的異同點(diǎn)進(jìn)行一些具體分類、數(shù)據(jù)整理、以及刀具工作的相關(guān)因素,注重其內(nèi)在的關(guān)聯(lián)性,從而提升加工技術(shù)水平與切削質(zhì)量;在這方面可創(chuàng)新的空間較大,所以,應(yīng)該加強(qiáng)在難度、精度、質(zhì)量方面的反思,提高加工的創(chuàng)新能力。
參考:
[1]趙玉霞.利用掛輪改變齒厚法車削變齒厚蝸桿[J].滁州職業(yè)技術(shù)學(xué)院學(xué)報,2013(2) .
[2]廖德崗,蔡悅?cè)A,車曉毅等.異型柱面數(shù)控車銑組合加工疊加成形技術(shù)研究[J].湖南文理學(xué)院學(xué)報,2014 (2).
[3]王瑜蕾,呼詠,張軍等.加大直徑及變齒厚的新構(gòu)形齒輪精滾刀的研究[J].工具技術(shù),2014(8).
[4]朱穎,何東敏.風(fēng)扇增壓級整體鼓筒數(shù)控車加工技術(shù)研究[J].中國新技術(shù)新產(chǎn)品,2013(3).
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
