一種滑塊式快遞包裹自動分揀機設計
2016-09-19 12:27:14顏志剛張福豹張強強戚嘉偉
裝備制造技術 2016年6期
關鍵詞:設計
顏志剛,張福豹,安 磊,張強強,成 濛,戚嘉偉
(南通大學機械工程學院,江蘇南通226019)
一種滑塊式快遞包裹自動分揀機設計
顏志剛,張福豹,安磊,張強強,成濛,戚嘉偉
(南通大學機械工程學院,江蘇南通226019)
介紹了快遞包裹自動分揀機的分類及研究現狀,完成了一種滑塊式快遞包裹自動分揀機總體方案設計、包裹換向機構和控制系統設計。設計的滑塊式自動分揀機可以顯著提高包裹分揀效率和準確率,對降低包裹訂單處理時間,節約物流成本具有重要意義。
分揀機;滑塊,快遞;包裹;舵機
隨著電子商務和網絡購物的快速興起,人們的消費習慣由線下的有限選擇轉向線上的無限選擇,這種消費方式的改變給我國的快遞行業帶來了前所未有的機遇和挑戰。國家統計局數據表明,2014年,全年快遞業共攬件139.6億件,同比增加了近50%.節假日的攬件數量增長尤為突出。以2013年“雙十一”為例,快遞行業共攬投快件3.46億件,比2012年增長了73%,各地“爆倉”現象不斷。原本只需要3天左右就能到達的商品,投遞時間延長到7~10天,甚至部分商品耗時近半個月才到達客戶手中,同時還出現了大量的商品損壞、錯投、丟件及飽受詬病的“暴力分揀”等問題。2013-2014年全國快遞行業基本情況表1所示。快遞包裹的時效性成為制約我國目前電子商務發展的一大瓶頸。同時,隨著近年來快遞行業的迅猛發展,人工分揀和自動分揀的成本現值也在發生著變化,當快遞總量達到一定值后,自動分揀的階段性成本現值將小于手工分揀的階段性成本[1]。自20世紀20年代起,國外就開始自動分揀技術及設備的研制,并應用于實踐中,大型分揀系統雖然效率高,但占地面積大,前期投入巨大,通常需要幾年的時間才能收回投資成本[2]。因此,設計一種適合中小快遞公司的低成本、小體積且分揀效率高的自動分揀機成為快遞行業的迫切需求。

表1 2013-2014年全國快遞行業基本情況
2 快遞包裹自動分揀機的分類
快遞包裹自動分揀機根據配送中心的形狀及貨物狀態可以分為直線型分揀機和環形分揀機兩大類[3]。
2.1直線型分揀機
直線型分揀機具有直線開放性結構,如圖1所示,可以通過直線型分揀機的矩陣方式的粗分拓展分揀分支,提高分揀效率。直線型分揀機根據分揀方式的不同又分為擺臂式、轉向輪式、滑塊式、垂直環狀交叉帶式等。
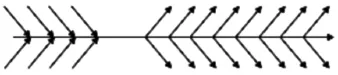
圖1 直線型分揀機示意圖
2.2環形分揀機
環形分揀機結構緊湊,所占空間較小。但環形分揀機為封閉設計,拓展性差,需在設計之初就考慮周全。環型分揀機根據分揀方式的不同又分為轉盤式、落袋式、翻板式、水平環狀交叉帶式等。環形分揀機示意圖如圖2所示。

圖2 環形分揀機示意圖
3 滑塊式快遞包裹自動分揀機設計
3.1總體方案設計
滑塊式分揀機是目前快遞行業中最為常用的一種直線型分揀機,其工作原理是通過一個撥叉改變滑塊的運行方向,在需要分揀的位置撥叉動作從而滑塊沿著軌道將貨物推出。滑塊式分揀機分揀效率高,可分揀貨物的重量及尺寸范圍大。滑塊式自動分揀機主要由控制裝置和輸送分揀裝置兩個部分組成,如圖3所示。控制裝置的主要作用是識別、接收和處理分揀信號,根據分揀信號的要求指示輸送分揀部分動作,按照包裹的送達目的地對快遞包裹進行自動分類。輸送分揀部分主要包括輸送裝置、包裹換向裝置和分揀道口組成。輸送分揀裝置根據控制裝置發出的分揀指示,當具有相同分揀信號的包裹經過分揀道口時,換向裝置動作,通過滑塊的推動改變包裹的運行方向,使包裹進入分揀口。輸送分揀裝置由鏈輪、帶耳鏈條、滑板和滑塊組成,兩側連接若干分揀道口,滑板和滑塊固定在帶耳鏈條上承載包裹的輸送。輸送裝置采用步進電機驅動。控制裝置與輸送分揀裝置通過現場總線連接。
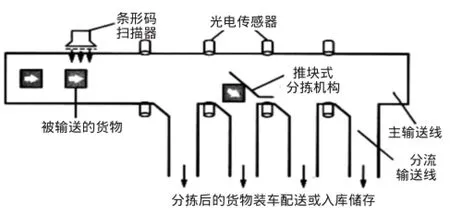
圖3 滑塊式快遞包裹自動分揀機示意圖
3.2快遞包裹自動分揀方案
快遞包裹分揀信息的獲取來自設置在分揀線前端的條碼掃描裝置。條碼掃描裝置由光源、接收裝置、光電轉換部件、譯碼電路及PLC接口等部分組成。當光源發出的光線經過光學系統照射到二維條形碼上面時,反射回來的光經過光學系統成像在光電轉換器上,使之產生電信號,信號經過放大電路放大后產生模擬電壓,它與照射到條形碼符號上被反射回來的光成正比,再經過濾波、整形,形成與模擬信號對應的方波信號,經譯碼器編譯為PLC可接收的信號。每個分揀口旁裝有光電傳感器,用于檢測是否有貨物通過傳送帶,配合各分揀執行機構動作。分揀時,PLC將從條碼掃描裝置接收到的信號進行分析后,傳遞給相應的光電傳感器,當包裹接近傳感器時,PLC給出信號控制滑塊下方的舵機動作,改變滑塊運動方向,推動包裹到達分揀道口。
3.3滑塊換向方式設計
滑塊變向裝置包括導軌、滑塊導向輪、變軌擋板和變軌舵機,如圖4所示。變軌舵機安裝在導軌的交叉口底部;變軌擋板安裝在變軌舵機的旋轉軸上;滑塊導向輪運動時緊靠所述導軌的垂直面或所述變軌擋板的垂直面。滑塊導向輪緊靠水平導軌垂直面并向前運動,但尚未運動到需要變軌的導軌交叉口,變軌舵機不工作,變軌擋板處于水平閉合狀態。根據PLC的控制信號,變軌舵機控制變軌擋板旋轉,使變軌擋板處于垂直開啟狀態;之后,滑塊導向輪運動到需要變軌的導軌交叉口,緊靠變軌擋板垂直面;變軌擋板引導滑塊導向輪進入另一軌道,實現滑塊導向輪變軌裝置的變軌功能。滑塊導向輪已進入另一軌道,緊靠傾斜導軌垂直面。包裹分揀完成后,根據PLC控制信號,變軌舵機再次工作,使變軌擋板復位,處于水平閉合狀態。

圖4 滑塊變向方式示意圖
3.4控制系統設計
可編程邏輯控制器(PLC)是自動化生產線上協同執行機構、傳感系統和輔助機構運動的重要控制手段[4]。本文設計的快遞包裹分揀機控制系統以計算機(PC)為上位機,PLC為下位機對分揀機進行控制,實現初步的自動化。具體控制流程如圖5所示。具體過程如下:當貨物經掃描口,條形碼掃描器對貨物進行掃碼,將讀取的相應信息傳送到計算機;計算機程序調用數據庫信息,對掃描槍讀取的信息進行比較,返回相應控制信息數據并傳送給PLC;PLC進行數模轉換,對相應變軌電機進行相應控制,即當貨物途徑所需出貨口時,PLC控制相應變軌電機旋轉相應角度,使變軌擋板打開,變軌滑輪沿變軌擋板和軌道成一定角度運動,帶動滑塊沿托板運動,使滑塊推動貨物進入出貨口,實現分揀功能。
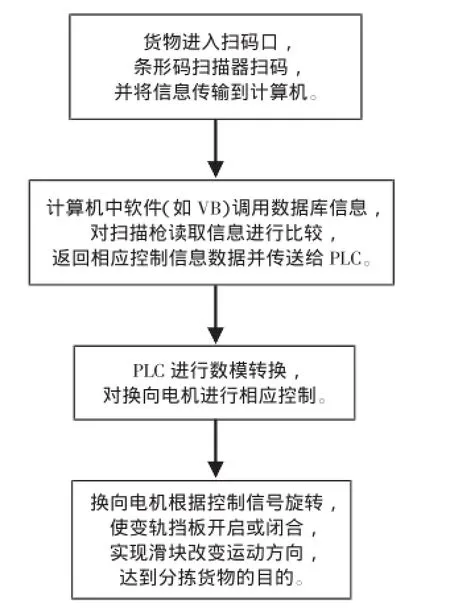
圖5 分揀機控制流程圖
設計制作完成的滑塊式快遞包裹分揀機能夠完成包裹上條形碼的自動掃描識別,通過PC上位機和快遞包裹分揀機PLC控制系統的有效結合,可以有效控制分揀機構舵機的換向動作,實現了對快遞包裹的連續、大批量、高效和低錯差率的分揀。
4 結束語
快遞包裹分揀是快遞包裹配送中的重要環節,采用自動分揀系統可以顯著提高包裹的分揀效率和準確率。本文完成了一種滑塊式快遞包裹自動分揀系統的設計,采用舵機方式實現了滑塊的變向,研究成果為滑塊式自動分揀機的設計提供參考。
[1]高小茜.淺析我國快遞企業的分揀問題[J].商場現代化,2014,(29):55-57.
[2]張俊濤,劉紅科.基于ARM的快遞貨物自動分揀系統的設計[J].化工自動化及儀表,2011,(08):968-970.
[3]姜徳智.快遞行業自動分揀設備淺析[J].物流技術與應用(貨運車輛),2012,(10):54-55.
[4]范昭君.基于MCGS和PLC的物料分揀監控系統[J].裝備制造技術,2014,(4):101-103.
Design ofan Automatic Sorting Machine for Express Parcel
YAN Zhi-gang,ZHANG Fu-bao,AN Lei,ZHANG Qiang-qiang,QIJia-wei
(School ofMechanical Engineering,Nantong University,Nantong Jiangsu 226019,China)
The classifications of sorting machines and the research status of express parcel automatic sorting line were introduced in this paper.The overall design scheme,the parcel reversing mechanism and the control system design of the slipper-type express parcel automatic sorting line were described in details.The slipper-type express parcel automatic sorting line which was designed can significantly improve the efficiency and the accuracy of sorting packages,there are importantmeanings for reducing the time to deal with the parcel order and saving the cost of logistics.
sortingmachine;sliding block;express delivery;package;steering engine
TH122
A
1672-545X(2016)06-0023-02
2016-03-09
國家級大學生創新創業訓練計劃項目(201410304017)
顏志剛(1994-),男,江蘇蘇州人,本科,研究方向為機械工程及自動化專業;張福豹(1982-),男,江蘇銅山人,研究生,副教授,主要從事機械制造及其自動化方面的研究工作。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
